一种锂电池箱上盖自动装备机构的制作方法
1.本实用新型涉及自动化生产设备技术领域,特别涉及一种锂电池箱装配设备。
背景技术:
2.新能源汽车行业近年来迅猛发展,带动了行业上下游工厂的产能扩张与智能化装备改造。锂电池是新能源汽车核心部件三电之一,电芯装配线开始广泛采用自动化装备。
3.现有的锂电池箱上盖装配工序由人工手动完成,锂电池箱主体与上盖零件的装配工序的内容是将前道工序涂完胶的上盖反过来安装到电池箱,然后压合,目前操作为人工从前序取下涂完胶的上盖,手动翻转过来放在电池箱上盖安装面,然后按下启动按钮,压盖机构下移压紧。现有的人工上盖装配有以下缺陷:1.人工操作抓握上盖时,容易触碰到胶线,并且污染涂胶面,不仅压盖后安装面胶水固化层厚度不稳定,影响密封效果,而且胶水渗到产品工作台和手上,影响产品外观和现场整洁;2.人工上盖装配工序目前节拍不能满足产能需求,人工装配效率低,装配定位不精确;3.同时员工虽然带有一次性手套,仍会发生皮肤与胶水接触的情况,长期下来对员工和公司是一个潜在的隐患。
技术实现要素:
4.本发明的目的在于实现自动化装盖,提高产效,避免胶水四溅,保证压合面涂胶层厚度和密封效果稳定,维护产品外观整洁和现场环境干净。为实现上述目的,本实用新型采用以下技术方案:
5.一种锂电池箱上盖自动装备机构,包括上盖翻转组件、电池箱定位组件、压盖组件及电池箱传输组件。
6.所述上盖翻转组件包括驱动电机、设置于所述驱动电机输出轴端的翻转板、设置于所述翻转板四角上的限位固定块。
7.所述电池箱定位组件包括设置于工装定位板,工装定位板上设置有与电池箱上盖相匹配的开口槽,开口槽的四侧设置有夹紧气缸,夹紧气缸输出端固定夹紧板,靠近上盖翻转组件一侧的夹紧气缸设置于工装定位板下侧以避免阻碍翻盖动作,所述工装定位板设置于升降组件上以完成升降动作。压盖工序完成以后,夹紧气缸缩回,工装定位板上移,放行产品。
8.所述压盖组件包括固定于机架上的升降气缸,设置于升降气缸前端的压盖板,以及固定于压盖板两端并可滑动的穿过机架固定板的导向轴。
9.进一步的,所述工装定位板上还设置有视觉拍照模组,工作时相机抓取压盖组件的动作次数,程序判断工位的节拍是否满足生产线需求,对上盖装配的工作速度进行限制。
10.进一步的,所述压盖组件上设置有压力传感器用于检测压力,以便及时调整压盖压力,克服了压装时胶水四溅的问题。
11.进一步的,所述压盖组件上设置有色标传感器,通过上盖和电池箱的颜色对比,鉴定上盖装配状态。
12.进一步的,电池箱放置于电池定位板上。
13.本实用新型采用的技术方案具有以下有益效果。
14.1.机器上盖装配替代人工上盖装配,提高生产效率,降低成本;
15.2.保证了上盖与电池箱的准确定位。
16.3.使用压盖组件压盖,压盖板下压,上盖受理均匀平稳,避免了压盖时胶水四溅的现象,保证压合面涂胶层厚度和密封效果稳定;
17.4.有效的保持了产品外观整洁和现场环境干净,排除人身皮肤安全隐患。
附图说明
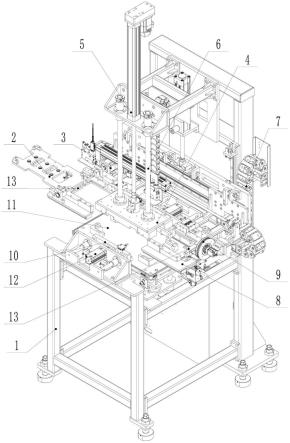
18.图1为本实用新型的一种具体实施例结构示意图立体图一。
19.图2为本实用新型的一种具体实施例结构示意图立体图二。
20.图3为本实用新型的一种具体实施例结构示意图局部放大图。
具体实施方式
21.下面结合附图,对本实用新型的技术方案做进一步解释说明。
22.一种锂电池箱上盖自动装备机构,包括上盖翻转组件、电池箱定位组件、压盖组件及电池箱传输组件。
23.所述上盖翻转组件包括驱动电机3、设置于所述驱动电机3输出轴端的翻转板2、设置于所述翻转板2四角上的限位固定块14。
24.所述电池箱定位组件包括设置于工装定位板8,工装定位板8上设置有与电池箱上盖相匹配的开口槽15,开口槽15的四侧设置有夹紧气缸,夹紧气缸包括设置于前后侧的第一夹紧气缸12和设置与左右侧传输方向上的第二夹紧气缸13,夹紧气缸输出端固定夹紧板10,靠近上盖翻转组件一侧的夹紧气缸设置于工装定位板8下侧以避免阻碍翻盖动作,所述工装定位板8设置于升降组件7上以完成升降动作。压盖工序完成以后,夹紧气缸缩回,工装定位板8上移,放行产品。
25.所述压盖组件包括固定于机架1上的升降气缸5,设置于升降气缸5前端的压盖板4,以及固定于压盖板4两端并可滑动的穿过机架固定板16的导向轴6。
26.所述工装定位板8上还设置有视觉拍照模组9,工作时相机抓取压盖组件的动作次数,程序判断工位的节拍是否满足生产线需求,对上盖装配的工作速度进行限制。
27.所述压盖组件上设置有压力传感器用于检测压力,以便及时调整压盖压力,克服了压装时胶水四溅的问题。
28.所述压盖组件上设置有色标传感器,通过上盖和电池箱的颜色对比,鉴定上盖装配状态。
29.电池箱放置于电池定位板11上。
30.综上所述,本实用新型采用的技术方案以机器上盖装配替代人工上盖装配,提高生产效率,降低成本;保证了上盖与电池箱的准确定位。使用压盖组件压盖,压盖板下压,上盖受理均匀平稳,避免了压盖时胶水四溅的现象,保证压合面涂胶层厚度和密封效果稳定;此外有效的保持了产品外观整洁和现场环境干净,排除人身皮肤安全隐患。
技术特征:
1.一种锂电池箱上盖自动装备机构,其特征在于:包括上盖翻转组件、电池箱定位组件、压盖组件及电池箱传输组件。2.如权利要求1所述的一种锂电池箱上盖自动装备机构,其特征在于:所述上盖翻转组件包括驱动电机、设置于所述驱动电机输出轴端的翻转板、设置于所述翻转板四角上的限位固定块;所述电池箱定位组件包括设置于工装定位板,工装定位板上设置有与电池箱上盖相匹配的开口槽,开口槽的四侧设置有夹紧气缸,夹紧气缸输出端固定夹紧板,靠近上盖翻转组件一侧的夹紧气缸设置于工装定位板下侧以避免阻碍翻盖动作,所述工装定位板设置于升降组件上以完成升降动作,压盖工序完成以后,夹紧气缸缩回,工装定位板上移,放行产品;所述压盖组件包括固定于机架上的升降气缸,设置于升降气缸前端的压盖板,以及固定于压盖板两端并可滑动的穿过机架固定板的导向轴。3.如权利要求2所述的一种锂电池箱上盖自动装备机构,其特征在于:所述工装定位板上还设置有视觉拍照模组。4.如权利要求2所述的一种锂电池箱上盖自动装备机构,其特征在于:所述压盖组件上设置有压力传感器用于检测压力。5.如权利要求2所述的一种锂电池箱上盖自动装备机构,其特征在于:所述压盖组件上设置有色标传感器。6.如权利要求2所述的一种锂电池箱上盖自动装备机构,其特征在于:电池箱放置于电池定位板上。
技术总结
本实用新型涉及自动化生产设备技术领域,特别涉及一种锂电池箱装配设备。一种锂电池箱上盖自动装备机构,包括上盖翻转组件、电池箱定位组件、压盖组件及电池箱传输组件。上盖翻转组件包括驱动电机、设置于所述驱动电机输出轴端的翻转板、设置于翻转板四角上的限位固定块。所述电池箱定位组件包括设置于工装定位板,工装定位板上设置有与电池箱上盖相匹配的开口槽,开口槽的四侧设置有夹紧气缸,工装定位板设置于升降组件上以完成升降动作。所述压盖组件包括固定于机架上的升降气缸,设置于升降气缸前端的压盖板。本发明的目的在于实现自动化装盖,提高产效,避免胶水四溅,保证压合面涂胶层厚度和密封效果稳定,维护产品外观整洁和现场环境干净。和现场环境干净。和现场环境干净。
技术研发人员:王祖明
受保护的技术使用者:苏州茗宇智能科技有限公司
技术研发日:2021.12.28
技术公布日:2022/8/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1