基于SolidWorks的液压支架结构件下料焊接生产周期统计方法与流程
本发明提供一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,属于液压支架结构件下料焊接生产。
背景技术:
1、液压支架结构件一般都是由板料切割下料,拼装焊接而成,总体来说加工制造过程并不是很复杂,然而随着客户逐年增多,对于生产的架型不断拓新,对生产效率及生产质量要求也不断提高,采用传统的统计方法需要对所有零件逐一进行统计、分析,时间上不允许且费时费力,经常出现多型号或多批次支架结构件同时进行生产的状况,造成产品不能及时交付的难题。
2、为了解决该问题,需要对板料用量、零件下料加工,结构件拼装和焊接等等各个工序的生产周期进行充分预估,以便合理安排生产进度,按客户要求的时间节点交付。由于在产品的板料种类和使用量需要在整架支架设计并完成产品工艺后才能进行预估,预估时间就显得很紧张,不能给准备材料留下充裕时间,要么只能对材料的种类和使用量进行简单的吨位类比相似架型估算,这样误差较大,不利于产品生产周期的安排,还容易造成个别零件未预估到而造成的生产延误。
3、此外还存在零件的下料排料问题,针对下料和排料也是只能在整架工艺设计完成后才能进行,下料和排料和零件的形状和板料厚度密切相关,这些统计数据需要对单个零件一一统计后,再进行一系列计算才能准确估计下料排料的生产周期,如果使用相似架型按吨位类比预估,和真实状况相差太远,预估的生产周期误差较大,最后都将导致材料物资不齐全,零件排料下料时间不合理、生产线紧张、人员调配不合理等等一些列问题;因此在统计生产周期时如何对生产线进行合理调度和分配,成为急需解决的难题。
技术实现思路
1、本发明为了克服现有技术中存在的不足,所要解决的技术问题为:提供一种基于solidworks的液压支架结构件下料焊接生产周期统计方法。
2、为了解决上述技术问题,本发明采用的技术方案为:一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,包括如下的统计步骤:
3、步骤1:对设计定型后的液压支架中各结构件模型的材料、名称全部采用标准化、规范化的命名,确保零件的唯一性,统计主程序采集产品零件的下料、焊接数据;
4、步骤2:将统计的主程序数据注册到solidworks主界面中;
5、步骤3:对当前的结构件模型进行下料数据采集;
6、步骤4:对当前的结构件模型进行焊接数据采集;
7、步骤5:按照选取好的规则对结构件进行下料数据数据运算,统计零件下料生产周期;
8、步骤6:按照选取好的规则进行结构件焊接数据运算,统计结构件焊接生产周期。
9、所述步骤2中进行数据注册的具体方法为:
10、使用solidworks提供的iswaddin接口,使用sldworks.createtaskpaneview2()方法创建taskpaneview对象,使用taskpaneview.addcontrol()方法将统计主程序注册到solidworks主界面中的任务栏中。
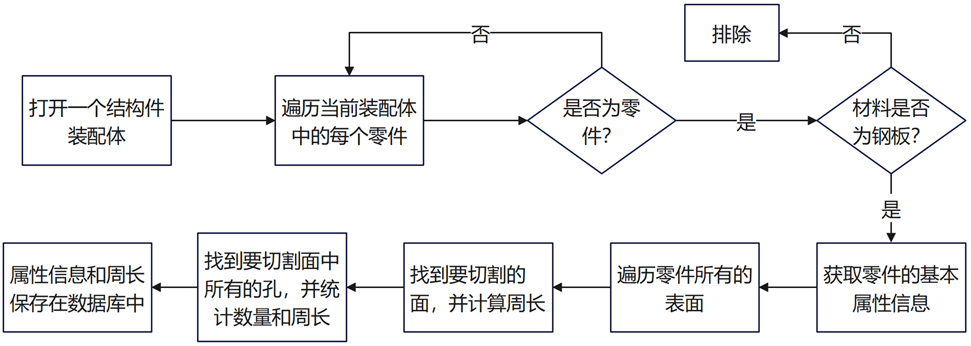
11、所述步骤3中进行下料数据采集的具体方法为:
12、对当前结构件模型进行遍历,得到所有零件,并对每个零件进行下料数据采集,即将零件转成modeldoc2对象后调用custompropertymanager[""]获取基本属性信息、零件的包围框信息和下料轨迹数据信息,将零件所有数据逐一保存在数据库中。
13、所述步骤3中获取单个零件下料轨迹数据的具体方法为:
14、步骤3.1:遍历零件得到所有feature数组featarr;
15、步骤3.2:遍历featarr得到face数组facearr,排序得到最大面facemax,并计算其周长cmax;
16、步骤3.3:遍历facemax得到所有loop数组looparr;
17、步骤3.4:遍历计算looparr中所有loop周长得到环周长数组clarr,并记录loop的个数n;
18、步骤3.5:计算下料轨迹长,计算公式为:
19、c=lmax+(clarr[0]+clarr[1]+clarr[2]+...+clarr[n-1]);
20、其中lmax为最大面的周长,[n]为数组下标。
21、所述步骤4中进行焊接数据采集的具体方法为:
22、步骤4.1:调用干涉检查管理器中的方法getinterferences()得到结构件干涉集合vints;
23、步骤4.2:循环遍历vints,获取接触面集合vtrans及相关的零件数组vintcomps;
24、步骤4.3:在vtrans中,按照零件命名规则逻辑判断符合焊缝条件的面数组vfaces;
25、步骤4.4:遍历计算vintcomps中两个相邻零件的焊缝长度,即接触面周长cvface;按照国标或企标规则赋值焊缝高度;
26、步骤4.5:将装配体基本信息,焊缝的相关的两个零件号、焊缝长度、焊缝高度等逐一保存到数据库中。
27、所述步骤5中统计零件下料生产周期的具体方法为:
28、步骤5.1:计算各型钢板使用量,计算公式为:
29、
30、式中n为钢板类型数量,12000×2600为钢板标准规格面积,k为排料系数,一般取0.85,n为零件在结构件中的数量,m为结构件批产数量,lx为零件长度方向最大尺寸,ly为零件宽度方向最大尺寸;
31、步骤5.2:计算零件各型钢板下料所用的时间,计算公式为:
32、
33、式中tp为钢板抛丸校平时间,c为单个零件下料长度,lp零件内环的数量,tb为设备补偿值。
34、所述步骤6中统计结构件焊接生产周期的具体方法为:
35、步骤6.1:计算结构件焊缝总数量n;
36、步骤6.2:按国标或企标计算焊缝高度所需的焊缝道数m;
37、步骤6.3:查表计算焊缝在不同焊丝类型和方法下焊接速度v;
38、步骤6.4:计算结构件焊接时间,计算公式为:
39、
40、式中n为焊缝总数量,th为焊接时间,tq为起弧时间,tm为灭弧时间,m为焊缝道数,l为单条焊缝长度,v为焊接速度。
41、本发明相对于现有技术具备的有益效果为:本发明为解决生产周期统计误差大的问题,具体对板料用量、零件下料切割时间,结构件焊接时间的重要节点的生产周期进行统计分析,并基于solidworks软件提供的大量api函数,对模型中的零件进行多维度数据提取,可以对保存的信息进行分析统计,得到每一型产品或批次的生产周期,根据分析结果对生产线做出合理的调度,对人员进行合理的分配,便能极大缓解多型产品同时生产带来的压力,大大缩短了产品生产周期,提高生产效率。
技术特征:
1.一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:包括如下的统计步骤:
2.根据权利要求1所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤2中进行数据注册的具体方法为:
3.根据权利要求2所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤3中进行下料数据采集的具体方法为:
4.根据权利要求3所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤3中获取单个零件下料轨迹数据的具体方法为:
5.根据权利要求4所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤4中进行焊接数据采集的具体方法为:
6.根据权利要求5所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤5中统计零件下料生产周期的具体方法为:
7.根据权利要求6所述的一种基于solidworks的液压支架结构件下料焊接生产周期统计方法,其特征在于:所述步骤6中统计结构件焊接生产周期的具体方法为:
技术总结
本发明提供一种基于SolidWorks的液压支架结构件下料焊接生产周期统计方法,属于液压支架结构件下料焊接生产技术领域;所要解决的技术问题为:提供一种基于SolidWorks的液压支架结构件下料焊接生产周期统计方法;解决该技术问题采用的技术方案为:对设计定型后的液压支架中各结构件模型的材料、名称全部采用标准化、规范化的命名,确保零件的唯一性,统计主程序采集产品零件的下料、焊接数据;将统计的主程序数据注册到Solidworks主界面中;对当前的结构件模型进行下料和焊接数据的采集;按照选取好的规则对结构件进行下料数据数据运算,统计零件下料生产周期;本发明应用于液压支架结构件下料焊接生产周期统计。
技术研发人员:张宝峰,刘金平,黄勇杰,乔军涛,底红娟
受保护的技术使用者:山西平阳煤机装备有限责任公司
技术研发日:
技术公布日:2025/2/17
- 还没有人留言评论。精彩留言会获得点赞!