焊缝识别方法、存储介质和计算机系统与流程
本发明涉及智能制造领域,特别是涉及一种焊缝识别方法、存储介质和计算机系统。
背景技术:
1、在现代船舶制造领域,小组立是为了加快造船速度,提高造船品质,形成规模生产而采用的生产管理方法与生产工序,主要包括底板和筋板的装配、焊接、修补打磨等。传统的小组立焊接方法主要依赖于人工操作,不仅劳动强度大,而且焊接质量和效率取决于操作工人经验和技能水平。为了提高焊接质量和效率,基于视觉信息的智能化机器人焊接技术逐渐被引入到船舶制造中,目前小组立机器人焊接中多采用焊接小车焊接、机器人示教焊接、导入工件模型后与相机采集的工件点云配准获取焊缝位置的方案。
2、但是,焊接小车质量不稳定,工作效率低下且无法应对结构复杂的工件;机器人示教焊接依赖于机器人工程师示教焊缝轨迹与机器人运动路径,不仅效率低,也无法保证焊缝位置的精准性;导入工件模型后与相机采集的工件点云配准获取焊缝位置则依赖模型与工件对应的准确度,同时需要工人操作电脑,手动选择焊缝,增加了操作的复杂度。
3、因此,对于如何视觉识别该类型焊缝,自动指导焊接工序,提高工作效率和焊缝质量,是该领域亟待解决的技术问题。
技术实现思路
1、为解决上述技术问题的至少一个,本发明提供一种筋板的焊缝识别方法,包括:
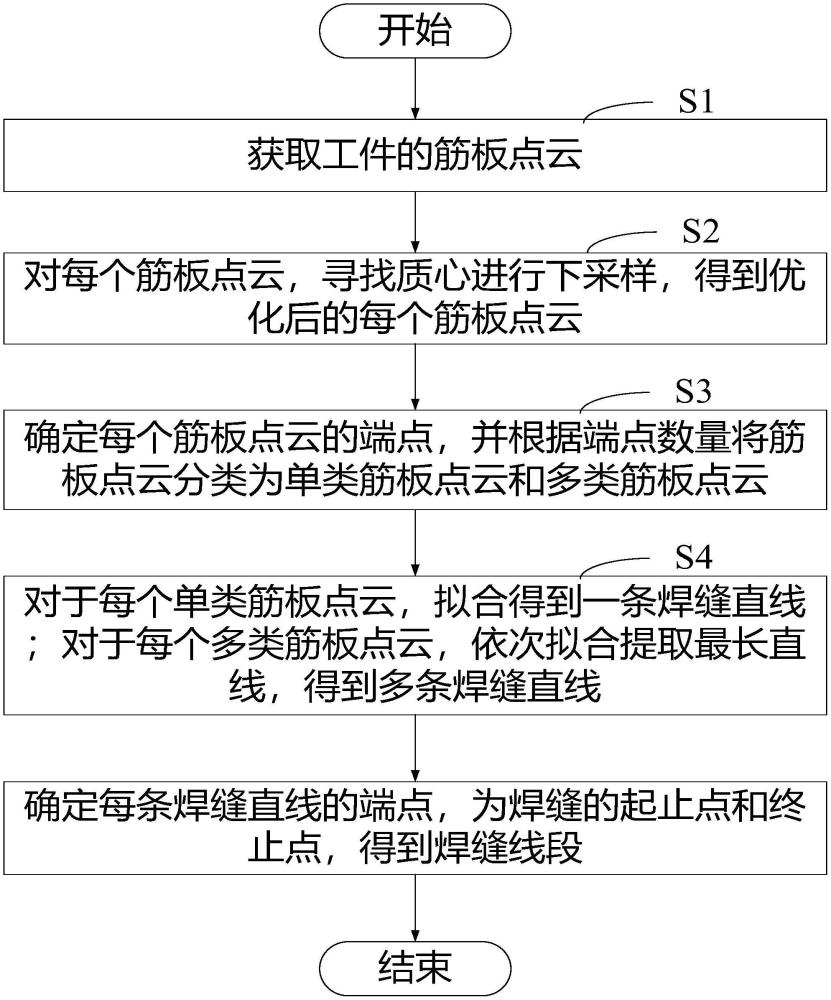
2、获取工件的筋板点云;
3、对每个筋板点云,寻找质心进行下采样,得到优化后的每个筋板点云;
4、确定每个筋板点云的端点,并根据端点数量将筋板点云分类为单类筋板点云和多类筋板点云;
5、对于每个单类筋板点云,拟合得到一条焊缝直线;对于每个多类筋板点云,依次拟合提取最长直线,得到多条焊缝直线;
6、确定每条焊缝直线的端点,为焊缝的起止点和终止点,得到焊缝线段。
7、进一步地,获取工件的筋板点云的步骤,包括:
8、获取工件点云,提取工件点云中的最大平面,以分离出底板点云,确定底板平面;
9、将工件点云中除底板点云以外的剩余点云投影至底板平面,聚类分割出每个筋板点云。
10、进一步地,确定每个筋板点云的端点,并根据端点数量将筋板点云分类为单类筋板点云和多类筋板点云的步骤,包括:
11、统计每个筋板点云的端点数量;
12、若端点数量等于2,则判定为单类筋板点云;
13、若端点数量大于2,则判定为多类筋板点云。
14、进一步地,对于每个单类筋板点云,拟合得到一条焊缝直线,包括:
15、对每个单类筋板点云中的任意两点,拟合得到准直线,判断剩下的点数是否少于设定阈值,若是则得到一条焊缝直线,若否则重新拟合,直至剩下的点数少于设定阈值,得到一条焊缝直线。
16、进一步地,对于每个多类筋板点云,依次拟合提取最长直线,得到多条焊缝直线,包括:
17、对每个多类筋板点云的任意两点,拟合得到准直线,提取准直线中的最长直线,得到一条焊缝直线,剔除最长直线的内点后得到剩下点云,对剩下点云重复拟合提取最长直线,得到另一条焊缝直线,直至迭代终止条件,拟合得到多条焊缝直线。
18、进一步地,得到多条焊缝直线后,还包括:
19、计算每两条焊缝直线之间的夹角;
20、计算每两条焊缝直线的端点之间的距离;
21、根据夹角和距离,对焊缝直线进行冗余排除,得到更新后的焊缝直线。
22、进一步地,确定每条焊缝直线的端点的步骤,包括:
23、计算每条焊缝直线所属的筋板点云中的点到该焊缝直线的距离;
24、判断该距离是否大于设定阈值,若是则为内点;
25、将每条焊缝直线的内点投影到该直线后,聚类移除离群点,以确定每条焊缝直线的端点。
26、进一步地,还包括:
27、遍历焊缝线段所在的直线,计算每两条直线的夹角;
28、若夹角小于设定阈值,则不做处理;
29、若夹角不小于设定阈值,则计算对应两条直线的交点,以及该交点与该两条直线的端点的距离,据此优化焊缝线段。
30、另一方面,本发明还提供一种计算机可读存储介质,其上存储有可执行程序代码,被处理器执行时,用于执行上述任意的焊缝识别方法。
31、另一方面,本发明还提供一种计算机系统,包括存储器和处理器;所述存储器存储有可被处理器执行的程序代码,被处理器执行时,用于实现上述任意的焊缝识别方法。
32、本发明筋板的焊缝识别方法、存储介质和计算机系统,其首先获取工件的筋板点云,确定焊缝区域,再对其寻找质心进行下采样得到优化后的每个筋板点云,在此基础上使得步骤s3能够通过依据每个筋板点云的端点数量而将筋板点云划分为单类筋板点云和多类筋板点云,后续步骤s4中,单类筋板点云中仅能拟合得到一条焊缝直线,而多类筋板点云中能够拟合得到多条焊缝直线;既能避免在单类筋板点云中误提取多余的焊缝直线,又能避免在多类筋板点云中漏提取实质的焊缝直线,提高焊缝直线的准确性和精度;在此基础上步骤s5确定每条焊缝直线的端点即为焊缝的起止点和终止点,得到焊缝线段。
技术特征:
1.一种筋板的焊缝识别方法,其特征在于,包括:
2.根据权利要求1所述的焊缝识别方法,其特征在于,获取工件的筋板点云的步骤,包括:
3.根据权利要求1所述的焊缝识别方法,其特征在于,确定每个筋板点云的端点,并根据端点数量将筋板点云分类为单类筋板点云和多类筋板点云的步骤,包括:
4.根据权利要求1所述的焊缝识别方法,其特征在于,对于每个单类筋板点云,拟合得到一条焊缝直线,包括:
5.根据权利要求1所述的焊缝识别方法,其特征在于,对于每个多类筋板点云,依次拟合提取最长直线,得到多条焊缝直线,包括:
6.根据权利要求1所述的焊缝识别方法,其特征在于,得到多条焊缝直线后,还包括:
7.根据权利要求1所述的焊缝识别方法,其特征在于,确定每条焊缝直线的端点的步骤,包括:
8.根据权利要求1-7任意一项所述的焊缝识别方法,其特征在于,还包括:
9.一种计算机可读存储介质,其特征在于,其上存储有可执行程序代码,被处理器执行时,用于实现权利要求1-8任意一项所述的焊缝识别方法。
10.一种计算机系统,其特征在于,包括存储器和处理器;所述存储器存储有可被处理器执行的程序代码,被处理器执行时,用于实现权利要求1-8任意一项所述的焊缝识别方法。
技术总结
本发明涉及筋板的焊缝识别方法、存储介质和计算机系统,其首先获取工件的筋板点云,确定焊缝区域,再对其寻找质心进行下采样得到优化后的每个筋板点云,在此基础上使得步骤S3能够通过依据每个筋板点云的端点数量而将筋板点云划分为单类筋板点云和多类筋板点云,后续步骤S4中,单类筋板点云中仅能拟合得到一条焊缝直线,而多类筋板点云中能够拟合得到多条焊缝直线;既能避免在单类筋板点云中误提取多余的焊缝直线,又能避免在多类筋板点云中漏提取实质的焊缝直线,提高焊缝直线的准确性和精度;在此基础上步骤S5确定每条焊缝直线的端点即为焊缝的起止点和终止点,得到焊缝线段。
技术研发人员:项载尉,赵磊,孙俊缔,邓文平
受保护的技术使用者:湖南视比特机器人有限公司
技术研发日:
技术公布日:2025/3/10
- 还没有人留言评论。精彩留言会获得点赞!