模具生产管理系统、方法、装置以及介质与流程
本申请涉及但不限于模具生产,尤其涉及一种模具生产管理系统、方法、装置以及介质。
背景技术:
1、随着制造业的快速发展,模具生产管理面临着越来越大的挑战,目前在对模具的生产信息进行管理时,主要采用人工登记管理,管理效率较低,人工登记容易出现错误,且不容易查找。
技术实现思路
1、本申请实施例提供了一种模具生产管理系统、方法、装置以及介质,能够有效提高模具生产管理的效率。
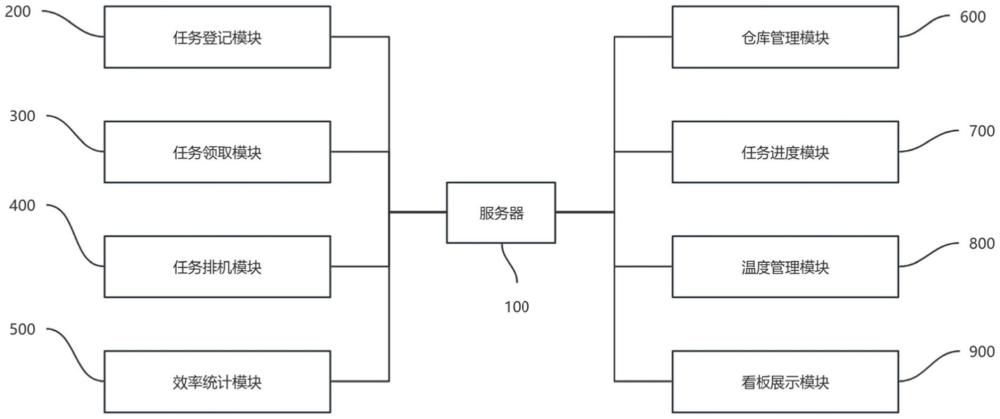
2、第一方面,本申请实施例提供了模具生产管理系统,包括:
3、任务登记模块,用于登记待分配任务;
4、任务领取模块,用于根据各个工作人员的工作情况对所述待分配任务进行预处理,其中,所述工作人员对所述待分配任务进行预处理后会生成对应的待排机任务;
5、任务排机模块,用于将所述待排机任务分配至模具生产设备;
6、效率统计模块,用于计算所述模具生产设备的工作效率。
7、根据本申请第一方面实施例的模具生产管理系统,至少具有如下有益效果:通过任务登记模块对待分配任务进行登记,以使用户可以通过任务登记模块了解各个待分配任务,然后根据各个工作人员的工作情况对所述待分配任务进行预处理,可以提高任务的处理效率。通过任务排机模块将待排机任务分配至模具生产设备,可以提高模具生产效率。而效率统计模块可以用于计算模具生产设备的工作效率。
8、根据本申请第一方面的一些实施例,还包括仓库管理模块,所述仓库管理模块用于记录仓库内各个零部件的数量及使用情况。
9、根据本申请第一方面的一些实施例,还包括任务进度模块,所述任务进度模块用于对任务进行全过程记录。
10、根据本申请第一方面的一些实施例,还包括温度管理模块,所述温度管理模块用于获取和调节所述模具生产设备的工作温度。
11、根据本申请第一方面的一些实施例,还包括看板展示模块,所述看板展示模块,用于展示模具生产管理系统的各项数据。
12、第二方面,本申请实施例提供了一种模具生产管理方法,应用于如第一方面实施例所述的模具生产管理系统,所述方法包括:
13、获取多个工作人员的工作情况,根据所述工作情况分配待分配任务;
14、获取待排机任务,确定出所述待排机任务的分配等级,其中,所述工作人员对所述待分配任务进行预处理后会生成对应的待排机任务;
15、根据所述分配等级将所述待排机任务分配至模具生产设备并计算所述模具生产设备的实际工作时长;
16、根据所述实际工作时长和所述待排机任务的预计工作时长,计算所述模具生产设备的工作效率。
17、第二方面,本申请实施例提供了一种运行控制装置,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如第二方面所述的模具生产管理方法。
18、第三方面,本申请实施例还提供了一种计算机可读存储介质,存储有计算机可执行指令,所述计算机可执行指令用于执行如第二方面所述的模具生产管理方法。
19、本申请的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本申请而了解。本申请的目的和其他优点可通过在说明书、权利要求书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.一种模具生产管理系统,其特征在于,包括:
2.根据权利要求1所述的模具生产管理系统,其特征在于,还包括仓库管理模块,所述仓库管理模块用于记录仓库内各个零部件的数量及使用情况。
3.根据权利要求1所述的模具生产管理系统,其特征在于,还包括任务进度模块,所述任务进度模块用于对任务进行全过程记录。
4.根据权利要求1所述的模具生产管理系统,其特征在于,还包括温度管理模块,所述温度管理模块用于获取和调节所述模具生产设备的工作温度。
5.根据权利要求1所述的模具生产管理系统,其特征在于,还包括看板展示模块,所述看板展示模块,用于展示模具生产管理系统的各项数据。
6.一种模具生产管理方法,其特征在于,应用于如权利要求1至权利要求5任一所述的模具生产管理系统,所述方法包括:
7.根据权利要求6所述的模具生产管理方法,其特征在于,所述工作情况包括所述工作人员的待处理任务数量,所述获取多个所述工作人员的工作情况,根据所述工作情况分配所述待分配任务,包括:
8.根据权利要求6所述的模具生产管理方法,其特征在于,所述根据所述分配等级将所述待排机任务分配至所述模具生产设备,包括:
9.一种运行控制装置,其特征在于,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序,以实现如权利要求6至8任一项所述的模具生产管理方法。
10.一种计算机可读存储介质,其特征在于:所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如权利要求6至8中任一项所述的模具生产管理方法。
技术总结
本申请公开了一种模具生产管理系统、方法、装置以及介质,其中模具生产管理系统包括:任务登记模块,用于登记待分配任务;任务领取模块,用于根据各个工作人员的工作情况对待分配任务进行预处理,其中,工作人员对待分配任务进行预处理后会生成对应的待排机任务;任务排机模块,用于将待排机任务分配至模具生产设备;效率统计模块,用于计算模具生产设备的工作效率,能够有效提高模具生产管理的效率。
技术研发人员:董海童,吴海峰
受保护的技术使用者:精英制模实业(深圳)有限公司
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!