一种玻璃深加工报表处理方法及系统与流程
本发明属于玻璃加工,特别是一种玻璃深加工报表处理方法及系统。
背景技术:
1、玻璃深加工是指通过机械、物理和化学等方法,对原始玻璃进行一系列加工处理,以提高玻璃的性能和应用范围。常见的玻璃深加工工艺包括切割、磨边、钻孔、钢化、夹层、镀膜等。这些工艺对玻璃产品的尺寸、形状、强度、透明度、颜色以及表面质量等性能有显著影响。
2、在玻璃深加工过程中,工艺参数的选择和控制至关重要。工艺参数的变化会直接影响产品质量、生产成本和生产效率。因此,如何科学地采集、分析和处理这些工艺参数数据,以实现工艺优化和质量控制,成为玻璃深加工领域的重要研究课题。目前,玻璃深加工领域的工艺参数数据采集和报表处理方法主要依赖于传统的手工记录和简单的电子表格管理,传统方法生成的工艺报表多为静态报表,格式单一,内容有限,难以全面反映生产过程中的关键指标和变化趋势,且报表生成过程繁琐,难以适应快速变化的生产需求。
技术实现思路
1、本发明的目的是提供一种玻璃深加工报表处理方法及系统,以解决现有技术中的不足,能够提高工艺参数数据的采集和处理效率,还增强数据分析和报表生成的能力,显著提升玻璃深加工工艺的优化和质量控制水平,为企业实现智能制造和数字化转型提供了有力支持。
2、本申请的一个实施例提供了一种玻璃深加工报表处理方法,所述方法包括:
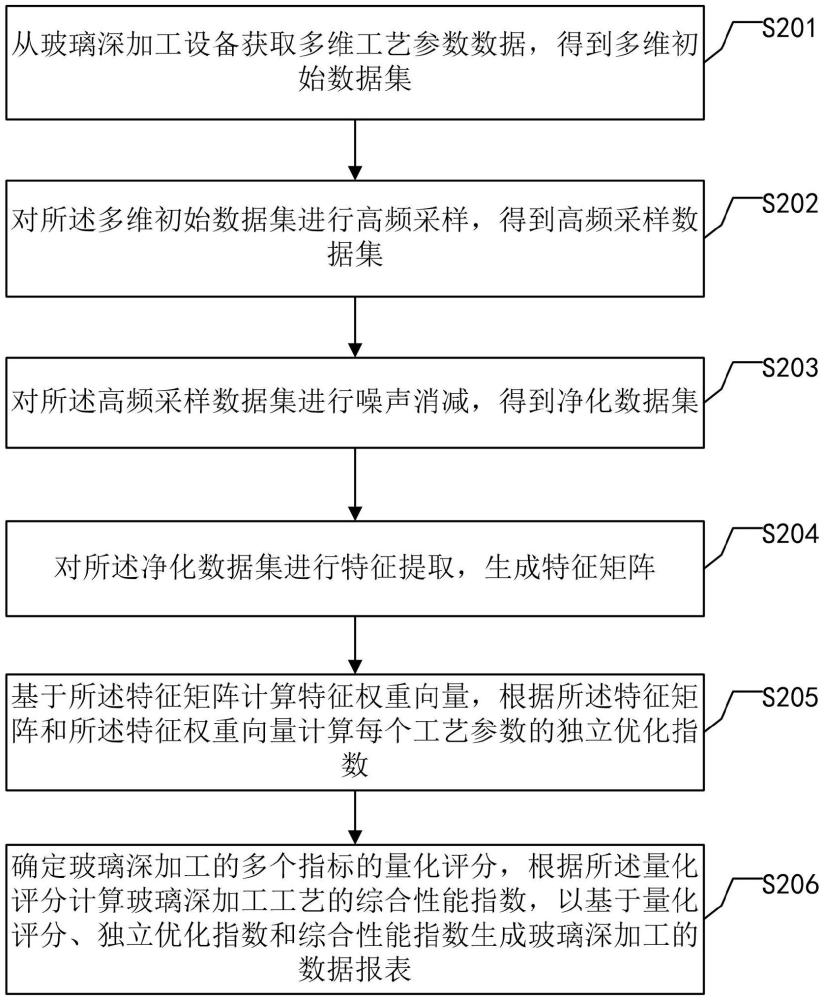
3、从玻璃深加工设备获取多维工艺参数数据,得到多维初始数据集;
4、对所述多维初始数据集进行高频采样,得到高频采样数据集;
5、对所述高频采样数据集进行噪声消减,得到净化数据集;
6、对所述净化数据集进行特征提取,生成特征矩阵;
7、基于所述特征矩阵计算特征权重向量,根据所述特征矩阵和所述特征权重向量计算每个工艺参数的独立优化指数;
8、确定玻璃深加工的多个指标的量化评分,根据所述量化评分计算玻璃深加工工艺的综合性能指数,以基于量化评分、独立优化指数和综合性能指数生成玻璃深加工的数据报表。
9、可选的,所述基于所述特征矩阵计算特征权重向量,包括:
10、定义特征矩阵为f_{matrix},其维度为n*m,其中,n为样本数,m为特征数,特征矩阵的第i行第j列的元素表示第i个样本的第j个特征值;定义特征权重向量为w_{feature},其维度为1*m;
11、计算特征矩阵的每个特征列的均值mu_j和标准差sigma_j;
12、定义一个新度量theta_j,以综合考虑均值和标准差:
13、
14、其中,epsilon为一个小正数,防止除零错误;
15、定义归一化因子eta_j为:
16、
17、计算特征权重向量w_{feature}的第j个元素为:
18、
19、可选的,所述根据所述特征矩阵和所述特征权重向量计算每个工艺参数的独立优化指数,包括:
20、定义一个非线性函数g(f_{matrix}(i,j),w_{feature}(j)),用于计算特征矩阵和特征权重向量对每个工艺参数的贡献:
21、g(f_{matrix}(i,j),w_{feature}(j))
22、=(f_{matrix}(i,j)·sin(w_{feature}(j)·π)+cos(w_{feature}(j)·π))2
23、计算每个工艺参数的独立优化指数ioi_i为:
24、
25、其中,alpha_j、beta_j、gamma_j、delta_j为调节参数,用于对每个特征的贡献进行加权和平滑处理。
26、可选的,所述多个指标包括:质量指标、稳定性指标、效率指标;所述综合性能指数的计算公式为:
27、
28、其中,omega_p为每个量化评分的权重系数,s_p为第p个指标的量化评分,lambda_i为每个工艺参数优化指数的权重系数。
29、本申请的又一实施例提供了一种玻璃深加工报表处理系统,所述系统包括:
30、获取模块,用于从玻璃深加工设备获取多维工艺参数数据,得到多维初始数据集;
31、采样模块,用于对所述多维初始数据集进行高频采样,得到高频采样数据集;
32、净化模块,用于对所述高频采样数据集进行噪声消减,得到净化数据集;
33、提取模块,用于对所述净化数据集进行特征提取,生成特征矩阵;
34、计算模块,用于基于所述特征矩阵计算特征权重向量,根据所述特征矩阵和所述特征权重向量计算每个工艺参数的独立优化指数;
35、生成模块,用于确定玻璃深加工的多个指标的量化评分,根据所述量化评分计算玻璃深加工工艺的综合性能指数,以基于量化评分、独立优化指数和综合性能指数生成玻璃深加工的数据报表。
36、本申请的又一实施例提供了一种存储介质,所述存储介质中存储有计算机程序,其中,所述计算机程序被设置为运行时执行上述任一项中所述的方法。
37、本申请的又一实施例提供了一种电子设备,包括存储器和处理器,所述存储器中存储有计算机程序,所述处理器被设置为运行所述计算机程序以执行上述任一项中所述的方法。
38、与现有技术相比,本发明提供的一种玻璃深加工报表处理方法,从玻璃深加工设备获取多维工艺参数数据,得到多维初始数据集;对所述多维初始数据集进行高频采样,得到高频采样数据集;对所述高频采样数据集进行噪声消减,得到净化数据集;对所述净化数据集进行特征提取,生成特征矩阵;基于所述特征矩阵计算特征权重向量,根据所述特征矩阵和所述特征权重向量计算每个工艺参数的独立优化指数;确定玻璃深加工的多个指标的量化评分,根据所述量化评分计算玻璃深加工工艺的综合性能指数,以基于量化评分、独立优化指数和综合性能指数生成玻璃深加工的数据报表,从而能够提高工艺参数数据的采集和处理效率,还增强数据分析和报表生成的能力,显著提升玻璃深加工工艺的优化和质量控制水平,为企业实现智能制造和数字化转型提供了有力支持。
技术特征:
1.一种玻璃深加工报表处理方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述基于所述特征矩阵计算特征权重向量,包括:
3.根据权利要求2所述的方法,其特征在于,所述根据所述特征矩阵和所述特征权重向量计算每个工艺参数的独立优化指数,包括:
4.根据权利要求3所述的方法,其特征在于,所述多个指标包括:质量指标、稳定性指标、效率指标;所述综合性能指数的计算公式为:
5.一种玻璃深加工报表处理系统,其特征在于,所述系统包括:
6.根据权利要求5所述的系统,其特征在于,所述计算模块,具体用于:
7.根据权利要求6所述的系统,其特征在于,所述计算模块,具体用于:
8.根据权利要求7所述的系统,其特征在于,所述多个指标包括:质量指标、稳定性指标、效率指标;所述综合性能指数的计算公式为:
9.一种存储介质,其特征在于,所述存储介质中存储有计算机程序,其中,所述计算机程序被设置为运行时执行权利要求1-4中任一项所述的方法。
10.一种电子设备,包括存储器和处理器,其特征在于,所述存储器中存储有计算机程序,所述处理器被设置为运行所述计算机程序以执行权利要求1-4中任一项所述的方法。
技术总结
本发明公开了一种玻璃深加工报表处理方法及系统,方法包括:从玻璃深加工设备获取多维工艺参数数据,得到多维初始数据集;对多维初始数据集进行高频采样,得到高频采样数据集;对高频采样数据集进行噪声消减,得到净化数据集;对净化数据集进行特征提取,生成特征矩阵;计算特征权重向量,根据特征权重向量计算每个工艺参数的独立优化指数;确定玻璃深加工的多个指标的量化评分,计算玻璃深加工工艺的综合性能指数,以生成玻璃深加工的数据报表。利用本发明实施例,能够提高工艺参数数据的采集和处理效率,还增强数据分析和报表生成的能力,显著提升玻璃深加工工艺的优化和质量控制水平,为企业实现智能制造和数字化转型提供了有力支持。
技术研发人员:余建文,柳有波,王尚文,王小东
受保护的技术使用者:浙江亮鲸网络科技有限公司
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!