钛合金人工骨磨粒流加工磨削量预测方法、装置及介质
本发明涉及超精密表面加工,更具体地,涉及一种钛合金人工骨磨粒流加工磨削量预测方法、装置及介质。
背景技术:
1、在现代制造工艺中,精确计算磨削用量对于提高生产效率、降低成本及确保加工质量至关重要。目前,磨削计算器是一款支持工程师和技工在机械磨削加工中准确计算关键参数的实用工具。该磨削计算器通过磨削速度、转速、磨削力、磨削功率、磨削时间等参数来预测磨削量,帮助操作者优化加工精度、生产效率和刀具寿命。然而,在面对复杂曲面磨粒流加工磨削量的预测时,该磨削计算器的预测精度不高,因此,在面对磨粒流抛光复杂曲面,如何进行准确的仿真预测以优化工艺参数以及预测去除量是当下亟需要解决的技术问题。
技术实现思路
1、为解决上述技术问题,本发明提供一种钛合金人工骨磨粒流加工磨削量预测方法、装置及介质,以提升复杂曲面磨粒流加工磨削量的预测精度。
2、第一方面,本发明提供一种钛合金人工骨磨粒流加工磨削量预测方法,所述方法包括:
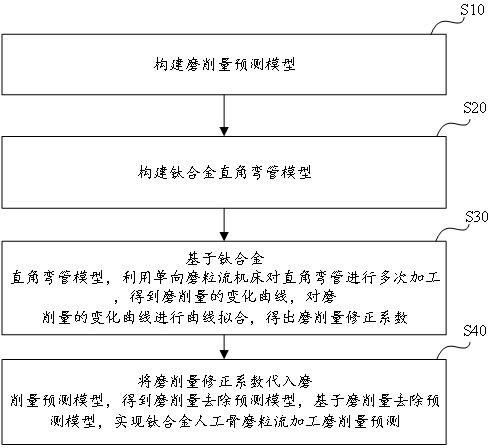
3、构建磨削量预测模型;其中,所述磨削量预测模型表示为:
4、;
5、式中,mr为材料去除量,v为磨料速度,t为加工时间,为磨粒的直径,为磨粒的体积分数,为磨粒磨损表面的时间百分比,为磨粒所受法向压力,m(x)为磨削量修正系数,为工件硬度;
6、构建钛合金直角弯管模型;
7、基于所述钛合金直角弯管模型,利用单向磨粒流机床对直角弯管进行多次加工,得到磨削量的变化曲线,对所述磨削量的变化曲线进行数值模拟,得出磨削量修正系数函数;
8、将所述磨削量修正系数代入所述磨削量公式,得到磨削量去除预测模型,基于所述磨削量去除预测模型,实现钛合金人工骨磨粒流加工磨削量预测。
9、进一步地,通过如下方法构建磨削量预测模型:
10、确定描述磨粒流抛光的第一磨削量公式,表示为:
11、;
12、式中,为修正前的磨粒嵌入深度;
13、在所述第一磨削量公式中引入磨削量修正系数m(x),得到第二磨削量公式,表示为:
14、;
15、式中,为修正后的磨粒嵌入深度;
16、通过如下公式确定与工件表面相互作用的磨粒数量:
17、;
18、式中,n为与工件表面相互作用的磨粒数量;
19、将与工件表面相互作用的磨粒数量与相乘得到所述磨削量预测模型。
20、进一步地,所述钛合金直角弯管模型包括直角弯管、测量条和打印支撑;其中,所述测量条设置于所述直角弯管的内外侧的侧壁,所述打印支撑用于支撑所述直角弯管。
21、进一步地,利用单向磨粒流机床对直角弯管进行多次加工,得到磨削量的变化曲线,包括:
22、在固定压力的情况下,利用单向磨粒流机床对直角弯管进行n次加工,其中n≥105,在前30次加工时每次均测量磨削量,在30次加工后每隔5次加工次数测量一次磨削量,达到第95次加工后每隔10次加工次数测量一次测量磨削量,直至完成n次加工,得到磨削量的变化曲线。
23、进一步地,所述磨削量修正系数表示为:
24、;
25、式中,x表示加工次数。
26、进一步地,所述磨削量去除预测模型表示为:
27、。
28、第二方面,本发明提供一种钛合金人工骨磨粒流加工磨削量预测装置,所述装置包括:
29、预测模型构建模块,被配置为构建磨削量预测模型;其中,所述磨削量预测模型表示为:
30、;
31、式中,mr为材料去除量,v为磨料速度,t为加工时间,为磨粒的直径,为磨粒的体积分数,为磨粒磨损表面的时间百分比,为磨粒所受法向压力,m(x)为磨削量修正系数,为工件硬度;
32、弯管模型构建模块,被配置为构建钛合金直角弯管模型;
33、修正系数计算模块,被配置为基于所述钛合金直角弯管模型,利用单向磨粒流机床对直角弯管进行多次加工,得到磨削量的变化曲线,对所述磨削量的变化曲线进行数值模拟,得出磨削量修正系数函数;
34、磨削量预测模块,被配置为将所述磨削量修正系数代入所述磨削量预测模型,得到磨削量去除预测模型,基于所述磨削量去除预测模型,实现钛合金人工骨磨粒流加工磨削量预测。
35、进一步地,所述预测模型构建模块被进一步配置为:
36、确定描述磨粒流抛光的第一磨削量公式,表示为:
37、;
38、式中,为修正前的磨粒嵌入深度;
39、在所述第一磨削量公式中引入磨削量修正系数m(x),得到第二磨削量公式,表示为:
40、;
41、式中,为修正后的磨粒嵌入深度;
42、通过如下公式确定与工件表面相互作用的磨粒数量:
43、;
44、式中,n为与工件表面相互作用的磨粒数量;
45、将与工件表面相互作用的磨粒数量与相乘得到所述磨削量预测模型。
46、进一步地,所述修正系数计算模块被进一步配置为:
47、在固定压力的情况下,利用单向磨粒流机床对直角弯管进行n次加工,其中n≥105,在前30次加工时每次均测量磨削量,在30次加工后每隔5次加工次数测量一次磨削量,达到第95次加工后每隔10次加工次数测量一次测量磨削量,直至完成n次加工,得到磨削量的变化曲线。
48、第三方面,本发明提供一种可读存储介质,所述可读存储介质存储有一个或者多个程序,所述一个或者多个程序可被一个或者多个处理器执行,以实现如上所述的方法。
49、本发明至少具有以下有益效果:
50、本发明通过设置磨粒流加工压力、循环次数等工艺参数,进行弯管加工实验,拟合出磨削量修正系数,建立磨削量去除预测模型。将此模型应用于磨粒流加工3d打印钛合金人工骨,加工前测量人工骨的表面形貌信息,获得表面特征数据。运用流体仿真软件计算出流道近壁面的压力与速度数值,代入预测模型进行计算。加工后通过三维扫描仪对加工后工件进行扫描,将加工前后工件进行拟合,导出偏差结果图。预测结果与拟合偏差有较高的吻合度。本发明以压痕深度公式为基础建立磨削量去除预测模型,有效地预测了钛合金人工骨磨粒流加工地磨削量,可以适用于磨粒流抛光复杂曲面,为如何优化工艺参数、如何预测去除量以及如何解决加工不均匀等问题提供仿真预测方案。
技术特征:
1.一种钛合金人工骨磨粒流加工磨削量预测方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,通过如下方法构建磨削量预测模型:
3.根据权利要求1所述的方法,其特征在于,所述钛合金直角弯管模型包括直角弯管、测量条和打印支撑;其中,所述测量条设置于所述直角弯管的内外侧的侧壁,所述打印支撑用于支撑所述直角弯管。
4.根据权利要求1所述的方法,其特征在于,利用单向磨粒流机床对直角弯管进行多次加工,得到磨削量的变化曲线,包括:
5.根据权利要求1所述的方法,其特征在于,所述磨削量修正系数表示为:
6.根据权利要求5所述的方法,其特征在于,所述磨削量去除预测模型表示为:
7.一种钛合金人工骨磨粒流加工磨削量预测装置,其特征在于,所述装置包括:
8.根据权利要求7所述的装置,其特征在于,所述预测模型构建模块被进一步配置为:
9.根据权利要求7所述的装置,其特征在于,所述修正系数计算模块被进一步配置为:
10.一种存储有指令的非暂时性计算机可读存储介质,当所述指令由处理器执行时,执行根据权利要求1至6中任一项所述的方法。
技术总结
本发明公开一种钛合金人工骨磨粒流加工磨削量预测方法、装置及介质,涉及超精密表面加工技术领域。该方法包括:构建磨削量预测模型;其中,构建钛合金直角弯管模型;基于钛合金直角弯管模型,利用单向磨粒流机床对直角弯管进行多次加工,得到磨削量的变化曲线,对磨削量的变化曲线进行数值模拟,得出磨削量修正系数函数;将磨削量修正系数函数代入磨削量公式,得到磨削量去除预测模型,基于磨削量去除预测模型,实现钛合金人工骨磨粒流加工磨削量预测。本发明以磨削量修正系数函数为基础建立磨削量去除预测模型,有效地预测了钛合金人工骨磨粒流加工的磨削量,可以适用于磨粒流抛光复杂曲面。
技术研发人员:王坤,朱伟光,李方祺,李一凡,吕伊凡
受保护的技术使用者:内蒙古工业大学
技术研发日:
技术公布日:2024/12/30
- 还没有人留言评论。精彩留言会获得点赞!