一种组框机的漏钉报警装置的制作方法
1.本实用新型涉及一种相框组装设备,尤其涉及一种组框机的漏钉报警装置。
背景技术:
2.现在市场上有很多相框产品,用于镶嵌画作或者照片等等。相框的组装一般是由几个框板相互拼接。拼接的方式,有的采用不涂胶直接打钉的方式,组装后产品角部易产生裂线:有的采用先涂胶再打钉,胶水没有固化,组装后产品角部仍易产生裂线:有的采用先涂胶并用橡皮筋固定,等胶水固化以后再打钉,占用场地面积大,用人多,功效低。
3.现在的结构中,一般在相框进行组装时,都有一个上压板和一个下压板,将两个框板压住后,然后通过钉子钉牢。钉子一般由送钉槽内送至上钉通孔内,然后由下方的顶杆向上顶,将钉子顶出上钉通孔,然后利用上下压块进行装订。但是现在的上钉结构中,如果角钉在上钉通孔内卡住,或者送钉槽内没有角钉了,出现缺钉的情况时,上钉结构还是在继续工作的,并且也不能发现出现这样的问题,那导致的结构就是,有时候两个相框面板之间没有角钉固定,从而影响了产品的质量。
技术实现要素:
4.本实用新型提供了一种能准确判断上钉通孔内是否有角钉,从而能有效防止漏钉,提高产品的合格率,能有效自动排除故障的一种组框机的漏钉报警装置;解决了现有技术中存在的不能准确感知上钉通孔内的角钉是否有,从而容易漏钉,影响产品品质的技术问题。
5.本实用新型的上述技术问题是通过下述技术方案解决的:一种组框机的漏钉报警装置,包括底板,在底板上安装有送钉槽,送钉槽的端部设有上钉块,上钉块内开设有上钉通孔,在上钉通孔内设有顶杆,顶杆连接有上钉驱动结构,所述的上钉通孔包括钉孔主体,在钉孔主体的两侧设有钉孔延伸槽,所述的顶杆穿接在钉孔主体内;所述的上钉块上开设有安装孔,在安装孔内安装有光纤传感器,安装孔与上钉通孔相交,安装孔与上钉通孔的交接处位于钉孔延伸槽上。角钉是由v形的角钉主体和向外侧侧翻的一个翻边构成,利用角钉本身的结构特征,设计上钉通孔的形状,让上钉通孔也成型有一个钉孔延伸槽,钉孔延伸槽就是与角钉的翻边配合的,而此时安装孔内的光纤传感器也就是正对着这个翻边位置,如果在上钉通孔内正常上钉,光纤传感器能检测到,设备正常运行。当出现缺钉情况时,由于光纤传感器对着的是翻边位置,可以准确的感知到缺钉,设备报警停机,不会出现漏钉状态,从而影响相框的组装。而由于顶杆的横截面与角钉主体的横截面相同,顶杆并没有一个外翻的翻边,顶杆向上运动在钉孔主体内,并不会被光纤传感器所感知。因此,顶杆在上钉通孔内的运动是不会影响监测精度的。还能正常的继续在上钉驱动结构的带动下上下运动,完成对角钉的上下传送。
6.作为优选,所述的安装孔与上钉通孔相互垂直布置,上钉通孔的钉孔主体为四边形,钉孔延伸槽在钉孔主体相邻两个边上向外翻边。相互垂直布置,方便加工,也方便传感
器的安装。
7.作为优选,所述的顶杆的上端设有相互垂直布置的两个顶接面,角钉包括角钉主体和位于角钉主体两侧的翻边,顶接面与角钉主体相接。这样顶杆与角钉的接触面仅仅限定在角钉主体部分,顶杆是不具备翻边的对应结构的,因此顶杆在上钉通孔内的运动,不会影响传感器的监测的准确性。
8.作为优选,所述的上钉块的后侧成型有u形定位面,送钉槽抵接在u形定位面内,上钉通孔在定位面处为v形凹槽,送钉槽与上钉通孔的v形凹槽相接,送钉槽的前端面呈v形。上钉块通孔位于定位面部分被切割成两部分,形成了v形凹槽,在上钉块的定位面的两侧还是通孔形式。v形凹槽便于将送钉槽内的角钉横向接入,然后利用顶杆向上将角钉送入到上钉通孔内。
9.作为优选,所述的上钉驱动结构为气动驱动结构。
10.因此,本实用新型的一种组框机的漏钉报警装置具备下述优点:在上钉通孔内设置与角钉的翻边对应的钉孔延伸槽,而顶杆的形状仅仅是与角钉的主体部分相同,这样顶杆与角钉的接触面仅仅限定在角钉主体部分,顶杆是不具备翻边的对应结构的,而光纤传感器就可以通过两者的区别,对应布置在角钉的翻边位置,从而能准确监测到上钉通孔内是否有角钉,提高产品的合格率,一旦缺钉或者漏钉,及时报警,人工或设备自动排除故障。
附图说明
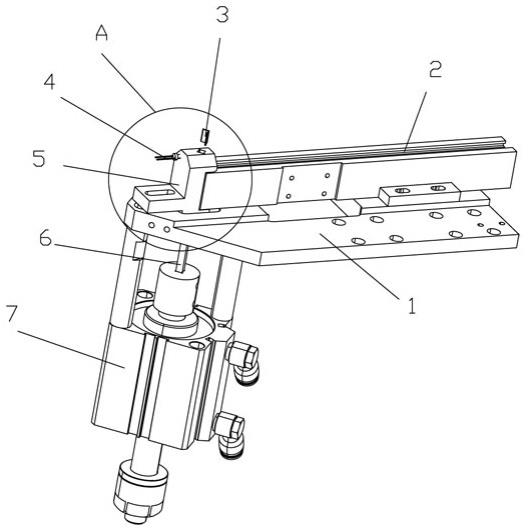
11.图1是实施例1的一种组框机的漏钉报警装置的立体图。
12.图2是图1另一视角的立体图。
13.图3是图1内的去掉送钉槽和底板的a处放大图。
14.图4是图1内的上钉块的立体图。
15.图5是图4的另一视角的立体图。
16.图6是顶杆的立体图。
17.图7是图1的应用状态图。
具体实施方式
18.下面通过实施例,并结合附图,对实用新型的技术方案作进一步具体的说明。
19.实施例:
20.如图1和2和3所示, 一种组框机的漏钉报警装置,包括底板1,底板1为平板,在底板1上横向安装有送钉槽2,送钉槽2的槽底前端成型有v形导向面10。送钉槽的前端安装有上钉块5,上钉块5固定在底板1上。上钉块5的下方安装有气缸驱动结构7,气压驱动结构7带动顶杆6上下运动,顶杆6由底板1下方向上运动至送钉槽2处,将送钉槽2内的角钉3向上送入上钉块5内。
21.上钉块5上开设有上下布置的上钉通孔8,上钉通孔8包括钉孔主体13,钉孔主体13为四边形,钉孔主体13的四边形由两个相对布置的v形构成,其中位于后侧的v形孔16向外形成钉孔延伸槽14,使得后侧的v形孔16与钉孔延伸槽14拼合的横截面与角钉3的形状相同。角钉3包括v形的角钉主体11,在角钉主体11的两侧向外翻边12。
22.如图4和5所示,在上钉块5上开设有安装孔9,安装孔9前后开设,安装孔9与上钉通
孔8相互垂直,安装,9内安装有光纤传感器4。安装孔9与上钉通孔8相交,相交点位于上钉块的钉孔延伸槽14处。在上钉块5的后侧面成型有u形的安装面15,由于u形安装面15的开设,在u形安装面15处,上钉通孔只剩下前侧的v形孔17。u形安装面与送钉槽2的端部相接,送钉槽2的槽底前端形成的v形导向面10与前侧的v形孔17构成上钉通孔。
23.如图6所示,顶杆6的横截面为四边形,顶杆的上端成型有v形的顶接面18,顶接面18与角钉主体11相接。这样,角钉相对于顶杆而言,就多出来两个外翻边12,在外翻边12的位置布置光纤传感器4,从而可以准确的检测是否有角钉3,而不会被顶杆6所影响。
24.如图7所示,使用时,将底板1安装在支架19上,同时在支架19上还安装有上压板23、下压板21和定位块20。送钉槽2内的推杆将角钉3推到前端,落入上钉通孔8内,顶杆6在气缸的带动下向上运动,光纤传感器4检测到角钉3,就正常打钉,将角钉3送至下压块中间的上钉通道24内,待拼接的相框面板22放置在下压板20上,相框面板22的端部抵接在定位块20上进行定位,上压块23向下运动进行打钉。当光纤传感器4没有检测到角钉3,则视为缺钉,设备报警。
25.以上所述,仅为本实用新形的具体实施方式,但本实用新形的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新形保护范围为准。
技术特征:
1.一种组框机的漏钉报警装置,包括底板,在底板上安装有送钉槽,送钉槽的端部设有上钉块,上钉块内开设有上钉通孔,在上钉通孔内设有顶杆,顶杆连接有上钉驱动结构,其特征在于:所述的上钉通孔包括钉孔主体,在钉孔主体的两侧设有钉孔延伸槽,所述的顶杆穿接在钉孔主体内;所述的上钉块上开设有安装孔,在安装孔内安装有光纤传感器,安装孔与上钉通孔相交,安装孔与上钉通孔的交接处位于钉孔延伸槽上。2.根据权利要求1所述的一种组框机的漏钉报警装置,其特征在于:所述的安装孔与上钉通孔相互垂直布置,上钉通孔的钉孔主体为四边形,钉孔延伸槽在钉孔主体相邻两个边上向外翻边。3.根据权利要求1或2所述的一种组框机的漏钉报警装置,其特征在于:所述的顶杆的上端设有相互垂直布置的两个顶接面,角钉包括角钉主体和位于角钉主体两侧的翻边,顶接面与角钉主体相接。4.根据权利要求1或2所述的一种组框机的漏钉报警装置,其特征在于:所述的上钉块的后侧成型有u形定位面,送钉槽抵接在u形定位面内,上钉通孔在定位面处为v形凹槽,送钉槽与上钉通孔的v形凹槽相接,送钉槽的前端面呈v形。5.根据权利要求1或2所述的一种组框机的漏钉报警装置,其特征在于:所述的上钉驱动结构为气动驱动结构。
技术总结
本实用新型涉及一种相框组装设备。一种组框机的漏钉报警装置,包括底板,在底板上安装有送钉槽,送钉槽的端部设有上钉块,上钉块内开设有上钉通孔,在上钉通孔内设有顶杆,上钉通孔包括钉孔主体,在钉孔主体的两侧设有钉孔延伸槽,顶杆穿接在钉孔主体内;上钉块上开设有安装孔,在安装孔内安装有光纤传感器,安装孔与上钉通孔相交,安装孔与上钉通孔的交接处位于钉孔延伸槽上。本实用新型提供了一种能准确判断上钉通孔内是否有角钉,从而能有效防止漏钉,提高产品的合格率,能有效自动排除故障的一种组框机的漏钉报警装置;解决了现有技术中存在的不能准确感知上钉通孔内的角钉是否有,从而容易漏钉,影响产品品质的技术问题。影响产品品质的技术问题。影响产品品质的技术问题。
技术研发人员:王有河 包进华
受保护的技术使用者:浙江开物自动化科技有限公司
技术研发日:2022.01.24
技术公布日:2022/6/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1