一种用于电子产品离散制造车间的动态调度方法
本发明属于智能制造,具体涉及一种用于电子产品离散制造车间的动态调度方法。
背景技术:
1、人工智能(ai)技术、大数据、云计算等技术的快速发展使得传统的粗放生产方式不再能应对日新月异的市场变化,当下生活方式的改变所带来的用户多样化、个性化和不确定需求的指数级增加也给智能化生产、运输、决策和高效率透明化的管理带来了巨大的困难。尤其在电子产品制造行业,需求大、种类复杂和制造过程繁琐,其生产决策和调度更加困难。因此,电子产品制造企业在提高生产效率、改进产品质量、减少资源消耗和降低生产成本等方面面临着严峻的挑战。与此同时,国家也大力倡导传统制造业向着更加智能的方向持续转型。
2、现有调度方法生成的调度方案大多不可供管理人员根据自身经验和实际订单情况进行调整,同时没有考虑制造过程中的生产异常及其对生产决策的影响,使得决策效率低,资源分配效率低。
技术实现思路
1、本发明的目的在于克服现有技术中的不足,提供一种用于电子产品离散制造车间的动态调度方法,在初始时刻生成预调度方案,同时有效针对生产过程中出现的生产异常,实现高效决策,大大提升资源分配效率。
2、本发明提供了如下的技术方案:
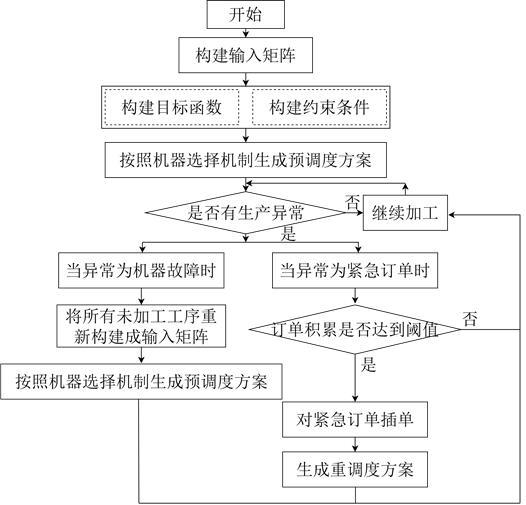
3、一种用于电子产品离散制造车间的动态调度方法,包括:根据预先获取的电子产品制造信息构建输入矩阵,其中,所述电子产品制造信息包括若干工件及每个工件制造过程所需工序;构建所述电子产品离散制造车间的预调度模型;将所述输入矩阵输入预调度模型,生成预调度方案;根据预调度方案进行加工,判断加工过程是否存在生产异常,若是,则判断异常类型,并根据异常类型进行重调度,其中,异常类型包括机器故障和紧急订单;若否,则继续加工。
4、作为本发明的一种可选的技术方案,所述根据预先获取的电子产品制造信息构建输入矩阵,包括:将所述工件的总数作为矩阵的行数,计为n;将若干所述工件所需工序数的最大值为矩阵的列数,计为o,生成一个n行o列的随机数组;对所述随机数组进行逐列排序,默认为升序排序,得到排序后的数组;将所述排序后的数组中的每个元素替换为其在随机数组中的行数,得到输入矩阵。
5、作为本发明的一种可选的技术方案,每个所述工件所需工序数小于等于所述输入矩阵的列数,分别将大于各工件所需工序数的列中对应工件的元素作为无效元素,所述无效元素不参与生成所述预调度方案。
6、作为本发明的一种可选的技术方案,所述预调度模型包括目标函数和约束条件;所述预调度模型的目标函数包括最小化最大完工时间,表示为:
7、
8、
9、其中,f表示目标函数,表示所有工件的完工时间,表示第i个工件的完工时间,n表示工件总数。
10、作为本发明的一种可选的技术方案,所述预调度模型的约束条件包括:
11、
12、
13、
14、
15、
16、
17、其中,表示初始调度时刻,表示第i个工件的加工完成时间,表示第i个工件第j道工序的加工完成时间,表示第i个工件的工序总数,m表示机器总数;表示决策变量,其表示若第i个工件的第j道工序在第m个机器上加工计为1,否则计为0;表示第i个工件第j道工序的加工时间,a表示机器加工工序数索引,表示第m个机器加工的第a个工序的完成时间。
18、作为本发明的一种可选的技术方案,所述将所述输入矩阵输入预调度模型,生成预调度方案,包括:每个所述工序对应一个可加工机器集,根据当前工序的可加工机器集得出每台可加工机器的最早可用时间、每台机器加工该工序的加工时间和每台机器加工该工序的加工能耗;若存在负载为0的所述可加工机器,则选择该可加工机器;若不存在负载为0的所述可加工机器,则将每台可加工机机器的最早可用时间与加工该工序的时间相加,选择相加结果最小的可加工机器;若存在多台取值最小的可加工机器,则将每台可加工机器加工该工序的能耗进行比较,选择能耗最小的可加工机器;将所述输入矩阵中的工序全部匹配至对应可加工机器后,生成预调度方案。
19、作为本发明的一种可选的技术方案,所述根据异常类型进行重调度,包括:根据所述异常类型,并通过预先构建好的驱动策略判断是否进行重调度;其中,所述驱动策略包括:若所述异常类型属于机器故障,则通过预先构建好的重调度策略生成重调度方案;若所述异常类型属于出现紧急订单,则判断紧急订单积累量是否超出设定值;若未超出设定值,则继续加工直至出现下一次生产异常,若超出设定值,则通过预先构建好的重调度策略生成重调度方案。
20、作为本发明的一种可选的技术方案,所述重调度策略包括机器故障重调度策略和紧急订单重调度策略;所述机器故障重调度策略包括:将故障机器从所有工序的可加工机器集中删除;将所有工件的工序数减去机器故障时所有工件的已完成工序,得到新的任务集;根据预先获取的所述电子产品制造信息将新的任务集构建为新的输入矩阵;将新的所述输入矩阵输入预调度模型,并生成重调度方案;所述紧急订单重调度策略包括:根据预先获取的所述紧急订单的电子产品制造信息将紧急订单构建为插单工序矩阵;将所述插单工序矩阵中的每个工序按照预先构建好的基于sptw的机器选择机制进行插单,形成重调度方案。
21、作为本发明的一种可选的技术方案,所述基于sptw的机器选择机制包括:将每台所述机器加工一道工序前的空闲等待时间作为空闲时间窗,将每台机器加工完一道工序后还未分配其余工序的时间作为无限时间窗,空闲时间窗和无限时间窗共同计为sptw;根据当前所述工序所有可加工机器的加工情况,得到每台机器的sptw集合;将每台所述机器的sptw集合竖向拼接得到sptw矩阵;将当前所述工序在其可用机器上的加工时间作为工序时间窗,将所述工序时间窗与sptw矩阵中的元素逐个比较,选择长度大于工序时间窗且完成当前工序时间最短的sptw;将当前工序的工序时间窗放入至选择的sptw,更新sptw矩阵。
22、与现有技术相比,本发明的有益效果是:
23、本发明提供的一种用于电子产品离散制造车间的动态调度方法能够在初始时刻生成预调度方案,可以帮助企业在订单接受时评估自身能否在规定的时间完成,降低拖期风险;同时有效针对生产过程中出现的机器故障和紧急订单,减少对预调度方案的破坏,保持现有生产状态继续运行的情况下实现紧急订单的插入,在机器故障故障时,产能不会浪费,最终实现生产资源动态有序调度,降低管理成本,提高制造效益,实现高效决策,大大提升资源分配效率。
技术特征:
1.一种用于电子产品离散制造车间的动态调度方法,其特征在于,包括:
2.根据权利要求1所述的用于电子产品离散制造车间的动态调度方法,其特征在于,所述根据预先获取的电子产品制造信息构建输入矩阵,包括:
3.根据权利要求2所述的用于电子产品离散制造车间的动态调度方法,其特征在于:每个所述工件所需工序数小于等于所述输入矩阵的列数,分别将大于各工件所需工序数的列中对应工件的元素作为无效元素,所述无效元素不参与生成所述预调度方案。
4.根据权利要求1所述的用于电子产品离散制造车间的动态调度方法,其特征在于:所述预调度模型包括目标函数和约束条件;
5.根据权利要求4所述的用于电子产品离散制造车间的动态调度方法,其特征在于,所述预调度模型的约束条件包括:
6.根据权利要求1所述的用于电子产品离散制造车间的动态调度方法,其特征在于:所述将所述输入矩阵输入预调度模型,生成预调度方案,包括:
7.根据权利要求1所述的用于电子产品离散制造车间的动态调度方法,其特征在于,所述根据异常类型进行重调度,包括:
8.根据权利要求7所述的用于电子产品离散制造车间的动态调度方法,其特征在于:所述重调度策略包括机器故障重调度策略和紧急订单重调度策略;
9.根据权利要求8所述的用于电子产品离散制造车间的动态调度方法,其特征在于,所述基于sptw的机器选择机制包括:
技术总结
本发明公开了一种用于电子产品离散制造车间的动态调度方法,属于智能制造技术领域。其包括根据预先获取的电子产品制造信息构建输入矩阵,其中,电子产品制造信息包括若干工件及每个工件制造过程所需工序;构建电子产品离散制造车间的预调度模型;将输入矩阵输入预调度模型,生成预调度方案;根据预调度方案进行加工,判断加工过程是否存在生产异常,若是,则判断异常类型,并根据异常类型进行重调度,其中,异常类型包括机器故障和紧急订单;若否,则继续加工。本发明能够在初始时刻生成预调度方案,同时有效针对生产过程中出现的生产异常,实现高效决策,大大提升资源分配效率。
技术研发人员:顾文斌,郭镇洋,段连水,肖翌钦,唐娜,汪磊,展一开
受保护的技术使用者:河海大学
技术研发日:
技术公布日:2024/10/10
- 还没有人留言评论。精彩留言会获得点赞!