一种高产能双面补锂系统的制作方法
1.本实用新型涉及锂电池生产加工设备技术领域,具体的说,是涉及一种高产能双面补锂系统。
背景技术:
2.目前,国内外锂电行业具有良好的发展前景,锂离子电池以其特有的性能优势已在便携式电器如手提电脑、摄像机、移动通讯中得到普遍应用。目前开发的大容量锂离子电池已在电动汽车中开始试用,预计将成为21世纪电动汽车的主要动力电源之一,并将在人造卫星、航空航天和储能方面得到应用。随着能源的紧缺和世界的环保方面的压力,锂电池在被广泛应用于电动车行业,特别是高能量密度材料电池的出现,更推动了锂电池产业的发展和应用。
3.在电池生产过程中,锂离子电池极片的补锂工艺是提高锂离子电池容量的关键技术。补锂工艺的关键在于压延与覆膜,压延和覆膜作为独立的装置在极片补锂工艺中起到无可替代的作用,但要想形成产业化,就必须把两者有机的结合在一起,形成一种完整的设备用于生产中。
4.以上缺陷,有待改善。
技术实现要素:
5.为了克服现有的技术的不足, 本实用新型提供一种高产能双面补锂系统。
6.本实用新型技术方案如下所述:
7.一种高产能双面补锂系统,包括a面压延覆膜装置、a面隔离膜放卷装置、a面隔离膜收卷装置、a面锂带放卷装置、b面压延覆膜装置、b面隔离膜放卷装置、b面隔离膜收卷装置、b面锂带放卷装置、极片放卷装置及极片收卷装置;
8.所述a面压延覆膜装置包括a面压延端和a面覆膜端,a面隔离膜与a面锂带同时经过所述a面压延端,使得所述a面锂带压延成a面锂膜,经过所述a面压延端的所述a面隔离膜收卷于所述a面隔离膜收卷装置,所述a面锂膜和极片同时经过所述a面覆膜端,使得所述a面锂膜压入所述极片a面的涂布层形成a面补锂极片;
9.所述b面压延覆膜装置包括b面压延端和b面覆膜端,b面隔离膜与b面锂带同时经过所述b面压延端,使得所述b面锂带压延成b面锂膜,经过所述b面压延端的所述b面隔离膜收卷于所述b面隔离膜收卷装置,所述b面锂膜和所述a面补锂极片同时经过所述b面覆膜端,使得所述b面锂膜压入所述a面补锂极片b面的涂布层形成双面补锂极片并收卷于所述极片收卷装置。
10.根据上述方案的本实用新型,所述a面压延覆膜装置包括依次相互平行设置的第一压延活动辊、第一基准活动辊及第一覆膜活动辊,
11.所述a面隔离膜位于所述a面锂带的一侧,所述a面锂带的另一侧涂有硅油,所述a面隔离膜与所述a面锂带同时进入所述第一压延活动辊与所述第一基准活动辊之间,在所
述第一压延活动辊与所述第一基准活动辊之间时,所述a面隔离膜与所述第一压延活动辊接触,所述a面锂带涂有硅油的一侧与所述第一基准活动辊接触,所述第一压延活动辊的转动速度小于所述第一基准活动辊的转动速度;所述a面锂带在所述第一压延活动辊与所述第一基准活动辊之间压延成所述a面锂膜后,沿着所述第一基准活动辊与所述极片同时进入所述第一基准活动辊与所述第一覆膜活动辊之间,所述a面锂膜和所述极片经过所述第一基准活动辊与所述第一覆膜活动辊之间后,所述a面锂膜压入所述极片a面的涂布层上形成所述a面补锂极片。
12.进一步的,所述a面压延覆膜装置还包括第一固定辊和第一施压装置,所述第一固定辊设置在所述第一压延活动辊远离所述第一基准活动辊的一侧,且所述第一固定辊与所述第一压延活动辊平行,所述第一施压装置带动所述第一覆膜活动辊往所述第一固定辊方向施压。
13.进一步的,所述第一基准活动辊上设置有用于清除附着在所述第一基准活动辊上残留的所述a面锂膜的第一刮刀装置。
14.进一步的,所述第一压延活动辊与所述第一基准活动辊之间设置有用于调整所述第一压延活动辊与所述第一基准活动辊之间的间隙的第一间隙调整装置,所述第一基准活动辊与所述第一覆膜活动辊之间设置有用于调整所述第一基准活动辊与所述第一覆膜活动辊之间的间隙的第二间隙调整装置。
15.根据上述方案的本实用新型,所述b面压延覆膜装置包括依次相互平行设置的第二压延活动辊、第二基准活动辊及第二覆膜活动辊,
16.所述b面隔离膜位于所述b面锂带的一侧,所述b面锂带的另一侧涂有硅油,所述b面隔离膜与所述b面锂带同时进入所述第二压延活动辊与所述第二基准活动辊之间,在所述第二压延活动辊与所述第二基准活动辊之间时,所述b面隔离膜与所述第二压延活动辊接触,所述b面锂带涂有硅油的一侧与所述第二基准活动辊接触,所述第二压延活动辊的转动速度小于所述第二基准活动辊的转动速度;所述b面锂带在所述第二压延活动辊与所述第二基准活动辊之间压延成所述b面锂膜后,沿着所述第二基准活动辊与所述a面补锂极片同时进入所述第二基准活动辊与所述第二覆膜活动辊之间,所述b面锂膜和所述a面补锂极片经过所述第二基准活动辊与所述第二覆膜活动辊之间后,所述b面锂膜压入所述a面补锂极片b面的涂布层上形成所述双面补锂极片。
17.进一步的,所述b面压延覆膜装置还包括第二固定辊和第二施压装置,所述第二固定辊设置在所述第二压延活动辊远离所述第二基准活动辊的一侧,且所述第二固定辊与所述第二压延活动辊平行,所述第二施压装置带动所述第二覆膜活动辊往所述第二固定辊方向施压。
18.进一步的,所述第二基准活动辊上设置有用于清除附着在所述第二基准活动辊上残留的所述b面锂膜的第二刮刀装置。
19.进一步的,所述第二压延活动辊与所述第二基准活动辊之间设置有用于调整所述第二压延活动辊与所述第二基准活动辊之间的间隙的第三间隙调整装置,所述第二基准活动辊与所述第二覆膜活动辊之间设置有用于调整所述第二基准活动辊与所述第二覆膜活动辊之间的间隙的第四间隙调整装置。
20.根据上述方案的本实用新型,还包括ccd检测装置和贴标装置,所述ccd检测装置
和所述贴标装置设置在所述双面补锂极片被所述极片收卷装置收卷的收卷路径上。
21.与现有技术相比,本实用新型的有益效果在于:
22.1、本实用新型通过将原本独立的压延装置和覆膜装置有机结合在一起,形成一套完成的集压延和覆膜于一身的高产能双面补锂系统,不仅可以双面补锂成倍的提高生产效率,且一套压延覆膜装置仅需要一套隔离膜收发装置,从而使得本实用新型生产效率高,结构紧凑,占用空间小,成本低,性能优良,可以实现产业化应用;
23.2、本实用新型通过第一压延活动辊、第一基准活动辊及第一覆膜活动辊将原本独立的a面压延装置和a面覆膜装置有机结合在一起,锂带覆极片一辊完成;
24.3、本实用新型通过第二压延活动辊、第二基准活动辊及第二覆膜活动辊将原本独立的b面压延装置和b面覆膜装置有机结合在一起,锂带覆极片一辊完成。
附图说明
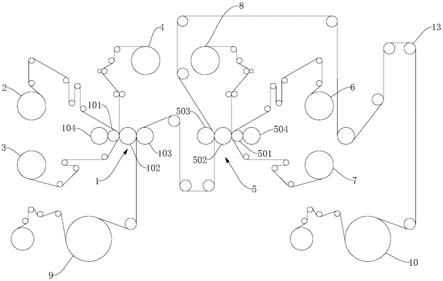
25.图1为本实用新型一实施例的结构示意图;
26.图2为本实用新型一实施例a面压延覆膜装置的走带示意图;
27.图3为本实用新型一实施例b面压延覆膜装置的走带示意图;
28.图4为本实用新型又一实施例的结构示意图。
29.在图中,
30.1、a面压延覆膜装置;101、第一压延活动辊;102、第一基准活动辊;103、第一覆膜活动辊;104、第一固定辊;105、第一刮刀装置;
31.2、a面隔离膜放卷装置;
32.3、a面隔离膜收卷装置;
33.4、a面锂带放卷装置;
34.5、b面压延覆膜装置;501、第二压延活动辊;502、第二基准活动辊;503、第二覆膜活动辊;504、第二固定辊;505、第二刮刀装置;
35.6、b面隔离膜放卷装置;
36.7、b面隔离膜收卷装置;
37.8、b面锂带放卷装置;
38.9、极片放卷装置;
39.10、极片收卷装置;
40.11、ccd检测装置;
41.12、贴标装置;
42.13、定滑轮;
43.100、a面锂带;
44.200、极片;
45.300、a面隔离膜;
46.400、b面锂带;
47.500、b面隔离膜;
48.600、a面补锂极片;
49.700、双面补锂极片。
具体实施方式
50.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。
51.需要说明的是,当部件被称为“固定在”或者“设置在”另一个部件,它可以直接或者间接位于该另一个部件上。当一个部件被称为“连接于”另一个部件,它可以是直接或者间接连接至该另一个部件上。术语“上”、“下”、“侧”、“平行”等指示的方位或位置为基于附图所示的方位或位置,仅是为了便于描述,不能理解为对本技术方案的限制。术语“第一”、“第二”、“第三”、“第四”仅用于便于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明技术特征的数量。“多个”的含义是两个或两个以上,除非另有明确具体的限定。
52.请参阅图1,本实用新型实施例提供了一种高产能双面补锂系统,包括用于将a面锂带100压延成a面锂膜并附着在极片200a面上的a面压延覆膜装置1、用于供给a面隔离膜300的a面隔离膜放卷装置2、用于回收a面隔离膜300的a面隔离膜收卷装置3、用于供给a面锂带100的a面锂带放卷装置4、用于将b面锂带400压延成b面锂膜并附着在极片200b面上的b面压延覆膜装置5、用于供给b面隔离膜500的b面隔离膜放卷装置6、用于回收b面隔离膜500的b面隔离膜收卷装置7、用于供给b面锂带400的b面锂带放卷装置8、用于供给极片200的极片放卷装置9及用于回收补锂后的极片200的极片收卷装置10。
53.a面压延覆膜装置1包括a面压延端和a面覆膜端,a面隔离膜300与a面锂带100同时经过a面压延端,使得a面锂带压延成a面锂膜,经过a面压延端的a面隔离膜300收卷于a面隔离膜收卷装置3,a面锂膜和极片200同时经过a面覆膜端,使得a面锂膜压入极片200a面的涂布层形成a面补锂极片600;b面压延覆膜装置5包括b面压延端和b面覆膜端,b面隔离膜500与b面锂带400同时经过b面压延端,使得b面锂带400压延成b面锂膜,经过b面压延端的b面隔离膜500收卷于b面隔离膜收卷装置7,b面锂膜和a面补锂极片600同时经过b面覆膜端,使得b面锂膜压入a面补锂极片600b面的涂布层形成双面补锂极片700并收卷于极片收卷装置10。
54.具体的,a面隔离膜300与a面锂带100同时进入a面压延覆膜装置1的压延端,a面隔离膜300从a面压延覆膜装置1的压延端出来后剥离并由a面隔离膜收卷装置3收卷,a面锂带100经过a面压延覆膜装置1的压延端后压延成a面锂膜并与极片200同时进入a面压延覆膜装置1的覆膜端,a面锂膜和极片200经过a面压延覆膜装置1的覆膜端后,a面锂膜压入极片200a面的涂布层形成a面补锂极片600;b面隔离膜500与b面锂带400同时进入b面压延覆膜装置5的压延端,b面隔离膜500从b面压延覆膜装置5的压延端出来后剥离并由b面隔离膜收卷装置7收卷,b面锂带400经过b面压延覆膜装置5的压延端后压延成b面锂膜并与a面补锂极片600同时进入b面压延覆膜装置5的覆膜端,b面锂膜和a面补锂极片600经过b面压延覆膜装置5的覆膜端后,b面锂膜压入a面补锂极片600b面的涂布层形成双面补锂极片700并由极片收卷装置10收卷。
55.本实用新型通过将原本独立的压延装置和覆膜装置有机结合在一起,形成一套完成的集压延和覆膜于一身的高产能双面补锂系统,不仅可以双面补锂成倍的提高生产效率,且一套压延覆膜装置仅需要一套隔离膜收发装置,从而使得本实用新型生产效率高,结构紧凑,占用空间小,成本低,性能优良,可以实现产业化应用。
56.请参阅图2,在一个优选的实施例中,a面压延覆膜装置1包括依次相互平行设置的
第一压延活动辊101、第一基准活动辊102及第一覆膜活动辊103。a面隔离膜300位于a面锂带100的一侧,a面锂带100的另一侧涂有硅油,a面隔离膜300的目的在于保护a面锂带100在压延过程中不跟第一压延活动辊101接触的作用,涂硅油的目的在于避免a面锂带100在压延和覆膜过程中粘在第一基准活动辊102上。a面隔离膜300与a面锂带100同时进入第一压延活动辊101与第一基准活动辊102之间,在第一压延活动辊101与第一基准活动辊102之间时,a面隔离膜300与第一压延活动辊101接触,a面锂带100涂有硅油的一侧与第一基准活动辊102接触,第一压延活动辊101的转动速度小于第一基准活动辊102的转动速度;a面锂带100在第一压延活动辊101与第一基准活动辊102之间压延成a面锂膜后,因第一压延活动辊101的转动速度小于第一基准活动辊102的转动速度产生离心力,a面锂膜在离心力的作用下沿着第一基准活动辊102与极片200同时进入第一基准活动辊102与第一覆膜活动辊103之间,第一基准活动辊102和第一覆膜活动辊103的转动速度一致,a面锂膜和极片200经过第一基准活动辊102与第一覆膜活动辊103之间后,a面锂膜压入极片200a面的涂布层上形成a面补锂极片600。本实用新型通过第一压延活动辊101、第一基准活动辊102及第一覆膜活动辊103将原本独立的a面压延装置和a面覆膜装置有机结合在一起,锂带覆极片一辊完成,结构紧凑,占用空间小,性能优良,可以实现产业化应用。
57.请参阅图2,进一步的,a面压延覆膜装置1还包括第一固定辊104和第一施压装置(图未示出,下同),第一固定辊104设置在第一压延活动辊101远离第一基准活动辊102的一侧,且第一固定辊104与第一压延活动辊101平行,第一施压装置带动第一覆膜活动辊103往第一固定辊104方向施压,从而使第一覆膜活动辊103往第一基准活动辊102挤压,第一基准活动辊102往第一压延活动辊101挤压,而设置第一固定辊104的目的在于保证第一压延活动辊101在第一施压装置施压时不容易变形,起到加强作用。
58.请参阅图4,进一步的,在覆膜过程中,a面锂膜可能由于各种原因(如硅油涂抹涂均匀等等)不能完成覆膜在极片200上,从而残留在第一基准活动辊102的表面,影响后续的覆膜或者压延作业,因此在本实施例中,第一基准活动辊102上设置有用于清除附着在第一基准活动辊102上残留的a面锂膜的第一刮刀装置105,因第一刮刀装置105为以往的技术,不再对其做具有进行说明。
59.进一步的,第一压延活动辊101与第一基准活动辊102之间设置有用于调整第一压延活动辊101与第一基准活动辊102之间的间隙的第一间隙调整装置(图未示出,下同),由于在压延过程中,需要把a面锂带100用一定的压力压成薄一些的a面锂膜。而a面锂带100变薄是有一定比例的,太多了会破坏a面锂带100的结构,太少了a面锂带100又没法充分嵌入至极片200a面的涂布区,故在压延力不变的情况下工作间隙的大小就显得特别重要,如果不调整好工作间隙就没法生产合格的产品。
60.第一基准活动辊102与第一覆膜活动辊103之间设置有用于调整第一基准活动辊102与第一覆膜活动辊103之间的间隙的第二间隙调整装置(图未示出,下同)。由于覆膜过程是一个嵌入式的过程,就是把a面锂膜用一定的压力嵌入至极片200a面的涂布区,覆膜后的极片200相较于覆膜前的极片200会变薄一些。而极片200变薄是有一定比例的,太多了会破坏极片200的涂布区的结构,太少了a面锂膜又没法充分嵌入至极片200a面的涂布区,故在覆膜力不变的情况下工作间隙的大小就显得特别重要,如果不调整好工作间隙就没法生产合格的产品。因第一间隙调整装置和第二间隙调整装置为以往的技术,不再对其做具有
进行说明。
61.请参阅图3,在一个优选的实施例中,b面压延覆膜装置5包括依次相互平行设置的第二压延活动辊501、第二基准活动辊502及第二覆膜活动辊503。b面隔离膜500位于b面锂带400的一侧,b面锂带400的另一侧涂有硅油,b面隔离膜500的目的在于保护b面锂带400在压延过程中不跟第二压延活动辊501接触的作用,涂硅油的目的在于避免b面锂带400在压延和覆膜过程中粘在第二基准活动辊502上。b面隔离膜500与b面锂带400同时进入第二压延活动辊501与第二基准活动辊502之间,在第二压延活动辊501与第二基准活动辊502之间时,b面隔离膜500与第二压延活动辊501接触,b面锂带400涂有硅油的一侧与第二基准活动辊502接触,第二压延活动辊501的转动速度小于第二基准活动辊502的转动速度;b面锂带400在第二压延活动辊501与第二基准活动辊502之间压延成b面锂膜后,因第二压延活动辊501的转动速度小于第二基准活动辊502的转动速度产生离心力,b面锂膜在离心力的作用下沿着第二基准活动辊502与a面补锂极片600同时进入第二基准活动辊502与第二覆膜活动辊503之间,第二基准活动辊502和第二覆膜活动辊503的转动速度一致,b面锂膜和a面补锂极片600经过第二基准活动辊502与第二覆膜活动辊503之间后,b面锂膜压入a面补锂极片600b面的涂布层上形成双面补锂极片700。本实用新型通过第二压延活动辊501、第二基准活动辊502及第二覆膜活动辊503将原本独立的b面压延装置和b面覆膜装置有机结合在一起,锂带覆极片一辊完成,结构紧凑,占用空间小,性能优良,可以实现产业化应用。
62.请参阅图3,进一步的,b面压延覆膜装置5还包括第二固定辊504和第二施压装置(图未示出,下同),第二固定辊504设置在第二压延活动辊501远离第二基准活动辊502的一侧,且第二固定辊504与第二压延活动辊501平行,第二施压装置带动第二覆膜活动辊503往第二固定辊504方向施压,从而使第二覆膜活动辊503往第二基准活动辊502挤压,第二准活动辊往第二压延活动辊501挤压,而设置第二固定辊504的目的在于保证第二压延活动辊501在第二施压装置施压时不容易变形,起到加强作用。
63.请参阅图4,进一步的,在覆膜过程中,b面锂膜可能由于各种原因(如硅油涂抹涂均匀等等)不能完成覆膜在极片200上,从而残留在第二基准活动辊502的表面,影响后续的覆膜或者压延作业,因此在本实施例中,第二基准活动辊502上设置有用于清除附着在第二基准活动辊502上残留的b面锂膜的第二刮刀装置505,因第二刮刀装置505为以往的技术,不再对其做具有进行说明。
64.进一步的,第二压延活动辊501与第二基准活动辊502之间设置有用于调整第二压延活动辊501与第二基准活动辊502之间的间隙的第三间隙调整装置(图未示出,下同)。由于在压延过程中,需要把b面锂带400用一定的压力压成薄一些的b面锂膜。而b面锂带400变薄是有一定比例的,太多了会破坏b面锂带400的结构,太少了b面锂带400又没法充分嵌入至极片200b面的涂布区,故在压延力不变的情况下工作间隙的大小就显得特别重要,如果不调整好工作间隙就没法生产合格的产品。
65.第二基准活动辊502与第二覆膜活动辊503之间设置有用于调整第二基准活动辊502与第二覆膜活动辊503之间的间隙的第四间隙调整装置(图未示出,下同)。由于覆膜过程是一个嵌入式的过程,就是把b面锂膜用一定的压力嵌入至极片200b面的涂布区,覆膜后的极片200相较于覆膜前的极片200会变薄一些。而极片200变薄是有一定比例的,太多了会破坏极片200的涂布区的结构,太少了b面锂膜又没法充分嵌入至极片200b面的涂布区,故
在覆膜力不变的情况下工作间隙的大小就显得特别重要,如果不调整好工作间隙就没法生产合格的产品。因第三间隙调整装置和第四间隙调整装置为以往的技术,不再对其做具有进行说明。
66.请参阅图4,在一个优选的实施例中,高产能双面补锂系统还包括ccd检测装置11和贴标装置12,ccd检测装置11和贴标装置12设置在双面补锂极片700被极片收卷装置10收卷的收卷路径上。通过ccd检测装置11对双面补锂极片700进行质量检测,如出现不合格产品,ccd检测装置11发出信号,系统指令贴标装置12动作,对贴标装置12对双面补锂极片700上不合格产品段落进行标识,便于后续工序剪除双面补锂极片700不合格产品段落。
67.请参阅图1,在一个优选的实施例中,由于高产能双面补锂系统的组成部件较多,并且交汇点较多,为此,通过调整极片200、a面锂带100、b面锂带400、a面隔离膜300及b面隔离膜500的走向可以使得各个组成部件的布局更加紧凑,尽可能地减小高产能双面补锂系统的总体体积,为此,高产能双面补锂系统设置有多个定滑轮13,通过定滑轮13极片200、a面锂带100、b面锂带400、a面隔离膜300及b面隔离膜500,节约设备安装空间,优化设备结构。
68.应当理解的是,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本实用新型所附权利要求的保护范围。
69.上面结合附图对本实用新型专利进行了示例性的描述,显然本实用新型专利的实现并不受上述方式的限制,只要采用了本实用新型专利的方法构思和技术方案进行的各种改进,或未经改进将本实用新型专利的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1