一种印刷标签缺陷检测方法及系统与流程
本发明涉及标签缺陷检测,尤其涉及一种印刷标签缺陷检测方法及系统。
背景技术:
1、印刷标签作为商品的一种标识,被商家广泛使用,其主要展示了商品的各类信息。通常,利用条形码、文字、图像在包装纸或者产品上标示商品的名称、性质、数量等方法很普遍,上述条形码、文字、图像的标示方法一般为通过印刷方法标示在包装纸或产品上,或者把印刷有条形码、文字、图像的标签粘贴在包装纸或产品上。
2、一般地,条形码是和外包装一起拼版批量印刷,这就不可避免会出现印刷缺陷,如条符残缺、多余墨点等。 传统的字符缺陷检测方法通常基于规则或手动设计的特征工程。这些方法需要依赖专家知识和大量人工标注的数据。然而,手动设计特征或规则的过程耗时且依赖于特定的任务和应用场景,难以适应不同类型和风格的印刷字符缺陷检测。
3、申请公布号为cn111709909a的发明专利公开了一种基于深度学习的通用印刷缺陷检测方法及其模型,该方案存在的缺陷为:由于像素分类模块输出的是像素级的预测值,并且采用交叉熵函数作为损失函数。因此,为了完成训练必须得到像素级的人工标注,即必须为原图的各个像素标注是否为缺陷,导致训练成本过高。
技术实现思路
1、为了解决上述背景技术中所提到的技术问题,而提出的一种印刷标签缺陷检测方法及系统。
2、为了实现上述目的,本发明采用了如下技术方案:
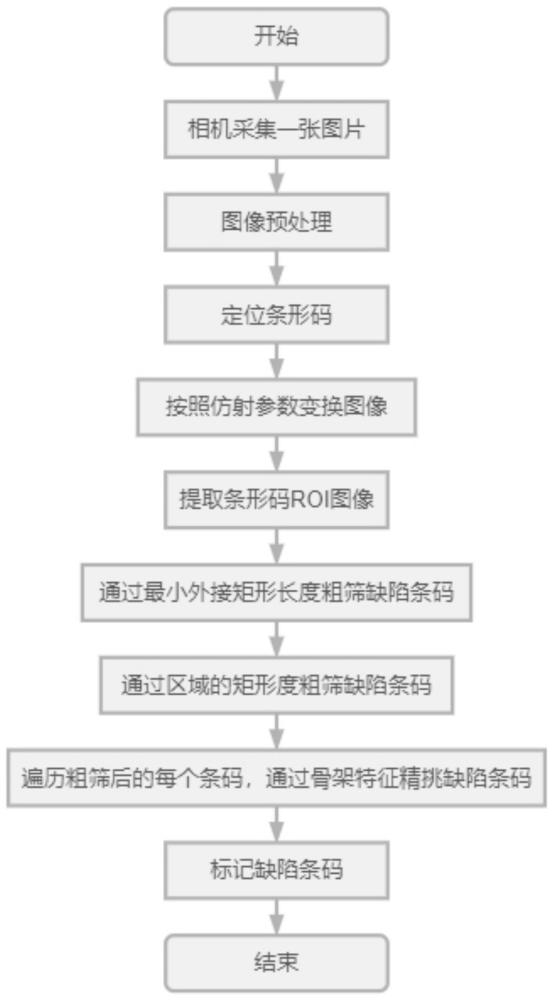
3、一种印刷标签缺陷检测方法,包括:定位待检图像和识别目标图像的缺陷,所述定位待检图像包括:
4、步骤一,采集标签图像信息;
5、步骤二,图像预处理;
6、步骤三,定位目标图像;
7、步骤四,按照仿射参数变换图像;
8、所述识别目标图像的缺陷包括:
9、步骤五,提取目标图像roi图像;
10、步骤六,通过最小外接几何图形尺寸粗筛缺陷图像;
11、步骤七,通过区域的几何度粗筛缺陷图像;
12、步骤八,遍历粗筛后的每个图像,通过骨架特征精细化挑选缺陷图像;
13、步骤九,标记缺陷图像。
14、作为上述技术方案的进一步描述:
15、所述步骤三,定位待检图像,包括:获取工业ccd相机采集的标签图像后,先转为灰度图,再进行降噪,利用模板匹配定位条形码并获取图像的齐次变换参数,接着按照变换参数将采集的图像进行位置、角度以及比例的调整。
16、作为上述技术方案的进一步描述:
17、所述识别目标图像的缺陷,包括:完成条形码定位后,通过阈值分割和连通域处理,得到条码待检区域,接着先用最小外接矩形尺寸和区域矩形度两个图像特征粗筛条码,将有缺陷的条符区域存入新区域并从原待检区域删除,再遍历剩余待检图像,通过骨架图像特征精细化筛出缺陷条符,存入新区域,最后标记缺陷条码。
18、作为上述技术方案的进一步描述:
19、所述获取图像的齐次变换参数,接着按照变换参数将采集的图像进行位置、角度、比例的调整,包括:
20、根据空间变换所需要的平移、旋转数据,获取输出图像和输入图像之间的像素映射关系;
21、采用近邻插值法或者均值插值法对空白区域进行填充。
22、作为上述技术方案的进一步描述:
23、所述根据空间变换所需要的平移、旋转数据,获取输出图像和输入图像之间的像素映射关系,包括:
24、图像平移公式:
25、(1)
26、(2)
27、原图像像素点p0(x0,y0)平移到p(x,y),两个方向上的平移量分别是δx和δy,点p(x,y)用式(1)表示,经过齐次坐标变换后,点p0和p的矩阵变换用式(2)表示;
28、图像旋转公式:
29、(3)
30、(i0,j0)是原坐标,(i,j)是旋转以后的新坐标,α是旋转角度,旋转角度在±2°范围内。
31、作为上述技术方案的进一步描述:
32、所述最小外接矩形尺寸为最小外接矩形的长半径,用最小外接矩形的长半径的图像特征粗筛缺陷条码,包括:
33、正常条码长半径值等于正常值,断裂条码、独立污点、两端脱墨的条码长半径值小于正常值,两端污点的条码长半径值大于正常值。
34、作为上述技术方案的进一步描述:
35、所述用区域矩形度的图像特征粗筛条码,包括:
36、(4)
37、矩形度的值是实际区域面积与区域外接矩形面积的比值,用式(4)表示,取值范围为[0,1],其中矩形的矩形度为1;
38、r表示矩形度,r表示实际区域,点(i,j)是r中的点,n表示外接矩形区域,点(x,y)是n中的点。
39、作为上述技术方案的进一步描述:
40、所述通过骨架图像特征精细化筛出缺陷条符,包括:
41、针对条符中间的污点或者脱墨面积较小的缺陷,通过最大圆盘法计算出该条符的骨架,再结合图像中每个点到区域的距离分布,根据灰度差值,识别出有缺陷的条符。
42、作为上述技术方案的进一步描述:
43、根据如上所述印刷标签缺陷检测方法的印刷标签缺陷检测系统,包括:
44、光源,用于对印刷标签表面提供单一的光源;
45、相机,负责印刷标签表面的图像采集;
46、数据传输单元,对采集的图像信息进行传输;
47、工控机,对采集的图像进行接收、处理和存储,并判断标签是否存在缺陷。
48、首先打开所述光源和所述相机,开始采集流水线上印刷好的标签图像,将所述相机传送的图像数据存储于硬盘或内存条,供后续接口使用,所述工控机收到标签图像数据后,开始对其进行数据的预处理,完成对条形码的定位,再通过阈值分割和连通域处理,得到条码待检区域,接着先用最小外接矩形尺寸和区域矩形度两个图像特征粗筛条码,将有缺陷的条符区域存入新的区域并从原待检区域删除,再遍历剩余待检图像,通过骨架图像特征精细化筛出缺陷条符,存入新区域,最后标记缺陷条码。
49、综上所述,由于采用了上述技术方案,本发明的有益效果是:首先打开光源和相机,开始采集流水线上印刷好的标签图像,将相机传送的图像数据存储于硬盘或内存条,供后续接口使用,工控机收到标签图像数据后,开始对其进行数据的预处理,完成对条形码的定位,再通过阈值分割和连通域处理,得到条码待检区域,接着先用最小外接矩形尺寸和区域矩形度两个图像特征粗筛条码,将有缺陷的条符区域存入新的区域并从原待检区域删除,再遍历剩余待检图像,通过骨架图像特征精细化筛出缺陷条符,存入新区域,最后标记缺陷条码,提升图像的检测效率,降低了产品的误检率和成本投入。
技术特征:
1.一种印刷标签缺陷检测方法,其特征在于,包括:定位待检图像和识别目标图像的缺陷,所述定位待检图像包括:
2.根据权利要求1所述的一种印刷标签缺陷检测方法,其特征在于,所述步骤三,定位待检图像,包括:获取工业ccd相机采集的标签图像后,先转为灰度图,再进行降噪,利用模板匹配定位条形码并获取图像的齐次变换参数,接着按照变换参数将采集的图像进行位置、角度以及比例的调整。
3.根据权利要求1所述的一种印刷标签缺陷检测方法,其特征在于,所述识别目标图像的缺陷,包括:完成条形码定位后,通过阈值分割和连通域处理,得到条码待检区域,接着先用最小外接矩形尺寸和区域矩形度两个图像特征粗筛条码,将有缺陷的条符区域存入新区域并从原待检区域删除,再遍历剩余待检图像,通过骨架图像特征精细化筛出缺陷条符,存入新区域,最后标记缺陷条码。
4.根据权利要求2所述的一种印刷标签缺陷检测方法,其特征在于,所述获取图像的齐次变换参数,接着按照变换参数将采集的图像进行位置、角度、比例的调整,包括:
5.根据权利要求4所述的一种印刷标签缺陷检测方法,其特征在于,所述根据空间变换所需要的平移、旋转数据,获取输出图像和输入图像之间的像素映射关系,包括:
6.根据权利要求3所述的一种印刷标签缺陷检测方法,其特征在于,所述最小外接矩形尺寸为最小外接矩形的长半径,用最小外接矩形的长半径的图像特征粗筛缺陷条码,包括:
7.根据权利要求3所述的一种印刷标签缺陷检测方法,其特征在于,用区域矩形度的图像特征粗筛条码,包括:
8.根据权利要求3所述的一种印刷标签缺陷检测方法,其特征在于,所述通过骨架图像特征精细化筛出缺陷条符,包括:
9.一种印刷标签缺陷检测系统,其特征在于,包括:
技术总结
本发明公开了一种印刷标签缺陷检测方法及系统,首先打开光源和相机,开始采集流水线上印刷好的标签图像,将相机传送的图像数据存储于硬盘或内存条,供后续接口使用,工控机收到标签图像数据后,开始对其进行数据的预处理,完成对条形码的定位,再通过阈值分割和连通域处理,得到条码待检区域,接着先用最小外接矩形尺寸和区域矩形度两个图像特征粗筛条码,将有缺陷的条符区域存入新的区域并从原待检区域删除,再遍历剩余待检图像,通过骨架图像特征精细化筛出缺陷条符,存入新区域,最后标记缺陷条码,方便缺陷条码的质量回溯,提升图像的检测效率,降低了产品的误检率。
技术研发人员:杨卫兵
受保护的技术使用者:浙江赫宇包装科技有限公司
技术研发日:
技术公布日:2024/8/16
- 还没有人留言评论。精彩留言会获得点赞!