水下高清综合拖链线缆的制作方法
1.本实用新型属于电缆技术领域,尤其是涉及一种水下高清综合拖链线缆。
背景技术:
2.水下机器人可在高度危险环境、被污染环境以及零可见度的水域代替人工在水下长时间作业,水下机器人上一般配备声呐系统、摄像机、照明灯和机械臂等装置,能提供实时视频、声呐图像,机械臂能抓起重物,水下机器人在石油开发、海事执法取证、科学研究和军事等领域得到广泛应用。作为控制连接水下机器人的电缆尤为重要,它需具有许多传统电缆所不及的特殊性能,例如高耐磨,抗撕裂强度高,耐候性好高弹性,热老化性能好,耐水性优异,耐候性能优异,耐微生物侵袭等性能。
技术实现要素:
3.本实用新型旨在解决上述技术问题,提供一种水下高清综合拖链线缆。
4.为了达到上述目的,本实用新型采用如下技术方案:
5.水下高清综合拖链线缆,包括缆芯、缆芯护层、屏蔽层、屏蔽层护层和外护套;所述缆芯包括cat6网线、信号线、两根动力线,所述cat6网线、信号线、两根动力线相绞合;所述缆芯还包括抗拉填充层,所述抗拉填充层包括抗拉填充棉绳以及抗拉填料,所述抗拉填充棉绳轴向排布设置在所述缆芯的间隙中;所述缆芯护层包覆所述缆芯;所述屏蔽层包覆所述缆芯护层,所述屏蔽层由镀锌铜线、碳纤维、镀镍铜线与镀锡铜线编织而成,所述碳纤维作为经线,所述镀锌铜线、所述镀镍铜线和所述镀锡铜线均匀间隔作为纬线;所述屏蔽层护层包覆所述屏蔽层;所述外护套包覆所述屏蔽层护层。
6.作为优选,所述cat6网线包括八根网线线芯,每两根所述网线线芯为一组,每组网线线芯外包裹有信号屏蔽层,四组网线线芯排列呈矩形状,并在所述屏蔽层外共同包裹有网线包带层。
7.作为优选,所述网线线芯与碳纤维绳相互绞合成束后包裹在屏蔽层内。
8.作为优选,所述信号线包括光缆、环绕在光缆周围的若干对绞线以及由内而外依次包覆在对绞线外部的信号线包带层与信号线外护套。
9.作为优选,所述光缆包括五根纤芯。
10.采用上述技术方案后,本实用新型具有如下优点:
11.本实用新型的水下高清综合拖链线缆,由于将cat6网线、信号线、两根动力线彼此结合形成缆芯构造,并通过缆芯护层、屏蔽层、屏蔽层护层和外护套对缆芯进行包覆起到保护作用,其外护套具有高耐磨,抗撕裂强度高,耐候性好高弹性,热老化性能好,耐水性优异,耐候性能优异,耐微生物侵袭等性能,因此既能对cat6网线、信号线、两根动力线有效管束,有助于管线的管理,又能对cat6网线、信号线、两根动力线起到有效保护作用。
附图说明
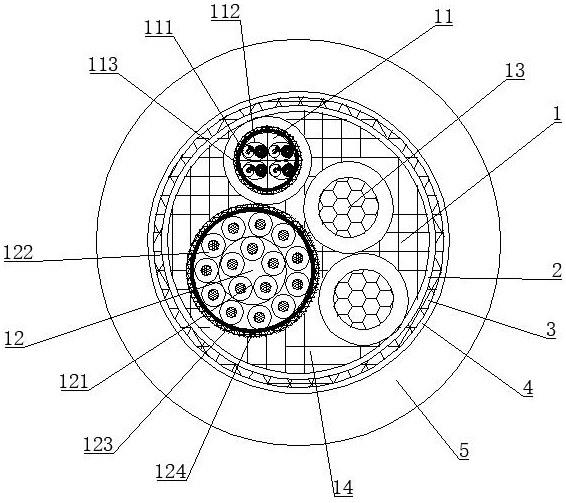
12.图1为本实用新型的水下高清综合拖链线缆的结构示意图;
13.图中:
[0014]1‑
缆芯;11
‑
cat6网线;111
‑
网线线芯;112
‑
屏蔽层;113
‑
网线包带层;12
‑
信号线;121
‑
光缆;122
‑
对绞线;123
‑
信号线包带层;124
‑
信号线外护套;13
‑
动力线;14
‑
抗拉填充层;2
‑
缆芯护层;3
‑
屏蔽层;4
‑
屏蔽层护层;5
‑
外护套。
具体实施方式
[0015]
以下结合附图及具体实施例,对本实用新型作进一步的详细说明。
[0016]
如图1所示,一种水下高清综合拖链线缆,包括缆芯1、缆芯护层2、屏蔽层3、屏蔽层护层4和外护套5。
[0017]
所述缆芯1包括cat6网线11、信号线12、两根动力线13,所述cat6网线11、信号线12、两根动力线13相绞合。
[0018]
所述cat6网线11包括八根网线线芯111,每两根所述网线线芯111为一组,每组网线线芯111外包裹有信号屏蔽层112,四组网线线芯111排列呈矩形状,并在所述屏蔽层112外共同包裹有网线包带层113。所述网线线芯111与碳纤维绳相互绞合成束后包裹在屏蔽层112内。
[0019]
由于cat6网线11中的网线线芯111采用八芯结构,并且网线线芯111还通过与碳纤维绳相互绞合成束后包裹在屏蔽层112内,防止了网线线芯111间的窜音干扰,提高了电缆的抗干扰能力。将八根网线线芯111分为四组后并排列呈矩形状包裹在网线包带层113内,给网线线芯111留出一定的活动余地,这样在电缆拖拽过程中,不会再因网线线芯111无余量弯曲、伸展而造成控制网线线芯111断线而影响生产。
[0020]
所述信号线12包括光缆121、环绕在光缆121周围的若干对绞线122以及由内而外依次包覆在对绞线122外部的信号线包带层123与信号线外护套124。所述光缆121包括五根纤芯。
[0021]
所述缆芯11还包括抗拉填充层14,所述抗拉填充层14包括抗拉填充棉绳以及抗拉填料,所述抗拉填充棉绳轴向排布设置在所述缆芯11的间隙中。所述缆芯护层2包覆所述缆芯1。
[0022]
所述抗拉填料由以下重量份的组分经过共混获得:lldpe
‑
7042为60份;hdpe
‑
tr144为20份;hdpe
‑
2200j为20份;润滑剂为0.8份。选用合适的pe树脂是设计电线电缆用抗拉填料件至关重要的一步,pe树脂的性能直接关系到抗拉填料件的物理力学性能、电气性能极其成型加工性能。电缆敷设时,受应力作用容易出现应力开裂现象,导致电缆损坏。线性低密度聚乙烯(lldpe)虽具有优良的抗开裂性能,但在挤出lldpe时,挤出速率高会导致一些加工缺陷,因此单独使用lldpe难以满足要求,而是通过共混改性来获得加工性能优良的抗拉填料。
[0023]
pe树脂的相对分子质量对抗开裂性能影响非常大,相对分子质量大即熔体流动速率小的pe树脂抗开裂性能好,抗拉填料用的pe树脂要求熔体流动速率较小。高密度聚乙烯(hdpe)分子枝化程度较低,链段排列比较规整,抗开裂性能较好,因此选用熔体流动速率较小的lldpe和hdpe共混。
[0024]
在pe树脂中加入少量的聚乙烯蜡润滑剂可降低pe材料在加工中的机械摩擦和聚合物内摩擦。
[0025]
7042的熔体流动速率为0.782g/10min,抗开裂性能优良,而且价格便宜,因此lldpe选用7042作为共混的基础树脂;tr144的熔体流动速率为0.091 g/10min,抗开裂性能优良,但由于tr144的相对分子质量和熔体粘度都较大,导致加工成型比较困难,而且tr144的价格也比较贵,因此需要采用共混改性来克服加工成型比较困难和价格较高的问题。2200j的熔体流动速率为2.170 g/10min,加工成型性能较好,抗开裂性能同tr144相比差一些,将tr144和2200j一起与7042共混可以起到很好的互补作用。
[0026]
所述屏蔽层3包覆所述缆芯护层2,所述屏蔽层3由镀锌铜线、碳纤维、镀镍铜线与镀锡铜线编织而成,所述碳纤维作为经线,所述镀锌铜线、所述镀镍铜线和所述镀锡铜线均匀间隔作为纬线。
[0027]
所述屏蔽层护层4包覆所述屏蔽层3。所述外护套5包覆所述屏蔽层护层4。
[0028]
所述外护套5由共混胶和胶料经过混炼获得:胶料和共混胶的重量配比为1:7
‑
8.5;共混胶为epr和csp通过熔融共混而成,epr和csp的重量配比为1:0.25
‑
0.75,epr和csp在辊筒温度为30℃的双辊开炼机上混炼10min;胶料包括以下重量份的组分:聚合物为100份,防老剂为1份,矿物填料为84份,炭黑为10份,操作油为8份,操作助剂为2份,偶联剂为1.5份,氧化镁为10份,40%dcp溶液为7份,硫黄为0.3份;胶料和共混胶的共混体在辊筒温度为30℃的双辊开炼机上混炼35min,接着加入硫化剂再混炼10min,得到混炼胶。由于采用了改性的共混外护套,故外护套5比一般橡胶更具有抗拉性和抗撕裂强度,既保持柔软性又用较好的耐磨性同时具备耐油耐腐蚀性。
[0029]
本色橡胶受到日光照射时,特别是受到紫外光照射时很容易发生降解,因此,电缆外护套5应添加光稳定剂,炭黑是既经济又高效的光屏蔽剂。
[0030]
除上述优选实施例外,本实用新型还有其他的实施方式,本领域技术人员可以根据本实用新型作出各种改变和变形,只要不脱离本实用新型的精神,均应属于本实用新型所附权利要求所定义的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1