一种基于LightGBM-NN算法的TC4钛合金高速铣削表面粗糙度建模方法
本发明属于生产制造领域,具体涉及一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法。
背景技术:
1、tc4钛合金(ti-6al-4v)由于其具有比强度高、耐热性和耐蚀性好等优良性能,不仅成为现代航空航天工业中不可缺少的结构材料,而且在造船、化工、冶金、医疗等方面也获得了广泛的应用。
2、目前航空钛合金结构件加工以铣削为主,tc4钛合金铣削加工时,由于加工过程中循环热力载荷的作用,切屑与刀刃容易黏结,刀具磨损严重,影响加工质量。目前,机器学习方法在机械加工预测建模领域已经得到了广泛的应用。相对于理论物理建模法,机器学习方法具有显著的优点。首先,机器学习方法不受限于严格的理论物理假设,能够直接从大量实际数据中学习并构建模型,因此更具灵活性。其次,机器学习方法能够处理复杂的非线性关系和高维数据,从而更全面地探索参数之间的复杂相互作用。此外,机器学习方法具有较强的泛化能力,可以适应新数据和不同场景的应用,因此在不同的工艺和材料中都能取得良好的效果。最后,机器学习方法通常能够在相对较短的时间内训练模型并进行预测,从而大大提高了建模和优化的效率。同时,在tc4铣削过程中,也会产生许多如电信号和振动信号之类的动态信号,此类数据和tc4加工质量也是息息相关的,通过综合分析这些静态和动态参数,能够在机器学习模型训练过程中提供充足的数据支持,使模型能更精准地预测铣削过程的结果。
技术实现思路
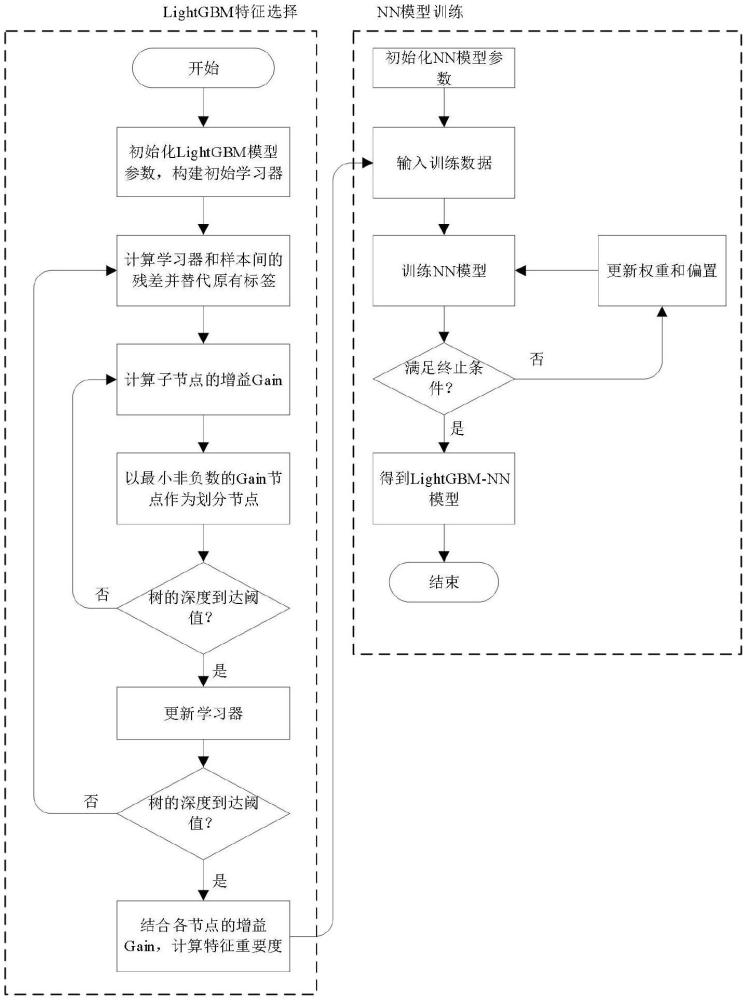
1、本发明的目的在于提供一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,该方法以tc4钛合金铣削静态数据(铣削速度、进给速度、轴向切深、径向切深)与动态信号(振动信号、电信号)相结合作为训练模型的数据集,并提出一种带特征选择能力的lightgbm-nn算法建立tc4高速铣削表面粗糙度模型。
2、为实现上述目的,本发明的技术方案是:一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,以tc4钛合金铣削静态数据与动态信号相结合作为训练模型的数据集,并提出一种带特征选择能力的lightgbm-nn算法建立tc4高速铣削表面粗糙度模型。
3、所述方法,包括如下步骤:
4、步骤s1、以静态数据即铣削速度、进给速度、轴向切深和径向切深为变量,构建实验方案,实验过程中采集铣削过程的电信号以及振动信号,实验完成后测量钛合金铣削表面粗糙度;
5、步骤s2、提取电信号和振动信号的时域特征,结合静态数据构建数据集,用以训练lightgbm-nn算法;
6、步骤s3、使用lightgbm算法进行特征选择,通过计算每个特征的重要性得分ij,对所有特征进行排序;
7、步骤s4、利用步骤s3中优选后的特征作为nn算法的输入,钛合金铣削表面粗糙度作为输出,构建钛合金高速铣削表面粗糙度模型。
8、本发明还提供了一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模系统,包括存储器、处理器以及存储于存储器上并能够被处理器运行的计算机程序指令,当处理器运行该计算机程序指令时,能够实现如上述所述的方法步骤。
9、本发明还提供了一种计算机可读存储介质,其上存储有能够被处理器运行的计算机程序指令,当处理器运行该计算机程序指令时,能够实现如上述所述的方法步骤。
10、相较于现有技术,本发明具有以下有益效果:本发明以tc4钛合金铣削静态数据(铣削速度、进给速度、轴向切深、径向切深)与动态信号(振动信号、电信号)相结合作为训练模型的数据集,并提出一种带特征选择能力的lightgbm-nn算法建立tc4高速铣削表面粗糙度模型。本发明能够实现tc4钛合金高速铣削表面粗糙度建模。
技术特征:
1.一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,以tc4钛合金铣削静态数据与动态信号相结合作为训练模型的数据集,并提出一种带特征选择能力的lightgbm-nn算法建立tc4高速铣削表面粗糙度模型。
2.根据权利要求1所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,包括如下步骤:
3.根据权利要求2所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,步骤s1具体包括:
4.根据权利要求2所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,步骤s2具体包括:
5.根据权利要求4所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,步骤s3具体包括:
6.根据权利要求5所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,lightgbm在特征选择时使用的是基于特征重要性得分的方法,基于特征重要性得分的方法基于增益,即特征在树节点分裂时带来的损失减少量;具体地,对于每个特征j,它的重要性得分ij表示为特征j在所有树中的增益之和,其计算公式为:
7.根据权利要求6所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,步骤s4具体包括:
8.根据权利要求7所述的一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模方法,其特征在于,nn算法的损失函数采用均方根误差函数,其计算公式为:
9.一种基于lightgbm-nn算法的tc4钛合金高速铣削表面粗糙度建模系统,其特征在于,包括存储器、处理器以及存储于存储器上并能够被处理器运行的计算机程序指令,当处理器运行该计算机程序指令时,能够实现如权利要求1-8任一所述的方法步骤。
10.一种计算机可读存储介质,其上存储有能够被处理器运行的计算机程序指令,当处理器运行该计算机程序指令时,能够实现如权利要求1-8任一所述的方法步骤。
技术总结
本发明涉及一种基于LightGBM‑NN算法的TC4钛合金高速铣削表面粗糙度建模方法,属于生产制造领域。所述方法以TC4钛合金铣削静态数据(铣削速度、进给速度、轴向切深、径向切深)与动态信号(振动信号、电信号)相结合作为训练模型的数据集,并提出一种带特征选择能力的LightGBM‑NN算法建立TC4高速铣削表面粗糙度模型。本发明能够实现TC4钛合金高速铣削表面粗糙度建模。
技术研发人员:朱丽丽,廖大喜,黄彬
受保护的技术使用者:福州大学至诚学院
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!