一种应用于无人机的锂电池的制作方法
1.本实用新型涉及无人机电池技术领域,具体为一种应用于无人机的锂电池。
背景技术:
2.随着社会的发展无人机在街道拍摄、监控巡查、电力巡检、交通监视、灾后救援、影视剧拍摄等领域中应用的越来越广泛,随着市场需求不断增加,小型化无人机的应用越来越多,小型化无人机的锂电池的设计及应用要求越来越高。
3.目前,现有的电池模组,具有以下缺点:、
4.1.模组能量密度无法满足客户需求(标称电压:20v-24v,同时要求输出持续放电电流达到20a,标称容量≥21ah);
5.2.电池组在持续20a放电时,电池的温度会持续上升,当放点30分钟后电池的温度≥65℃,散热不好,导致续航里程少、电芯容易膨胀,出现安全事故的风险高;
6.3.电池装配困难,作业时需要人工限位加工,且容易对电池造成损害,电池残次率高。
7.因此,需要对现有的无人机的电池组进行改进。
技术实现要素:
8.本实用新型的目的在于解决现有的电池组装配困难、散热效果差、航里程少等问题,提供了一种应用于无人机的结构简单、部件加工方便、作业员装配方便的锂电池,本实用新型的锂电池一方面能够满足客户的模组尺寸及性能需求,且当电池组持续飞行1h后,电池温度可控制在50℃以内;另一方面锂电池本身重量大大降低,提高了无人机的续航里程。
9.实现实用新型目的的技术方案如下:一种应用于无人机的锂电池,包括电池壳体及位于电池壳体内的电池组。电池组包括电池模组,电池模组包括电池体,电池体包括至少2个堆叠的电芯,电芯的极耳一端与极耳转接板连接,极耳转接板用于将至少2个电芯串联。
10.其中,电池模组还包括散热结构,散热结构包括位于相邻的电芯之间的电芯散热片、位于电池体外部的电池体散热片。
11.本实用新型通过对应用于无人机的锂电池进行设计,通过在电芯之间增加电芯散热片,同时,在电池体外部增加电池体散热片,使得锂电池在长时间工作时能够很好的散热,避免电池的因散热不好而导致温度超过50℃而产生的安全风险。
12.进一步的,电芯散热片与电芯经高温胶粘接,电池体散热片与电池体经高温胶粘接。
13.进一步的,作为对电池模组的改进,电池模组还包括保护板及插头板,保护板与插头板之间经铜柱焊接为一体。保护板具有均衡充电功能,且保护板与极耳转接板连接。插头板上设有充放电插头,充放电插头用于外接充电设备或用电设备。
14.更进一步的,作为对电池模组的改进,电池模组还包括指示灯板,指示灯板与保护
板分别位于电池体一端的两端,且指示灯板与保护板经转接线连接。
15.优选的,指示灯板上设有若干个导光柱,导光柱与保护板经转接线连接。
16.优选的,指示灯板上还设有电池开关,电池开关与保护板经转接线连接。
17.进一步的,为了进一步对锂电池降温,同时降低锂电池的自身重量,使电池壳体为镂空结构外壳,包括电池下盖、电池上盖、电池前盖,且电池上盖及电池下盖上均加工有镂孔。
18.更进一步的,电池下盖与电池上盖卡合连接,且电池组安装在电池下盖的安装槽内。电池前盖位于指示灯板一侧,且电池前盖上设有与电池上盖及电池下盖配合的安装卡位。
19.本实用新型的锂电池的安装流程为:至少2个电芯叠放配组---电芯极耳裁剪---极耳贴高温胶--电芯侧边贴高温胶---装电芯散热片---电芯组合缠胶---装电池体散热片----装极耳转接板----焊接极耳转接板----极耳转接板测试---线外加工保护板及插头板----将保护板与极耳转接板连接----性能测试---电池组装入电池下盖---导光柱组装---电源按钮组装---将电池上盖与电池下盖扣合---组装电池前盖---性能测试---外观检验。
20.与现有技术相比,本实用新型的有益效果是:
21.1.通过电芯散热片、电池体散热片的使用,在无人机飞行过程中,都能够电池进行散热,同时镂孔设计的电池壳体也能够辅助电池的散热,使得无人机在高空50米正常飞行1个小时,电池组运行温度控制在50℃以下,确保飞行安全。
22.2.锂电池能够满足客户在尺寸及性能方面的需求,当无人机持续飞行1h后,电池的温度可控制在50℃以内,安全性高。
23.3.电池壳体采用镂孔设计,能够大大减少电池本身的重量,提高无人机的安全性及续航里程。
24.4.将保护板与插头板通过铜柱连接成一体结构,能够保证电池的过流,同时对电池的组装尺寸进行限位。
25.5.传统锂电池中,保护板与均衡板单独设计,需要人工线外加工,而本实用新型的锂电池将均衡充电功能加载在保护板中,将现有的保护板与均衡板设计成一片板,能够大大减少人工线外加工,节约成本,也能够节省电池空间,减轻电池重量。
附图说明
26.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本实用新型为了更清楚地说明本实用新型实施例或现有技术中的技术方案,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
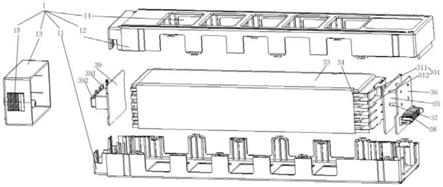
27.图1为本实用新型的锂电池的爆炸图;
28.图2为具体实施方式中的电芯散热片的示意图;
29.图3为具体实施方式中的保护板与插头板的示意图;
30.其中,1.电池壳体;11.电池下盖;12.电池上盖;13.电池下盖;14.镂孔;15.安装卡
位;31.电池体;311.电芯;312.极耳转接板;33.电芯散热片;34.电池体散热片;35.保护板;36.插头板;37.铜柱;38.充放电插头;39.指示灯板;391.导光柱;392.电池开关。
具体实施方式
31.下面结合具体实施例来进一步描述本实用新型,本实用新型的优点和特点将会随着描述而更为清楚。但这些实施例仅是范例性的,并不对本实用新型的范围构成任何限制。本领域技术人员应该理解的是,在不偏离本实用新型的精神和范围下可以对本实用新型技术方案的细节和形式进行修改或替换,但这些修改和替换均落入本实用新型的保护范围内。
32.在本实施例的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明创造和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明创造的限制。
33.此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明创造的描述中,除非另有说明,“多个”的含义是两个或两个以上。
34.本具体实施方式公开了一种应用于无人机的锂电池,请参图1所示,应用于无人机的锂电池包括电池壳体1及位于电池壳体1内的电池组。电池组包括电池模组,电池模组包括电池体31,电池体31包括至少2个堆叠的电芯311。电芯311的极耳一端与极耳转接板312连接,极耳转接板312用于将至少2个电芯311串联。
35.其中,如图1所示,电池模组还包括散热结构,散热结构包括位于相邻的电芯311之间的电芯散热片33,电芯散热片33择优选择如图2所示结构,包括与电芯311的长度及宽度均相同的长方形片状结构,还包括位于长方形片状结构的折弯结构,折弯结构与电芯311的厚度相同。电芯散热片33与电芯311经高温胶粘接,电芯散热片33能够对电芯311进行散热,避免电池工作时,电芯311的温度超过50℃。
36.如图1所示,散热结构还包括位于电池体31外部的电池体散热片34,电池体散热片34包裹在电池体31的外周,且电池体散热片34与电池体31经高温胶粘接,电池体散热片34能够对电池体31进行进一步的散热,避免电池工作时,电池体31的温度超过50℃。
37.其中,如图1及图3所示,电池模组还包括保护板35及插头板36,保护板35与插头板36之间经铜柱37焊接为一体,将保护板35与插头板36焊之间通过铜柱焊接成一体,能够保证电池的过流,并能够对电池组装尺寸限位。保护板35具有均衡充电功能,且保护板35与极耳转接板312连接。插头板36上设有充放电插头38,充放电插头38用于外接充电设备或用电设备。
38.其中,作为对电池模组的改进,电池模组还包括指示灯板39,指示灯板39与保护板35分别位于电池体31一端的两端,且指示灯板39与保护板35经转接线连接。
39.优选的,指示灯板39上设有若干个导光柱391,导光柱391与保护板35经转接线连接。
40.优选的,指示灯板39上还设有电池开关392,电池开关392与保护板35经转接线连接。
41.其中,请参图1所示,电池壳体1为镂空结构外壳,包括电池下盖11、电池上盖12、电池前盖13,且电池上盖12及电池下盖11上均加工有镂孔14。具体的,电池下盖11与电池上盖12卡合连接,电池组安装在电池下盖11的安装槽内。电池前盖13位于指示灯板39一侧,且电池前盖13上设有与电池上盖12及电池下盖11配合的安装卡位15。
42.以下通过根据尺寸为:386*79*51mm,能力密度≥158wh,标称电压:20v-24v,输出持续放电电流达到20a,标称容量≥21ah的需求设计的锂电池,对锂电池的加工进行详细说明:
43.材料准备:6片电芯311,4个电芯散热片33(70*20*6.0mm),4块电池体散热片34(260*73.8*51.0mm),电池壳体1、保护板35、极耳转接板312、指示灯板39、插头板36、宽高温胶(25mm)。
44.锂电池的安装过程如下:
45.1.电池体31组装:首先,6片电芯311(1p6s)叠放,通过极耳转接板312串联,在相邻的电芯311上用高温胶粘接电芯散热片33;其次,在高温胶将电池体散热片34分别粘在叠放后电芯311的上、下、前、后四面上;再次,使用激光焊接将极耳焊接到极耳转接板312上。
46.2.保护板35与插头板36的组装:将插头板36与保护板35使用铜柱37锡焊并进行固定并限距。
47.3.保护板35与电池体31组装:将极耳转接板312与保护板35通过b+/b-位置使用锡焊固定10号线进行连接,红色为正极,黑色为负极;将电芯311的电压通过对插头与转接线的方式连接于极耳转接板312和保护板35上。
48.4.将3中的电池组装入在电池下盖11上。
49.5.将导光柱391、电池开关392安装在指示灯板39上,再将保护板35与指示灯板39使用对插头转接线方式进行连接。
50.6.将电池上盖12、电池下盖13依次安装,形成完整的锂电池。
51.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
52.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1