一种不规则工件的视觉测量系统及方法
本发明涉及自动化生产领域,具体涉及一种实现工业表面不规则的实心工件尺寸测量、重量估计、外观质量检测方法及系统。
背景技术:
1、机械工件形状多样,尺寸不一,功能复杂,其加工、组装精度对机械设备的性能和质量有很大影响。细小零件制造工艺要求高,往往需要检测环节来确保加工质量满足要求。对工件尺寸、形状和位置进行精确控制的场景,传统的尺寸测量手段往往需要人工利用卡尺、千分尺进行多次测量取平均值。利用机器视觉测量工件的三维尺寸,目前大多采用三维扫描仪等高成本设备和计算。在数智制造支持下的自动化生产过程中,工件视觉检测和测量的快速有效监控过程无疑是提升工业加工自动化水平的重要环节。利用相机将采集的对象输出为图像信号,通过上位机处理该信号进行分析测量,使用图像处理技术、摄影测量几何学提取目标特征信息、尺寸信息,进行尺度还原,再利用统计分析等判断、分类特征信息反馈至控制器,实现对机械设备的动作控制,以实现工业加工智能化。
2、工业相机具有较高的分辨率、快速的图像采集能力以及适用不同场景的可定制性,已被广泛应用于检测、测量、质量控制等多种任务。激光测距仪是一种用于测量距离的设备,通过发送激光并测量激光的回波时间来确定被测物体与测距仪之间的距离。
3、通过利用工业相机捕捉稳定、高质量的图像,采用经典的张正友标定法作相机标定的基础上,利用激光测距传感器得到工件的深度数据,结合图像处理技术提取关键特征,利用小孔成像摄影几何原理,定义单像素还原面积概念并进行计算分析,可以完成表面不规则的实体工件体积的实时测量,将为工业生产和质量控制带来更高的效率和精度。
技术实现思路
1、基于机器视觉的尺寸测量核心技术是通过边缘检测技术来确定工件的尺寸边界,本发明针对底部平整的实心工件提供一种利用工业相机拍摄图像,并结合激光测距仪测量实现工件尺寸精确测量的方法及相应装置。通过构建机器视觉与激光测距综合检测系统,在利用工业相机精确测量工件平面信息的基础上,利用激光测距传感器数据与工件边缘处高差的耦合关系,准确定位工件边缘位置以及工件高度信息。二类传感器的信息融合,采用不同原理对工件边缘重复定位和测量高差,以降低视觉测量系统计算复杂性,提高工件尺寸测量和加工质量监测的精度和效率。
2、本发明公开了一种基于视觉信息和相机高度信息进行工件体积测量的方法和系统平台,包括以下步骤:
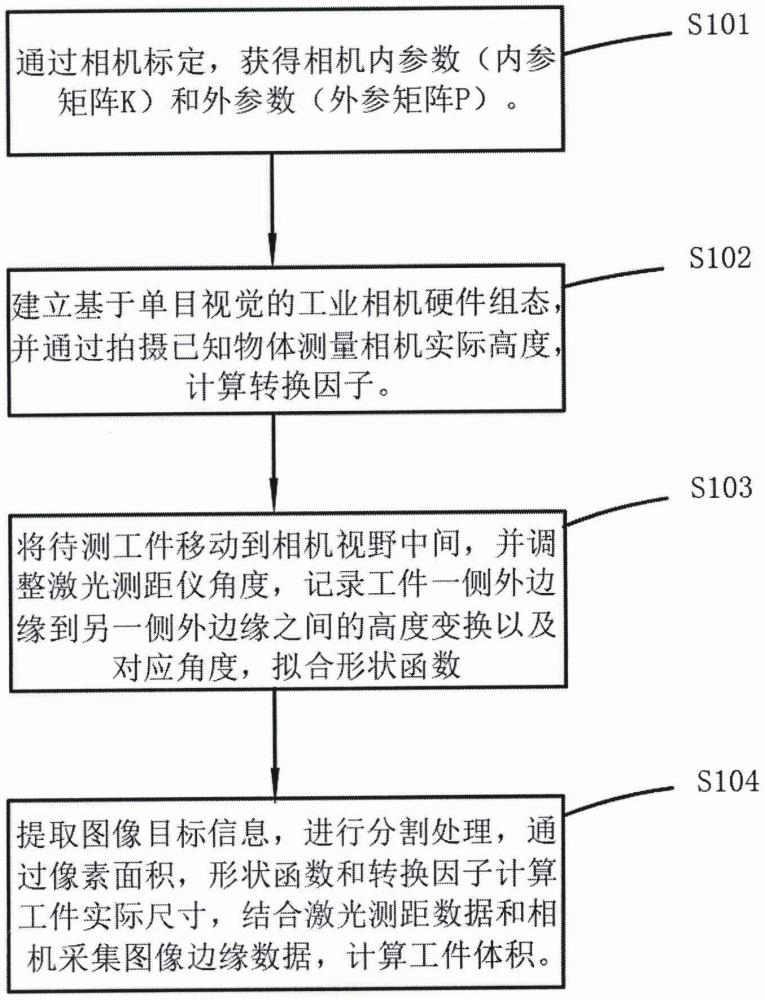
3、步骤1:通过相机标定,获得相机内参矩阵k、外参矩阵p;
4、步骤2:建立基于单目视觉的工业相机硬件组态,包括工业相机、背景板、直线滑轨、转动关节、激光测距仪和待测工件;拍摄一个已知尺寸物体,获得相机距离已知尺寸物体的初始高度d,使用激光测距仪测得相机和激光测距仪之间高度差dis;通过相机焦距f、传感器尺寸r和高度d,计算出物体实际尺寸和像素尺寸转换因子t;
5、步骤3:激光测距仪和相机耦合采集工件尺寸数据;将待测不规则工件移至相机视野中心,调整激光角度,记录激光测距仪从物体一侧边缘到另一侧边缘之间的高度变化以及对应角度,得到形状函数;依据三角高差测距原理,测定工件高差;激光光束移动的过程中,当测距高差产生明显突变时,触发相机拍照采集图像,此时对比图像中激光光斑与工件边缘位置是否重叠;如果重叠,判别为扫描到外边缘轮廓,应进一步判断是否已扫描完所有区域,如果已扫描完所有区域,结束扫描并统计高度数据进行尺度恢复计算;如果还有未扫描区域,记录已扫描数据,在直线滑轨上移动激光测距仪切换至另一区域执行扫描;如果判别未达到工件外边缘,继续激光测距扫描;
6、步骤4:通过尺度恢复计算,测算工件三维尺寸;提取图像目标信息,对图像进行分割处理得到工件像素面积wp,通过单像素还原面积arcv,形状函数和转换因子t计算工件实际尺寸,结合激光测距数据和相机采集图像边缘数据,将会测得工件表面积和深度信息,再通过积分计算可得到工件体积。
7、依据图像信息和相机高度信息,构建工件测量装置及其系统平台,包括:
8、硬件组态:工业相机、背景板、直线滑轨、转动关节、激光测距仪。
9、功能模块:目标仿射矩阵确定模块,用于实现上述方法步骤1-3;空间尺度信息还原模块,用于实现上述方法步骤4中的相关操作;图像处理模块,对获取的图像实施去噪、边缘检测等预处理。
10、有益效果:本发明利用图像处理技术与摄影测量几何学领域知识,通过多传感器信息融合、数据计算,可用于不规则平面工件的尺寸、面积、体积测算,进而完成工件重量计算。利用激光测距数据和相机采集图像边缘数据耦合分析,可有效弥补自然场景下采集图像的边缘提取位置不准确的弊端,通过图像边缘定位技术,一定程度地降低测距传感器长时间工作可能出现的信号漂移影响,可为工业表面不规则工件尺寸实时测量、视觉称重、焊道外观质量、工件铆接质量检测等提供技术支持。
技术特征:
1.一种不规则工件的视觉测量方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种不规则工件的视觉测量方法,其特征在于所述步骤3中,激光测距仪和相机耦合采集工件尺寸数据;将待测工件移动到相机视野中间,并调整激光测距仪角度,使其对准工件中心,记录测距激光束光斑在视野中位置为(xm,ym);
3.根据权利要求1所述的一种不规则工件的视觉测量方法,其特征在于所述步骤1中对相机进行标定,以获取校正后参数,包括:
4.根据权利要求1所述的不规则工件的视觉测量方法,其特征在于所述步骤2中,对所述视觉测量平台的搭建,工业相机安装在平行于背景板的固定支架上,确保成像平面和背景板平行,保证系统运行拍照过程中,工件完全处于单目视觉测量设备的视野中,并且激光测距仪的测距扫描范围与相机视觉范围一致;
5.根据权利要求1所述的一种不规则工件的视觉测量方法,其特征在于所述步骤4中对于不规则工件测量体积,包括:
6.一种基于单像素还原面积来测算工件实际面积的方法,其特征在于,包括:
7.一种不规则工件的视觉测量系统,其特征在于所述系统建立硬件组态,包括:
技术总结
本发明采用图像处理技术与摄影测量几何学理论领域知识,通过多传感器信息融合处理,为工业不规则工件尺寸实时测量提供一种灵活快捷的方法。利用激光测距仪作为测量厚度工具,同时作为拍摄系统的触发传感器,触发工业相机拍摄目标工件的图像,并通过图像处理技术提取边缘、轮廓等关键特征。通过激光测距仪测量工件表面的高度数据,经过相机参数校准和工件边缘识别算法的运算,结合已知高度,定义单像素还原面积的概念以确定面积转换关系,视觉测量系统可快速测算出不规则工件的实际表面积、体积等物理量。
技术研发人员:魏英姿,胡超,陶鑫
受保护的技术使用者:沈阳理工大学
技术研发日:
技术公布日:2024/9/2
- 还没有人留言评论。精彩留言会获得点赞!