线缆自动生产设备及使用方法与流程
本发明涉及线缆,更具体的说是涉及线缆自动生产设备及使用方法。
背景技术:
1、芯线绞合国内成为成缆,是大多数多芯电缆生产的重要工序之一,由若干绝缘芯或单元组绞合成缆芯的过程成为芯线绞合,芯线绞合的一般工艺参数计算及线芯在绞合过程中的变形与绞线相思,成缆系数即芯线绞合系数。另外,芯线绞合时,一般都是以分线绞合中心线制造而成,一般中心的直径较大,而绞合在外的分先直径较小,在绞合过程中,中心线需要保持在一个中心位置,这样绞合后形成的线束的质量比较好;而现有技术中,由于绞合过程中中心线的位置由于设备的传输工作而导致中心线的位置在一定的幅度内便宜,对绞合后的线束的质量造成影响;
2、同时,线束在绞合后进行收卷,尚未有整合装置对线束的进行进一步的压紧。
技术实现思路
1、有鉴于此,本发明提供了一种线缆自动生产设备及使用方法。
2、为了实现上述目的,本发明采用如下技术方案:
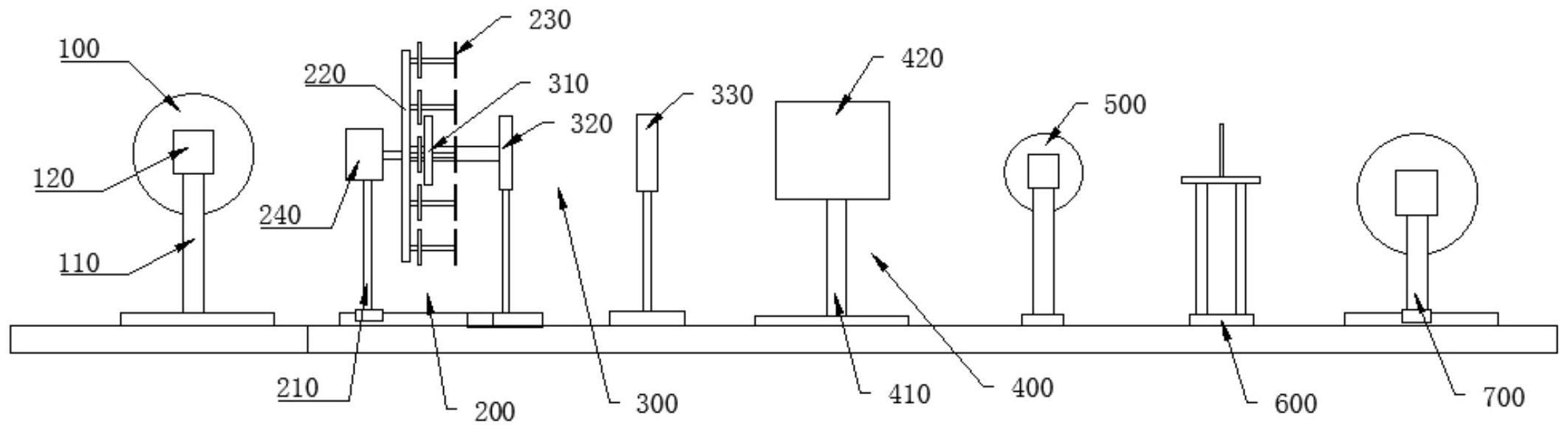
3、线缆自动生产设备,包括:工字架,安装于第一支架上并由第一驱动装置驱动自转;放线组件,包括:安装于第二支架上的放线支架、安装于放线支架上的多个绕线架,所述的放线支架通过第二驱动装置驱动自转,所述的多个绕线架跟随所述的放线支架绕放线支架的中心轴公转的同时可自转;分线盘组件,包括:第一分线盘、第二分线盘及绞线盘,第一分线盘、第二分线盘及绞线盘与所述放线支架同轴设置;压线装置,包括:第四支架、机壳以及安装于机壳内的至少一组的压线组件;所述的压线组件包括:十字形分布的四个压线件,四个压线件之间构成了供线缆穿过的限位孔;压线件包括:挤压块、挤压块支架及挤压安装块,挤压块与挤压块支架之间设置有轴承,使所述挤压块可于挤压块支架上自转,挤压块支架和挤压安装块之间设置有弹簧组件,使所述的挤压块可向外扩张;所述的挤压块的表面弧形设置,与所述线缆的外表面接触挤压;张紧装置、辅助收线装置及收线组件。
4、进一步的技术方案中,所述的第一分线盘安装于所述的放线支架的中心处,并与所述放线支架转动的角速度相同;所述的第二分线盘包括:分线支架以及安装于分线支架内的线盘,线盘可于分线支架内自转;线盘上设置有多个过线孔,且位于线盘中心处的过线孔内设置有中心定位件。
5、进一步的技术方案中,所述的中心定位件包括:四块圆形分布的弧形压线块以及高强压簧,弧形压线块的内壁弧形设置,对经过所述过线孔的线缆挤压定位;高强压簧的一端固定于过线孔孔壁,另一端固定于弧形压线块。
6、进一步的技术方案中,所述的绞线盘上设置有线孔,该线孔为喇叭孔,从进线端向出线端渐窄设置。
7、进一步的技术方案中,所述的压线件安装于所述机壳的内壁,所述的挤压块的周壁呈内凹型的弧形设置;所述的挤压块支架安装于挤压块的两侧;挤压块支架安装于挤压安装块;所述的弹簧组件包括:弹簧及销轴;销轴一端限定安装于挤压安装块,另一端限定安装于挤压块支架,且所述挤压块支架向所述挤压安装块移动时,弹簧被压缩。
8、进一步的技术方案中,所述的挤压块支架的底部设置有供销轴安装的槽,销轴限定可于槽中直线移动,弹簧限定于槽内。
9、进一步的技术方案中,所述的绕线架包括:第一限位板、第二限位板及连接于两者之间的限位轴,第一限位板和第二限位板对称设置;所述的限位轴两端设置有弹性限位件;弹性限位件包括:外盖、内盖、高硬块及压缩压簧;高硬块及压缩压簧安装于外盖和内盖之间;外盖和内盖之间通过销钉组装,且外盖和内盖之间具有相对移动的行程距离;内盖和第一限位板、第二限位板之间对应设置有咬齿。
10、进一步的技术方案中,所述的辅助收线装置包括:第六支架、安装于第六支架上的推线件以及驱动推线件往复直线移动的第六驱动装置;第六驱动装置安装于第六支架的底部,第六驱动装置包括:电机、皮带传动组件及螺杆,推线件通过一底板安装于第六支架的滑轨上,并与螺杆螺纹连接;推线件上设置有对称的两根限位杆,所述推线件沿螺杆直线移动时带动卡设于两根限位杆之间的线缆位置移动。
11、上述线缆自动生产设备的使用方法,其特征在于:包括以下步骤:
12、s1:将大直径的中心线缆安装于工字架上,将多个小直径的分线缆安装于绕线架上,通过绕线架上是弹性限位件使得线筒压紧安装于绕线架上;
13、s2:通过人工拉线,将中心线缆和分线缆穿过第一分线盘、第二分线盘、绞线盘、压线件、张紧装置、辅助收线装置绕于收线组件上;
14、s3:第一驱动装置驱动工字架转动进行中心线缆的输送,放线组件进行分线缆的输送,并且两者以同一出线速度传输;传输过程中,中心线缆和分线缆进入第二分线盘时,通过第二分线盘的转动,将分线缆按照设定的绞合率与中心线缆绞合;
15、s31:在中心线缆进入第二分线盘时,中线线缆进入中心定位件,通过中心定位件对中心线缆进行定位,使得在绞合的过程中,确保绞合时中心线缆的同心度相同;
16、s4:中心线缆和分线缆绞合后共同进入绞线盘,通过绞线盘喇叭状的线孔对中心线缆和分线缆进行约束,使得中心线缆和分线缆绞合均匀;
17、s5:绞合后的线束进入压线装置:
18、线束穿过四个压线件所形成的限位孔,压线件对线束有压紧的作用,四个压线件同步对线束的圆周面进行压型,能够进一步对线束进行整合定型;
19、s6:经过整合定型的线束通过张紧装置进行张紧,张紧后经辅助收线装置后收卷于收线组件;
20、s61:收线装置往复移动,使得线束均匀地收卷于收线组件上。
21、经由上述的技术方案可知,与现有技术相比,本发明具有以下有益技术效果:
22、1、本发明的线缆自动生产设备,能够快速、高效地产生质量佳的线缆;
23、2、本发明的第二分线盘的中心处设置有中心定位件,通过中心定位件对中心线缆进行中心定位,确保传输过程中以及绞合时中心线缆位于中心轴上,绞合时晃动小、绞合率精准,绞合效果好,生产出的铜线质量佳;3、本发明中设置有压线组件,通过该压线组件能够进一步对绞合后的线束进行整合,进一步将分线缆压紧于中心线缆上,但同时又避免线束被磨损以及压坏,整形效果好。
技术特征:
1.线缆自动生产设备,其特征在于:包括:
2.根据权利要求1所述的线缆自动生产设备,其特征在于:所述的第一分线盘(310)安装于所述的放线支架(220)的中心处,并与所述放线支架(220)转动的角速度相同;所述的第二分线盘(320)包括:分线支架(321)以及安装于分线支架(321)内的线盘(322),线盘(322)可于分线支架(321)内自转;线盘(322)上设置有多个过线孔,且位于线盘(322)中心处的过线孔内设置有中心定位件(323)。
3.根据权利要求2所述的线缆自动生产设备,其特征在于:所述的中心定位件(323)包括:四块圆形分布的弧形压线块(3231)以及高强压簧(3232),弧形压线块(3231)的内壁弧形设置,对经过所述过线孔的线缆挤压定位;高强压簧(3232)的一端固定于过线孔孔壁,另一端固定于弧形压线块(3231)。
4.根据权利要求1所述的线缆自动生产设备,其特征在于:所述的绞线盘(330)上设置有线孔,该线孔为喇叭孔,从进线端向出线端渐窄设置。
5.根据权利要求1所述的线缆自动生产设备,其特征在于:所述的压线件(430)安装于所述机壳(420)的内壁,所述的挤压块(431)的周壁呈内凹型的弧形设置;所述的挤压块支架(432)安装于挤压块(431)的两侧;挤压块支架(432)安装于挤压安装块(433);挤压块支架(432)和挤压安装块(433)之间设置有弹簧组件(434),使所述的挤压块(431)可向外扩张;弹簧组件(434)包括:弹簧(4341)及销轴(4342);销轴(4342)一端限定安装于挤压安装块(433),另一端限定安装于挤压块支架(432),且所述挤压块支架(432)向所述挤压安装块(433)移动时,弹簧(4341)被压缩。
6.根据权利要求5所述的线缆自动生产设备,其特征在于:所述的挤压块支架(432)的底部设置有供销轴(4342)安装的槽,销轴(4342)限定可于槽中直线移动,弹簧(4341)限定于槽内。
7.根据权利要求1所述的线缆自动生产设备,其特征在于:所述的绕线架(230)包括:第一限位板(231)、第二限位板(232)及连接于两者之间的限位轴(233),第一限位板(231)和第二限位板(232)对称设置;所述的限位轴(233)两端设置有弹性限位件(234);弹性限位件(234)包括:外盖(2341)、内盖(2342)、高硬块(2343)及压缩压簧(2344);高硬块(2343)及压缩压簧(2344)安装于外盖(2341)和内盖(2342)之间;外盖(2341)和内盖(2342)之间通过销钉(2345)组装,且外盖(2341)和内盖(2342)之间具有相对移动的行程距离;内盖(2342)和第一限位板(231)、第二限位板(232)之间对应设置有咬齿。
8.根据权利要求1所述的线缆自动生产设备,其特征在于:所述的辅助收线装置(600)包括:第六支架(610)、安装于第六支架(610)上的推线件(620)以及驱动推线件(620)往复直线移动的第六驱动装置(630);第六驱动装置(630)安装于第六支架(610)的底部,第六驱动装置(630)包括:电机(631)、皮带传动组件(632)及螺杆(633),推线件(620)通过一底板(621)安装于第六支架(610)的滑轨上,并与螺杆(633)螺纹连接;推线件(620)上设置有对称的两根限位杆(622),所述推线件(620)沿螺杆(633)直线移动时带动卡设于两根限位杆(622)之间的线缆位置移动。
9.一种线缆自动生产设备的使用方法,其特征在于:包括以下步骤:
技术总结
本发明公开了一种线缆自动生产设备及使用方法,包括:工字架、放线组件、分线盘组件、压线装置、张紧装置、辅助收线装置及收线组件。所述的压线组件包括:十字形分布的四个压线件;压线件包括:挤压块、挤压块支架及挤压安装块,挤压块与挤压块支架之间设置有轴承,使所述挤压块可于挤压块支架上自转;本发明的第二分线盘的中心处设置有中心定位件,通过中心定位件对中心线缆进行中心定位,确保传输过程中以及绞合时中心线缆位于中心轴上,绞合时晃动小、绞合率精准,绞合效果好,生产出的铜线质量佳;通过该压线组件能够进一步对绞合后的线束进行整合,进一步将分线缆压紧于中心线缆上,但同时又避免线束被磨损以及压坏,整形效果好。
技术研发人员:林东,林文雄,林秋伟,王幼如,侯桂珍
受保护的技术使用者:深圳市和谐珠江电线电缆有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!