一种智能板材加工车间故障监控方法以及系统与流程
本发明涉及数据处理,尤其涉及一种智能板材加工车间故障监控方法以及系统。
背景技术:
1、随着自动化技术的不断进步,目前在定制家居生产行业的智能生产车间中,大部分工位已实现无人化操作,仅在特定位置设置有员工进行操作,例如后段的包装工位。然而,这种生产模式也带来了新的挑战。特别是当智能生产设备发生故障或异常时,车间往往难以快速识别并及时通知相关人员进行处理。这种延迟可能导致设备损坏,生产流程中断,从而造成生产延误。更严重的是,这些问题不仅会直接影响生产效率,还可能带来显著的经济损失。为了减少这些潜在风险,需要进一步优化设备故障监测系统和提升响应速度,以确保生产线的稳定运行和企业的经济利益。
技术实现思路
1、本发明实施例的主要目的在于提供一种智能板材加工车间故障监控方法以及系统,旨在解决相关技术中当智能生产设备出现故障或异常时,难以快速识别并及时处理的问题。
2、第一方面,本发明实施例提供一种智能板材加工车间故障监控方法,包括:
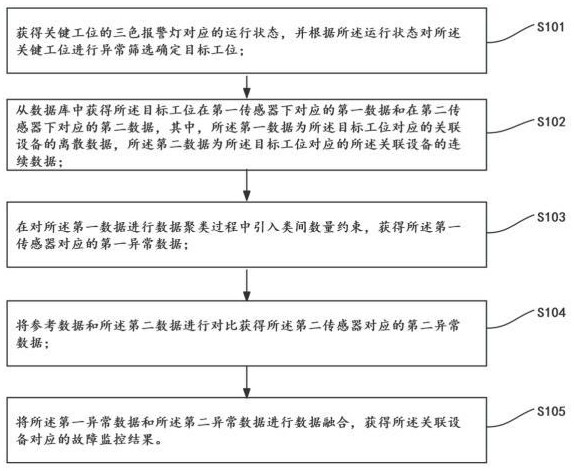
3、获得关键工位的三色报警灯对应的运行状态,并根据所述运行状态对所述关键工位进行异常筛选确定目标工位;
4、从数据库中获得所述目标工位在第一传感器下对应的第一数据和在第二传感器下对应的第二数据,其中,所述第一数据为所述目标工位对应的关联设备的离散数据,所述第二数据为所述目标工位对应的所述关联设备的连续数据;
5、在对所述第一数据进行数据聚类过程中引入类间数量约束,获得所述第一传感器对应的第一异常数据;
6、将参考数据和所述第二数据进行对比获得所述第二传感器对应的第二异常数据;
7、将所述第一异常数据和所述第二异常数据进行数据融合,获得所述关联设备对应的故障监控结果。
8、第二方面,本发明实施例提供一种智能板材加工车间故障监控系统,包括:
9、工位确定模块,用于获得关键工位的三色报警灯对应的运行状态,并根据所述运行状态对所述关键工位进行异常筛选确定目标工位;
10、数据获取模块,用于从数据库中获得所述目标工位在第一传感器下对应的第一数据和在第二传感器下对应的第二数据,其中,所述第一数据为所述目标工位对应的关联设备的离散数据,所述第二数据为所述目标工位对应的所述关联设备的连续数据;
11、第一识别模块,用于在对所述第一数据进行数据聚类过程中引入类间数量约束,获得所述第一传感器对应的第一异常数据;
12、第二识别模块,用于将参考数据和所述第二数据进行对比获得所述第二传感器对应的第二异常数据;
13、故障确定模块,用于将所述第一异常数据和所述第二异常数据进行数据融合,获得所述关联设备对应的故障监控结果。
14、本发明实施例提供一种智能板材加工车间故障监控方法以及系统,该方法包括通过获取关键工位的三色报警灯对应的运行状态,能够迅速筛选出存在异常的目标工位。这种实时监控方式能够大幅提升故障定位的效率,使得问题被及时发现,减少了生产停滞的时间。从数据库中提取目标工位在不同传感器下的离散数据和连续数据,能够全面了解设备的运行状态。这种详细的数据支持不仅帮助技术人员进行深入分析,还能提供准确的设备运行状态信息,有助于制定有效的维护计划和优化措施。在对第一传感器的数据进行聚类时引入类间数量约束,可以有效地识别出第一传感器的第一异常数据。这种方法提高了检测的灵敏度和准确性,减少了误报率,确保了异常数据的可靠性。通过将参考数据与第二传感器的数据进行对比,可以精准识别第二传感器的第二异常数据。这种对比分析进一步提升了故障诊断的精度,确保了设备状态的全面监控。将第一异常数据和第二异常数据进行融合,能够综合分析设备的整体状态。这种数据融合方法提供了更为全面的故障监控结果,使得问题识别更为可靠,有助于及时进行维修和优化,防止设备故障的蔓延。这一方法有效解决了相关技术中智能生产设备故障或异常时难以快速识别并及时处理的问题。通过实时数据监控、异常检测和数据融合,显著提高了故障响应的速度和处理效果,从而提升了生产线的稳定性和效率。
技术特征:
1.一种智能板材加工车间故障监控方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述在对所述第一数据进行数据聚类过程中引入类间数量约束,获得所述第一传感器对应的第一异常数据,包括:
3.根据权利要求2所述的方法,其特征在于,所述对所述第一损失值和所述第二损失值进行损失融合,获得所述初始聚类中心对应的目标损失值,包括:
4.根据权利要求1所述的方法,其特征在于,所述将参考数据和所述第二数据进行对比获得所述第二传感器对应的第二异常数据,包括:
5.根据权利要求1所述的方法,其特征在于,所述将所述第一异常数据和所述第二异常数据进行数据融合,获得所述关联设备对应的故障监控结果,包括:
6.根据权利要求5所述的方法,其特征在于,所述计算所述第一异常数据和参考异常数据之间的关联程度,包括:
7.根据权利要求5所述的方法,其特征在于,所述将所述第一异常类型和所述第二异常类型进行融合获得所述关联设备对应的所述故障监控结果,包括:
8.根据权利要求1-7中任一项所述的方法,其特征在于,所述获得所述关联设备对应的故障监控结果之后,所述方法还包括:
9.根据权利要求8所述的方法,其特征在于,所述方法还包括:
10.一种智能板材加工车间故障监控系统,其特征在于,包括:
技术总结
本发明实施例提供一种智能板材加工车间故障监控方法以及系统,属于数据处理技术领域。该方法包括:获得关键工位的三色报警灯对应的运行状态,并根据运行状态对关键工位进行异常筛选确定目标工位;从数据库中获得目标工位在第一传感器下对应的第一数据和在第二传感器下对应的第二数据,其中,第一数据为目标工位对应的关联设备的离散数据,第二数据为目标工位对应的关联设备的连续数据;在对第一数据进行数据聚类过程中引入类间数量约束,获得第一传感器对应的第一异常数据;将参考数据和第二数据进行对比获得第二传感器对应的第二异常数据;将第一异常数据和第二异常数据进行数据融合,获得关联设备对应的故障监控结果。
技术研发人员:付明涛,唐小松,李悦,许兵,蒋太云,郑芷华
受保护的技术使用者:广东鑫光智能系统有限公司
技术研发日:
技术公布日:2024/9/19
- 还没有人留言评论。精彩留言会获得点赞!