一种器件及其加工方法与流程
1.本发明涉及到器件加工领域,具体涉及到一种器件及其加工方法。
背景技术:
2.现有技术下存在一种感测器件,该感测器件具有高亮度、低电压、大电流的使用需求,相应的,基于产品实际使用触发,还需要保证感测器件的散热性和可靠性;基于前述功能的限制和成本的优化考虑,该类感测器件的封装材料需要使用硅树脂。
3.通过试验发现,硬度为五十左右的硅树脂的抗拉伸强度较好,抗冷热冲击能力较佳;但由于胶体硬度低,感测器件的表面较软,在感测器件的生产和应用过程中经常会出现粘料的现象,从而导致生产或加工失败。尤其在涉及到感测器件的转移的方面,由于需要通过吸嘴吸附封装层对感测器件进行转移,吸嘴与封装层之间会存在粘连导致无法转移成功的问题,影响产品的加工和使用。
4.此外,硅树脂还存在着易硫化等问题,硅树脂的硫化会使硅树脂的物理性质变化,不满足实际的使用需求。
技术实现要素:
5.为了克服现有感测器件表面易粘连以及硫化等问题,本发明提供了一种器件及其加工方法,在器件的制作过程中,通过特殊的加工工艺得到具有特定结构防硫化层的器件,通过防硫化层的设置可很好的避免器件的粘连问题和硫化问题,具有良好的实用性。
6.相应的,本发明提供了一种器件,包括子电路板、芯片组、子封装层、子侧防硫化膜、子挡墙和子顶防硫化膜;
7.所述芯片组包括若干个芯片,所述若干个芯片分别键合在所述子电路板上并基于所述子封装层封装;
8.所述子封装层的底面轮廓位于所述子电路板的边缘轮廓的包围区域内;
9.所述子侧防硫化膜覆盖在所述子封装层的外侧面,且所述子侧防硫化膜自所述子封装层的外侧面底部朝所述子电路板的边缘延伸并覆盖在所述子电路板的顶面上;
10.所述子挡墙包围在所述子侧防硫化膜的外侧面上;
11.所述子顶防硫化膜覆盖在所述子封装层的顶面、所述子侧防硫化膜的顶面和所述子挡墙的顶面上。
12.相应的,本发明还提供了一种器件加工方法,用于所述器件的加工,包括:
13.整板器件加工:基于所述器件的结构和数量加工得到整板器件,所述整板器件包括总电路板、若干组芯片组和总封装层,所述若干组芯片组阵列在所述总电路板上并基于所述总封装层封装;
14.一次切割加工:通过切割工艺在所述总封装层上切割得到流道结构,所述流道结构将所述总封装层划分为若干个子封装层,所述若干组芯片组中的任一组芯片组基于所述若干个子封装层中对应的一个子封装层封装;
15.一次硫化加工:在所述流道结构中通过喷涂工艺对所述若干个子封装层中的任一个子封装层的外侧面及所述总电路板对应于所述流道结构位置的顶面喷涂防硫化材料,所述防硫化材料形成总侧防硫化膜;
16.挡墙材料填充:于所述流道结构中填充挡墙材料,所述挡墙材料在所述流道结构中固化形成总挡墙,所述总挡墙的顶面与所述若干个子封装层中的每一个子封装层的顶面组合形成喷涂顶面;
17.二次硫化加工:于所述喷涂顶面上喷涂防硫化材料,所述防硫化材料形成覆盖在所述喷涂顶面上的总顶防硫化膜;
18.二次切割:通过切割工艺贯穿切割所述总顶防硫化膜、所述总侧防硫化膜、所述总挡墙和所述总电路板,所述总顶防硫化膜被切割为若干片子顶防硫化膜,所述总侧防硫化膜被切割为若干片子侧防硫化膜,所述总挡墙被切割为若干组子挡墙,所述总电路板被切割为若干个子电路板。
19.可选的实施方式,所述流道结构包括若干道子流道,在所述若干道子流道中的任一道子流道的径向截面中,所述子流道的底部的宽度小于所述子流道的顶部的宽度。
20.可选的实施方式,在所述若干道子流道中的任一道子流道的径向截面中,所述子流道的宽度自所述子流道的底部至顶部逐渐增加。
21.可选的实施方式,在所述若干道子流道中的任一道子流道的径向截面中,所述子流道的底部的宽度的最小值为0.1毫米;
22.所述子流道的顶部的宽度大于所述子流道的底部的宽度,所述子流道的顶部的宽度与所述子流道的底部的宽度的差值最小值为0.03毫米。
23.可选的实施方式,所述子挡墙的厚度最小值为0.1毫米。
24.可选的实施方式,所述防硫化材料为硅树脂材料。
25.可选的实施方式,所述挡墙材料为混合有钛白粉的硅树脂材料。
26.可选的实施方式,所述封装材料为硅树脂、硅胶、环氧树脂中的其中一种材料。
27.可选的实施方式,所述若干组芯片组中的任一组芯片组包括红光芯片、绿光芯片和红外光芯片。
28.综上,本发明提供了一种器件及其加工方法,该器件具有用于防止封装体硫化的表层结构,可使得器件表面不易硫化发粘,提高器件的耐用性;该器件加工方法于挡墙材料填充流道机构前对流道结构进行防硫化材料的喷涂,以及在挡墙材料填充后对喷涂顶面进行防硫化材料的喷涂,通过该实施方式得到的防硫化结构对子封装体的包裹性和保护性较佳,能够很好的避免子封装体自身的硫化以及对外所产生的粘连问题;冗余的子侧防硫化膜和子顶防硫化膜能够增加杂质的侵入路径,对子封装体进行良好的保护;在最后的切割分离得到器件的步骤中,切割面不会对器件的功能产生实质影响,可降低切割作业的实施要求;基于该器件加工方法得到的器件具有防硫化性能优异、不易对外粘连等特点。
附图说明
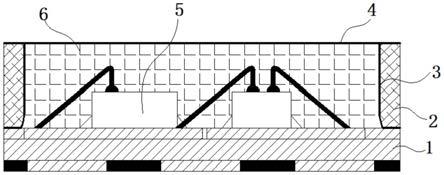
29.图1为本发明实施例的器件剖面结构示意图。
30.图2为本发明实施例的器件加工方法流程图。
31.图3为本发明实施例的整板器件的局部剖面结构示意图。
32.图4为本发明实施例的流道结构的局部剖面结构示意图。
33.图5为本发明实施例的总侧防硫化膜的局部剖面结构示意图。
34.图6为本发明实施例的总挡墙的局部剖面结构示意图。
35.图7为本发明实施例的总顶防硫化膜的局部剖面结构示意图。
36.图8为本发明实施的研磨设备俯视结构示意简图。
37.图9为本发明实施例中感测器件结构示意图。
38.图10为本发明实施例中基板正面结构示意图。
39.图11为本发明实施例中基板背面结构示意图。
40.图12为本发明实施例中感测器件侧面结构示意图。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
42.图1为本发明实施例的器件剖面结构示意图。
43.具体的,本发明实施例提供了一种器件,包括子电路板1、芯片组、子封装层6、子侧防硫化膜3、子挡墙2和子顶防硫化膜4。为了与后续加工方法中的部分结构的命名形成区分,在器件的零部件命名中,添加相应的前缀以进行区分。
44.具体的,所述芯片组包括若干个芯片5,所述若干个芯片5分别键合在所述子电路板1上并基于所述子封装层6封装;具体的,子封装层6的封装对象除了芯片5外,还包括芯片所涉及的如键合线等相关结构。芯片5的种类和设置位置需要根据器件的需求进行设定。具体的,所述芯片组可以为包括红光芯片、绿光芯片和红外光芯片的感测芯片组。
45.具体的,所述子封装层6的底面轮廓位于所述子电路板1的边缘轮廓的包围区域内;受加工工艺影响,与常规器件相比,子封装层6的底面轮廓位于所述子电路板1的边缘轮廓的包围区域内,即所述子封装层6的底面轮廓上的任一点均不超出子电路板1的边缘轮廓的包围区域内,子电路板1的顶面自所述子封装层6的底面轮廓至所述电路板的边缘轮廓上不被所述子封装层6覆盖。
46.具体的,所述子侧防硫化膜3覆盖在所述子封装层6的外侧面并自所述子封装层6的底面轮廓朝所述子电路板1的边缘轮廓延伸覆盖在所述子电路板1的顶面。
47.具体的,所述子挡墙2包围在所述子侧防硫化膜3的外侧面上,且所述子挡墙2的边缘轮廓与所述子电路板1的边缘轮廓重合。
48.具体的,参照图示结构,子侧防硫化膜3设置在所述子挡墙2与所述子封装层6、所述子挡墙2与所述子电路板1之间,一方面,该子侧防硫化膜3主要功能用于实现防止子封装层6的侧壁与外界接触的功能,可起到防硫化的作用,另一方面,受加工工艺限制,于所述子电路板1的顶面(所述子封装层6的底面轮廓与所述子电路板1的边缘轮廓之间的位置)相应的也形成了子侧防硫化膜3的部分结构,该部分的子侧防硫化膜3能够增加外界杂质从子侧防硫化膜3与子电路板1之间的间隙入侵至子封装层6之间的距离的功能,提高子侧防硫化膜3的防硫化功能。
49.具体的,在本发明实施例中,所述子顶防硫化膜4覆盖在所述子封装层6的顶面、所述子侧防硫化膜3的顶面和所述子挡墙2的顶面上;基本的,所述子顶防硫化膜4位于子封装层6的顶面上的部分结构可用于保证隔绝外界与子封装层6的接触,所述子顶防硫化膜4与所述子侧防硫化膜3可视为一体结构,所述子顶防硫化膜4位于所述子挡墙2的顶面上的部分结构可用于增加外界杂质从间隙侵入至子封装层6的距离。
50.具体的,本发明实施例提供了一种器件,该器件通过特殊设计的防硫化层结构,一方面可实现避免子封装层6外露的目的,防止子封装层6的材料与外界接触产生粘连,另一方向可避免子封装层6与外部的接触,减缓子封装层6的硫化速度,提高其耐用性。
51.图2为本发明实施例的器件加工方法流程图。
52.相应的,本发明还提供了一种器件加工方法,用于所述的器件的加工,包括:
53.s101:整板器件加工;
54.图3为本发明实施例的整板器件的局部剖面结构示意图。
55.基于所述器件的结构和数量加工得到整板器件,所述整板器件包括总电路板10、若干组芯片组和总封装层11,所述若干组芯片组阵列在所述总电路板10上并基于所述总封装层11封装;具体的,本发明实施例对器件加工方法的改进主要是从本发明实施例所定义的整板器件的后续加工工艺,因此,本发明实施例以所定义的整板器件结构为基础开始对本发明实施例的器件加工方法进行说明。
56.具体的,整板器件的加工主要涉及到固晶、焊线(焊接)和封装等工艺,具体实施中可参照现有技术实施,本发明实施例不重复进行说明。
57.可选的实施方式,所述封装材料为硅树脂、硅胶、环氧树脂等材料。针对于器件具体的使用场景,本发明实施例所提供的整板器件所采用的封装材料采用硅树脂。
58.s102:一次切割加工;
59.图4为本发明实施例的流道结构12的局部剖面结构示意图。
60.具体的,利用划片设备,通过切割工艺在所述总封装层11上切割得到流道结构12,针对本发明实施例的器件在流道上的布局为阵列式布局的结构特点,所得到的流道结构12呈网格状。
61.具体的,网格状的流道结构12将所述总封装层11划分为若干个子封装层,所述若干组芯片组中的任一组芯片组基于所述若干个子封装层中对应的一个子封装层封装;一组芯片组和所述芯片组所对应的子封装层对应着一个器件。
62.可选的实施方式,为了便于后续的喷涂作用,保证子侧防硫化膜的成型质量,所述流道结构12包括若干道子流道,在所述若干道子流道中的任一道子流道的径向截面中,所述子流道的底部宽度小于所述子流道的顶部宽度。可选的,在若干道子流道中的任一道子流道的径向截面中,子流道的宽度自子流道的底部至顶部逐渐增加,即子流道的侧壁为一坡面;结合图5所示的喷咀14的喷涂特点,通过该设置方式,可保证子封装体的侧面均能够较好的喷涂上防硫化材料,保证子侧防硫化膜的成型质量。
63.相应的,为了保证一次硫化加工的加工效果,可选的实施方式,在所述若干道子流道中的任一道子流道的径向截面中,所述子流道的底部的宽度的最小值为0.1毫米;所述子流道的顶部的宽度与所述子流道的底部的宽度的差值最小值为0.03毫米。
64.此外,一次切割的流道结构12中的流道的截面宽度除了要满足喷涂的需求还,还
应该考虑到后续的二次切割所得到的挡墙结构的需求以及避免材料的浪费。
65.具体的,在所需求的子挡墙的厚度一定时,一次切割的流道的截面宽度越宽,所需要填充的挡墙材料越多,所需要切割舍弃的挡墙材料也越多;因此,综合上述因素的考虑,可选的实施方式,所述子挡墙的厚度最小值为0.1毫米。所述流道的截面宽度需根据子挡墙的厚度的需求进行设计。
66.s103:一次硫化加工;
67.图5为本发明实施例的总侧防硫化膜的局部剖面结构示意图。
68.在所述流道结构12中通过喷涂工艺对所述若干个子封装层中的任一个子封装层的外侧面及所述总电路板10对应于所述流道结构12位置的顶面喷涂防硫化材料,所述防硫化材料形成总侧防硫化膜13;
69.具体的,结合后续的二次切割加工步骤,由于二次切割加工步骤一般还需要通过较窄的划片刀具沿着相同的划片轨迹对整板器件进行切割,因此,相对应的,二次切割加工所得到的流道的截面宽度较窄,而在一次切割加工的步骤中,划片刀具所加工得到的流道的截面宽度是较宽的。
70.相应的,为了使硫化材料的喷涂实施更为便利,本发明实施例在一次切割加工得到的流道中进行硫化材料的喷涂,以保证硫化材料的成膜覆盖效果。
71.参照图示结构的喷嘴的喷涂方式,防硫化材料除了覆盖在子封装层的外侧面外,还会覆盖在流道的底面,即所述总电路板10对应于所述流道结构12位置的顶面上,因此,最终成型的总侧防硫化膜除了覆盖子封装层的侧面外,还会覆盖流道结构12所对应的底面。
72.需要说明的是,由于喷咀的喷涂范围为区域性的,实际加工中,还会有部分防硫化材料成型在总封装层11(子封装层6)的顶面上,图6所示出的总侧防硫化膜的成型结构为理想状态下的总侧防硫化膜结构。
73.可选的实施方式,所述防硫化材料为硅树脂。防硫化材料选用硅树脂的目的在于与封装材料的材料保持一致,能够保证防硫化材料与封装材料的结合紧密性,此外,硅树脂的致密度紧密,防硫化效果更佳。
74.s104:挡墙材料填充;
75.图6为本发明实施例的总挡墙17的局部剖面结构示意图。
76.于所述流道结构12中填充挡墙材料,所述挡墙材料在所述流道结构12中固化形成总挡墙17,所述总挡墙17的顶面与所述若干个子封装层中的每一个子封装层的顶面组合形成喷涂顶面;
77.由于喷涂工艺的特点是在对象的表面形成一层薄膜结构,因此,在子侧防硫化膜形成后,流道结构12得以保留,根据器件的结构需求,在本发明实施例中,以挡墙材料填充所述流道结构12。
78.相应的,挡墙材料的填充可以使用模压等方式实现,挡墙材料固化所形成的总挡墙17的顶面与所述若干个子封装层中的每一个子封装层的顶面保持相平,从而一个平整的喷涂顶面。
79.需要说明的是,采用模压等方式形成的总挡墙17结构,由于模压的压力以及模具与总封装层的贴合性问题,可能会有部分挡墙材料成型在所述总封装层的顶面上;一般的,在总挡墙结构成型后,需要通过研磨等方式对器件半成品的顶面进行研磨加工,以去除总
封装层的顶面上的挡墙材料,避免遮挡器件的发光。在研磨掉挡墙材料的同时,还会将成型在总封装层11(子封装层6)的顶面上的防硫化材料一并去除,得到图6所示出的总挡墙17结构。
80.可选的实施方式,所述挡墙材料为含有钛白粉的硅树脂材料,一方面,挡墙材料选用硅树脂材料可保证挡墙材料与封装材料的结合紧密性,另一方面,钛白粉可以提供更高的光反射率,能够提高器件的出光效率。
81.s105:二次硫化加工;
82.图7为本发明实施例的总顶防硫化膜18的局部剖面结构示意图。
83.于所述喷涂顶面上喷涂防硫化材料,所述防硫化材料形成覆盖在所述喷涂顶面上的总顶防硫化膜18。
84.具体的,喷涂顶面为一平整的平面,通过喷涂工艺在喷涂顶面上进行防硫化材料的喷涂,防硫化材料固化后在所述喷涂顶面上形成总顶防硫化膜18。
85.s106:二次切割;
86.参照附图图1所示出的单个器件的剖面结构示意图,通过切割工艺贯穿切割所述总顶防硫化膜18、所述总挡墙17和所述总电路板10,所述总顶防硫化膜18被切割为若干片顶防硫化膜,所述总挡墙17被切割为若干组子挡墙,所述总电路板10被切割为若干个子电路板。
87.经过二次切割后,整板器件被切割为具有特定结构的单个器件,在单个器件中,子封装体通过子顶防硫化膜和子侧硫化膜进行包裹,挡墙材料成型在对应的位置上。
88.从二次切割的轨迹以及结合切割得到的单个器件的结构,对于单个器件而言,材料的切割面上始终会存在切割痕迹,在本发明实施例中,二次切割的切割位置不会影响到器件的具体功能,如硫化材料对封装材料的保护、挡墙材料的内侧对芯片的发光角度的限制作用。
89.综上,本发明实施例提供了一种器件及其加工方法,该器件加工方法于挡墙材料填充流道结构前对流道结构进行防硫化材料的喷涂,以及在挡墙材料填充后对喷涂顶面进行防硫化材料的喷涂,通过该实施方式得到的防硫化结构对子封装体的包裹性和保护性较佳,能够很好的避免子封装体自身的硫化以及对外所产生的粘连问题;冗余的子侧防硫化膜和子顶防硫化膜能够增加杂质的侵入路径,对子封装体进行良好的保护;在最后的切割分离得到器件的步骤中,切割面不会对器件的功能产生实质影响,可降低切割作业的实施要求;基于该器件加工方法得到的器件具有防硫化性能优异、不会发生对外粘连等特点。
90.具体的,前述器件的加工方法为其理想状态的加工形式,在实施过程中,挡墙材料填充步骤一般会采用模塑的手段实现,由于器件的高度个体差异性、模具与半成品的配合差异性等问题,挡墙材料在模塑加工成型后,会覆盖在半成品的顶面上,为了保证光线的透出,需要对覆盖在半成品的顶面上的挡墙材料去除。
91.具体的,本发明实施例用于去除多余挡墙材料的技术手段为研磨。
92.具体的,在挡墙材料填充后,将所述半成品置于研磨固定平台上,控制研磨设备的研磨工作端作业,以所述研磨固定平台的高度为基准,所述研磨工作端自所述半成品的上方朝所述研磨固定平台研磨并运行至预设高度。
93.具体的,对于研磨设备而言,若无相关的反馈设置,研磨设备的运动驱动实质上与
研磨的对象(即本发明实施例的半成品)是无关的。因此,在该步骤中,在将半成品置于研磨固定平台上后,驱动研磨设备按照设定的程序运行,以所述研磨固定平台的高度为基准,所述研磨工作端启动并运行至预设高度,通过该实施方式,理论上即能将半成品上的总封装层和总挡墙研磨至预设高度。
94.为了保证实际实施情况与理论情况一致,需要对研磨步骤中所涉及的多方面内容进行改进。
95.图8示出了本发明实施的研磨设备俯视结构示意简图。具体的,本发明实施例的研磨设备包括研磨固定平台20(真空吸盘)、研磨工作端21(砂轮)和修整设备22(打磨砂轮)。
96.具体的,研磨固定平台20的台面高度,即真空吸盘的顶面高度是固定不变的,在实际操作中,以所述真空吸盘的顶面作为高度基准。
97.具体的,在本发明实施例中,基于实施便利性考虑,所述研磨工作端21为研磨面平行于所述研磨固定平台20的砂轮。针对于打磨的对象(即总封装层和总挡墙)的制作材料,所述砂轮优选采用树脂砂轮。
98.相应的,在研磨工作端21选用为砂轮时,由于砂轮的表面为粗糙的,且在砂轮为树脂砂轮时,在作业过程中存在砂轮粘胶问题,导致研磨的效果不佳,粗糙度较大,因此,在每一次研磨作业前以及在研磨的过程中,需要及时对砂轮的打磨面进行修整,一方面需要去除研磨以使砂轮的实际打磨面与理论打磨面保持高度一致。
99.在实际实施中,当研磨工作端21,即砂轮的打磨面粘胶后,一方面会降低打磨效率,一方面会导致打磨面凹凸不平,影响打磨精度,因此,在研磨步骤中,所述研磨工作端21自所述半成品的上方朝所述研磨固定平台20方向研磨并运行至预设高度通过若干子步骤实现,在每一子步骤中,所述研磨工作端21的研磨面运行至对应的理论高度,并在最后一次执行的子步骤中,所述研磨工作端21的研磨面运行至所述预设高度。即总的研磨过程,需要通过若干次独立的研磨作业实现,而对于每一次独立的研磨作业,为了保证研磨精度,可基于下述方式实施。
100.具体的,每一所述子步骤包括:
101.修整设备调整:以所述研磨固定平台20的台面为高度基准,所述修整设备22的修整面的高度与所述子步骤对应的理论高度相同;具体的,修整设备22的打磨面与该子步骤中的研磨设备需要对半成品的打磨高度一致,保证砂轮的研磨面的打磨高度和砂轮的研磨面在该子步骤中对应的研磨高度一致,以提供更为良好的研磨效果。
102.研磨设备打磨:驱动所述研磨设备运行至位于所述研磨固定平台20外部的修整设备22的上方后,驱使所述研磨设备工作并使所述研磨设备的研磨面运行至对应的理论高度,所述研磨面与所述修整面重合;该步骤使研磨面与修整面重合,即研磨面与对应的理论高度一致。
103.进给研磨:驱动所述研磨设备平移至研磨固定平台20的上方,以进行对半成品的打磨。
104.需要说明的是,在必要是,砂轮的研磨面打磨可贯穿整个器件加工流程,通过经验判断、统计计算、视觉观察等方式判断砂轮打磨的合理时机,以兼顾砂轮打磨的打磨精度和加工速度,保证研磨作业的高效进行。
105.具体的,由于砂轮会随着使用而产生损耗,导致打磨面的变化,理论上,在打磨面
上存在着至少一个打磨颗粒即可完成打磨作业,相应的,若打磨面上没有打磨颗粒,则表示该打磨面失效,需要进行打磨面的调节。
106.在本发明实施例中,可选的实施方式,基于视觉设备观察所述修整设备22与所述砂轮之间的间隙的宽度是否大于预设值;若所述修整设备22与所述砂轮之间的间隙的宽度大于预设值,控制所述砂轮向下方运动最小步进,并将所述砂轮向下方运动最小步进后的高度作为所述理论打磨高度。
107.具体的,间隙大于预设值即表面原打磨面失效,需要调整打磨面,以使实际打磨面与理论打磨面保持一致。
108.具体的,将所述砂轮向下方运动最小步进后的高度作为所述理论打磨高度中所指的最小步进是指外部设备对砂轮沿竖直方向驱动运动的最小步进。通过该实施手段后,能够对砂轮的打磨面进行实时调整,以避免打磨得到的半成品高度不准确。
109.具体的,针对于需要打磨的粗糙度要求,所述砂轮的目数取值范围为[500,1000]。
[0110]
相应的,为了保证研磨效果,所述砂轮在作业状态下的转速取值范围为[600rpm,800rpm]。
[0111]
相应的,在相应的转速下,为了兼顾研磨效率和研磨效果,所述砂轮自所述半成品的上方朝所述研磨固定平台研磨并运行至预设高度的进刀速度取值范围为[0.1μm/s,0.3μm/s]。
[0112]
相应的,上述实施方式主要用于调节砂轮方面的实施结构;对于半成品方面,可选的实施方式,所述研磨固定平台为吸盘,吸盘能够保证对半成品上的总电路板的底面的吸附,使总电路板的底面紧贴所述吸盘,从而保证了半成品的底面高度与所述吸盘的顶面高度保持相同,所述吸盘的顶面高度即可表示为半成品的底面高度;所述砂轮以所述吸盘的顶面高度为高度基准,可保证研磨后的本成品的高度与理论值相同。
[0113]
具体的,针对于本发明实施例的器件,其内部的电路结构可参照以下的感测器件的结构实施。
[0114]
图9示出了本发明实施例中感测器件结构示意图,图10示出了本发明实施例中基板正面结构示意图,所述感测器件包括基板1000、绿光芯片2000、红光芯片3000和红外光芯片4000,所述绿光芯片2000、红光芯片3000和红外光芯片4000呈品字型排布在所述基板1000上。所述基板1000上设置有第一正面焊盘111、第二正面焊盘112、第三正面焊盘113、第四正面焊盘114、第五正面焊盘115和第六正面焊盘116,所述第四正面焊盘114上设置有第一芯片槽位1141和第二芯片槽位1142,所述第二正面焊盘112上设置有第三芯片槽位1121,所述红光芯片3000键合在所述第一芯片槽位1141上,所述红外光芯片4000键合在所述第二芯片槽位1142上,所述绿光芯片2000键合在所述第三芯片槽位1121上。
[0115]
进一步的,所述四正面焊盘114上设置有凹槽部1143,所述凹槽部1143设置在所述第一芯片槽位1141和所述第二芯片槽位1142之间,便于固晶识别,在固晶操作时,能够准确识别所述第一芯片槽位1141和所述第二芯片槽位1142的位置,提高器件的可靠性。
[0116]
进一步的,所述红光芯片3000和所述红外光芯片4000为垂直结构芯片,所述垂直结构具有高亮度、低压降、低功耗等优点,所述绿光芯片2000可以为垂直结构芯片,所述绿光芯片2000也可以为水平结构芯片。
[0117]
具体的,所述红光芯片3000固定在所述第一芯片槽位1141上,所述红外光芯片
4000固定在所述第二芯片槽位1142上,即所述红光芯片3000和所述红外光芯片4000布置在所述第四正面焊盘114上,所述绿光芯片2000固定在所述第三芯片槽位1121上,即所述绿光芯片2000布置在所述第二正面焊盘112上,进一步的,所述红光芯片3000通过第一金属导线31与所述第五正面焊盘115连接,所述红外光芯片4000通过第二金属导线41与所述第一正面焊盘111连接,所述绿光芯片2000通过第三金属导线2100与所述第三正面焊盘113连接。
[0118]
具体的,所述绿光芯片2000发出绿光,与所述感测器件对应的接收器件接收从人体反射回来的反射绿光,可以用来测试心率;所述红光芯片3000发出红光,与所述感测器件对应的接收器件接收从人体反射回来的反射红光,用于测试血红蛋白浓度;所述红外光芯片4000发出红外光线,与所述感测器件对应的接收器件接收从人体反射回来的红外光线,用以检测血氧饱和度,所述感测器件通过所述绿光芯片2000、所述红光芯片3000和所述红外光芯片4000,实现对人体的血氧和心率的监测。
[0119]
进一步的,所述绿光芯片2000的尺寸大于所述红光芯片3000的尺寸或所述红外光芯片4000的尺寸,可以发出高亮度的绿光,满足接收器件对反射绿光的亮度要求,实现对人体心率的检测。
[0120]
具体的,所述感测器件的发光角度为a,所述a的约束关系为:120
°
≤a≤130
°
,满足所述感测器件的人体检测需求,使接收器件能够接收足够的反射光,干扰光少,检测结果精确。
[0121]
进一步的,所述感测器件通过二次封装工艺,通过封装材料封装所述感测器件,形成封装层6000(即子封装层6),在所述基板正面1100的封装层6000的四周包围设置有白色挡墙5000,所述白色挡墙5000与所述基板1000的连接处设置为带弧度的过渡连接,所述白色挡墙5000减少所述绿光芯片2000、所述红光芯片3000和所述红外光芯片4000发出光的吸收和折射,增大所述绿光芯片2000、所述红光芯片3000和所述红外光芯片4000的出光强度。
[0122]
进一步的,所述感测器件上的芯片高度为h,所述封装层6的高度为h,所述h和h之间的约束关系为:1.5h《h《4h,所述h的取值范围为:200μm《h《600μm。
[0123]
具体的,图11示出了本发明实施例中基板背面结构示意图,所述基板1000的基板背面1200上设置有六个反面焊盘,所述六个反面焊盘包括第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126,所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126与所述第一正面焊盘111、第二正面焊盘112、第三正面焊盘113、第四正面焊盘114、第五正面焊盘115和第六正面焊盘116相对应。
[0124]
所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126分为两列设置在所述基板背面1200的两侧上,进一步的,所述第三反面焊盘123和所述第四反面焊盘124设置在对角线位置上。
[0125]
具体的,所述六个反面焊盘相互独立,在加工生产过程中,相邻的两个器件之间的反面焊盘互不相接,即所述六个反面焊盘位于所述基板1000的外边缘内,与所述基板1000的外边缘不相接,便于切割分离为单独的感测器件同时避免器件侧壁上出现毛刺现象。
[0126]
需要注意的是,为了便于加工生产,任意两个相邻的器件之间,相接的两条边上对应的正面焊盘相接,在分割为单独的器件后,所述六个正面焊盘的铜箔外露在所述基板1000对应的侧壁上。
[0127]
具体的,所述六个反面焊盘上设置有六个金属导柱,所述六个金属导柱包括第一金属导柱1211,第二金属导柱1221,第三金属导柱1231,第四金属导柱1241,第五金属导柱1251,第六金属导柱1261,所述第一金属导柱1211,第二金属导柱1221,第三金属导柱1231,第四金属导柱1241,第五金属导柱1251,第六金属导柱1261用以连接所述基板1000的基板正面1100的六个正面焊盘。
[0128]
进一步的,所述六个金属导柱设置在所述六个背面焊盘投影的任意位置上。
[0129]
可选的,所述六个反面焊盘可以基于油墨塞孔与所述六个正面焊盘对应连接,所述六个反面焊盘也可以基于树脂塞孔与所述六个正面焊盘对应连接。
[0130]
具体的,图12示出了本发明实施例中感测器件侧面结构示意图,所述第一金属导柱1211贯穿所述基板1000,所述第一正面焊盘111和所述第一反面焊盘121基于所述第一金属导柱1211相接导通。
[0131]
所述第二正面焊盘112和所述第二反面焊盘122、所述第三正面焊盘113和所述第三反面焊盘123、所述第四正面焊盘114和所述第四反面焊盘124、所述第五正面焊盘115和所述第五反面焊盘125、所述第六正面焊盘116和所述第六反面焊盘126具有与所述第一正面焊盘111和所述第一反面焊盘121相同的金属导柱结构,具体结构特征和功能作用可以参考所述第一正面焊盘111和所述第一反面焊盘121之间金属导柱的结构特征和功能作用,这里不再一一赘述。
[0132]
进一步的,所述红光芯片3000和所述红外光芯片4000基于所述第四正面焊盘114与所述第四反面焊盘124连接,所述红光芯片3000基于所述第五正面焊盘115与所述第五反面焊盘125连接,所述红外光芯片4000基于所述第一正面焊盘111与所述第一反面焊盘121连接,所述绿光芯片2000基于所述第二正面焊盘112与所述第二反面焊盘122连接,所述绿光芯片2000基于所述第三正面焊盘113与所述第三反面焊盘123连接。所述绿光芯片2000、所述红光芯片3000和所述红外光芯片4000能正常工作。
[0133]
可选的,所述第一芯片槽位1141和所述第二芯片槽位1142可以设置在所述第三正面焊盘113上,所述第三芯片槽位1121可以设置在所述第四正面焊盘114上;或所述第一芯片槽位1141和所述第二芯片槽位1142可以设置在所述第四正面焊盘114上,所述第三芯片槽位1121可以设置在所述第三正面焊盘113上。
[0134]
具体的,所述基板背面1200设置的所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126,所述第三反面焊盘123和所述第四反面焊盘124为共性反面焊盘,进一步的,所述第三反面焊盘123和所述第四反面焊盘124为共阳性反面焊盘,所述第一反面焊盘121、所述第二反面焊盘122和所述第五反面焊盘125为阴性反面焊盘,所述第六反面焊盘126为闲置反面焊盘;
[0135]
可选的,所述第三反面焊盘123和所述第四反面焊盘124为共阴性反面焊盘,所述第一反面焊盘121、所述第二反面焊盘122和所述第五反面焊盘125为阳性反面焊盘,所述第六反面焊盘126为闲置反面焊盘。
[0136]
进一步的,将所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126设置在所述基板背面1200上,方便散热。
[0137]
优选的,所述第三反面焊盘123和所述第四反面焊盘124为共阳性反面焊盘,所述感测器件驱动设计成本低。
[0138]
进一步的,所述第六反面焊盘126为闲置反面焊盘,所述第六反面焊盘126不具备电性,设置所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126实现反面焊盘的对称性,所述第六反面焊盘126用以保持所述基板1000在器件焊接上锡时的稳定性,保持水平状态。
[0139]
具体的,所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126对称分布在所述基板背面1200上,所述第一反面焊盘121、所述第二反面焊盘122和所述第三反面焊盘123呈一列布置在所基板背面1200的一侧,所述第四反面焊盘124、所述第五反面焊盘125和所述第六反面焊盘126呈一列布置在所述基板背面1200的另一侧,所述第三反面焊盘123和所述第四反面焊盘124设置在所述基板背面1200的对角位置,所述第三反面焊盘123和所述第四反面焊盘124之间通过导电线路127连接。所述第三反面焊盘123和所述第四反面焊盘124设置在对角线上,可以减避免述感测器件外部电路连接电线形成交错走线,降低整体电路的复杂程度。
[0140]
所述基板背面1200上涂覆有绿油,通过绿油阻断所述第一反面焊盘121、所述第二反面焊盘122、所述第三反面焊盘123、所述第四反面焊盘124、所述第五反面焊盘125和所述第六反面焊盘126,避免所述感测器件在焊接时发生反面焊盘连通导致线路断界的问题。
[0141]
进一步的,所述基板背面1200靠近中间位置留白形成电性标识128,所述电性标识128用以标识所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126的极性,所述导电线路127分为三段结构,所述三段结构基于第一直角转折部1271和第二直角转折部1272连接,所述三段结构的中间段结构靠近其中一列反面焊盘,所述第一直角转折部1271和所述第二直角转折部1272增大了所述第三反面焊盘123和所述第四反面焊盘124之间的连接距离,确保所述第三反面焊盘123和所述第四反面焊盘124能够安全连接,进一步的,所述导电线路127的中间段和所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126的另一列反面焊盘之间的距离,保证有足够的空间留白形成所述电性标识128。
[0142]
具体的,所述导电线路127的厚度小于所述第一反面焊盘121、第二反面焊盘122、第三反面焊盘123、第四反面焊盘124、第五反面焊盘125和第六反面焊盘126的任一反面焊盘的厚度,防止在器件焊接过程中不稳定出现器件抬起,影响客户端使用等问题。
[0143]
以上对本发明实施例所提供的一种器件及其加工方法进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1