一种铝电池负极及其ALD制备方法和应用
一种铝电池负极及其ald制备方法和应用
技术领域
1.本发明属于铝电池领域,涉及一种铝电池负极及其ald制备方法和应用,具体涉及al2o3、tio2、hfo2、zro2和sio2等绝缘介质层以及激光刻蚀在限制铝枝晶生长中的应用。
背景技术:
2.锂离子电池的问世对人类的生产生活都带来了极大的便利,但锂离子电池的安全问题和价格问题极大限制了其在大规模储能系统中的广泛应用。相比锂离子电池,铝电池以低成本、高安全性著称,并且铝金属的理论体积容量和质量容量高达8048mah
·
cm-3
和2981mah
·
g-1
。因此,铝电池在下一代大规模电网储能领域具有极大的应用前景。
3.近年来,铝电池的正极材料和电解液一直是各国科研工作者争相报道的研究热点,反而对铝负极的关注较少,但凡涉及到金属电池,金属枝晶都是限制电池发展不可避免的问题。铝枝晶是指在铝的沉积和剥离过程中,电极表面不均匀的电流密度导致铝的不均匀沉积,在优先沉积铝的位点会存在电荷的堆积,诱导后铝更容易在其表面沉积,形成树枝状或苔藓状铝枝晶。一般地,铝枝晶都会高于电极表面,很容易刺破隔膜,造成电池短路失效。另外,铝枝晶存在会导致电池容量衰减,库伦效率低下等问题,这严重影响了铝电池的发展和商业化。
技术实现要素:
4.为了克服以上传统铝负极的缺点,本发明的目的在于提供一种限制铝电池枝晶生长负极材料的制备方法及应用。本发明公开的铝电池负极材料制备方法操作简单,易于实现,可实现工业化生产,该方法制备的铝电池负极材料能够显著地限制铝枝晶生长,极大程度上改善了铝电池的循环寿命和安全性能。此外,本发明制备的铝电池负极还具有极高的电化学活性面积,提高了铝沉积的活性位点,增加了电解质与电极的接触面积,一定程度上增强了铝电池的能量密度和倍率性能。
5.本发明的技术方案如下:一种利用ald限制铝枝晶生长的铝电池负极制备方法,包括以下步骤:取清洗后的铝箔,采用ald方法沉积一层绝缘介质层;对沉积绝缘介质层的铝箔进行激光刻蚀,形成均匀的孔道结构,得到多孔铝箔;
6.对所述多孔铝箔超声清洗,得到介质层多孔铝箔负极。
7.铝箔在沉积绝缘介质层之前先经清洁预处理,将铝箔依次在丙酮、酒精及去离子水中超声、清洗,然后烘干。
8.ald方法沉积绝缘介质层时真空度为3-20mtorr,温度为100-400℃。
9.ald方法沉积绝缘介质层时,绝缘介质层为绝缘金属氧化物,绝缘金属氧化物中的金属源源温为25-200℃,通入时间为1-3s,扩散时间1-60s,氮气吹扫时长为1-60s。
10.ald沉积过程的绝缘介质层前驱体为铝源、钛源、锆源、铪源或硅源;所述反应物氧源为o2,o3,h2o或h2o2,通入时间为1-10s,扩散时间为1-60s。
11.激光刻蚀形成的孔道直径为10-100μm,孔间距为10-100μm。
12.激光移动速度为0.001mms-1-2000mms-1
,脉冲重复频率为10khz-100khz,光源功率为10w-50w。
13.激光刻蚀的波长设定为355nm、532nm或1064nm。
14.基于本发明所述制备方法所得介质层多孔铝箔负极的应用,将其用于铝电池和铝-空气电池。
15.本发明还提供一种铝电池负极,基于本发明所述制备方法得到。
16.与传统铝负极技术相比,本发明具有如下的显著效果:
17.(1)传统铝负极在充放电过程中存在不均匀的铝沉积,一旦整个电极表面出现大型突起或腐蚀坑,al箔电极表面就会存在由于不均匀的电流密度而导致的电沉积形态差,进而形成枝晶。本发明通过ald和激光刻蚀技术均匀化铝负极表面的电流分布,使在铝表面发生均匀的电沉积,避免了形成的枝晶刺穿隔膜造成的危害,提升了电池的安全性和循环稳定性。
18.(2)传统铝负极在铝电池中提供的活性位点较少,限制了其能量密度和倍率性能的提高。本发明通过激光刻蚀技术,增大了铝负极的有效电化学面积,使电解质能够充分的与电极表面接触,促进了电极/电解质界面上的电荷转移,改善铝电池的长循环稳定性,并在一定程度上增大了电池的电流密度和倍率性能。另一方面,多孔结构为电解液进入负极结构内部提供良好的通道和稳定的框架,能够有效缓解铝沉积/剥离过程中的体积变化,使铝负极结构保持完整,从而增强了铝电池的长循环稳定性。
附图说明
19.图1为实施例1中的铝光箔作为负极组装的铝电池循环后铝负极表面的sem图;
20.图2为实施例2中的al2o
3-多孔铝箔作为负极组装的铝电池循环后负极表面的sem图;
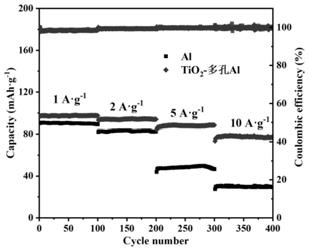
21.图3为实施例3中铝光箔和tio
2-多孔铝箔作为负极材料组装的铝电池的恒流充放电曲线。
22.图4为实施例4中铝光箔和tio
2-多孔铝箔作为负极材料组装的铝电池的倍率曲线。
具体实施方式
23.为了使本技术领域的人员更好地理解本发明方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分的实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
24.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例能够以除了在这里图示或描述的那些以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于
清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
25.本发明旨在通过原子层沉积技术(ald)和激光刻蚀技术(lbc)对铝负极进行改性。通过ald技术在铝箔表面沉积介质保护层,再利用激光刻蚀技术在其表面打孔,使铝电池负极表面在充放电过程中的电场分布更均匀,铝的沉积过程均发生在孔道内,不会出现高于电极表面的现象,极大程度上改善了铝电池的循环稳定性和安全性。
26.下面结合附图对本发明做进一步详细描述:
27.实施例1:
28.本发明涉及的铝电池负极材料的制备方法,具体包括以下步骤:
29.步骤1:将清洗后的铝箔放入温度为100℃,真空度为3mtorr的ald反应室内,以氮气为载气,tma为钛源,钛源温度保持在25℃,以蒸汽的方式通入1s并扩散10s,再通入氮气吹扫5s,然后通入o2反应1s,再通入氮气吹扫10s,最后接着按照以上步骤重复沉积150cycles。
30.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为10μm,孔间距设定为10μm。
31.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为355nm、激光移动速度为2000mm
·
s-1
、脉冲重复频率为20khz、光源功率为20w的条件下进行激光刻蚀,得到所需的al2o
3-多孔结构的铝箔。
32.将制备好的负极材料组装成软包铝电池,组装顺序如下:正极材料(三维石墨)+隔膜+电解液+负极材料(光箔或al2o
3-多孔铝箔)。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
33.本实施例使用光箔作为负极组装的铝电池循环后铝负极表面的形貌如图1所示,从图中可以看出经过充放电循环的铝负极由于不均匀的铝沉积/剥离过程,表面严重腐蚀,并且腐蚀坑内存在枝晶,严重影响了铝电池的循环稳定性。
34.实施例2:
35.步骤1:将清洗后的铝箔放入温度为200℃,真空度为5mtorr的ald反应室内,以氮气为载气,tma为铝源,铝源温度保持在25℃,通入2s,再通入氮气吹扫10s。然后通入o3反应5s,再氮气吹扫20s。之后按照以上步骤重复沉积150cycles。
36.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为50μm,孔间距设定为50μm。
37.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为532nm、激光移动速度为0.01mm
·
s-1
、脉冲重复频率为10khz、光源功率为50w的条件下进行激光刻蚀,得到所需的al2o
3-多孔结构的铝箔。
38.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(al2o
3-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
39.本实施例中al2o
3-多孔铝箔作为负极组装的电池循环后铝负极表面的形貌图如图2所示,可以很明显的看出al2o
3-多孔负极材料有效的将枝晶限制在了孔道内生长,负极表面形貌基本没有改变,这是由于表面的al2o3绝缘介质层起到了保护作用,避免了枝晶生长
造成短路的问题,大大提高了电池的安全性。
40.实施例3:
41.步骤1:将清洗后的铝箔放入温度为200℃,真空度为5mtorr的ald反应室内,以氮气为载气,ttip为钛源,钛源温度保持在70℃,通入1s,再通入氮气吹扫30s。然后通入o3反应5s,再氮气吹扫40s。之后按照以上步骤重复沉积150cycles。
42.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为50μm,孔间距设定为50μm。
43.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为1064nm、激光移动速度为1000mm
·
s-1
、脉冲重复频率为50khz、光源功率为25w的条件下进行激光刻蚀,得到所需的tio
2-多孔结构的铝箔。
44.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(tio
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
45.本实施例以tio
2-多孔铝箔为负极组装的软包电池的倍率特性曲线如图3所示,从图中可以清楚的看到tio
2-多孔铝箔作为负极时,在1a
·
g-1
,2a
·
g-1
,5a
·
g-1
和10a
·
g-1
的电流密度下均具有较高的容量,且大于铝箔作为负极时的容量。
46.实施例4:
47.步骤1:将清洗后的铝箔放入温度为300℃,真空度为10mtorr的ald反应室内,以氮气为载气,ttip为钛源,钛源温度保持在100℃,通入3s,再通入氮气吹扫30s。然后通入h2o2反应10s,再氮气吹扫40s。之后按照以上步骤重复沉积150cycles。
48.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为100μm,孔间距设定为100μm。
49.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为355nm、激光移动速度为1000mm
·
s-1
、脉冲重复频率为10khz、光源功率为50w的条件下进行激光刻蚀,得到所需的tio
2-多孔结构的铝箔。
50.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(tio
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
51.本实施例以tio
2-多孔铝箔为负极组装的软包电池的恒流充放电曲线如图4所示,从图中可知tio
2-多孔铝箔作为负极时,在10a
·
g-1
的电流密度下保持80mah
·
g-1
的容量,并且容量保持率大于95%。为由此可知,本发明制备的铝电池负极组装的电池具有更高的容量和更好的容量保持率。
52.实施例5:
53.步骤1:将清洗后的铝箔放入温度为200℃,真空度为20mtorr的ald反应室内,以氮气为载气,hfcl4为钛源,钛源温度保持在150℃,通入1s,再通入氮气吹扫60s。然后通入o3反应5s,再氮气吹扫60s。之后按照以上步骤重复沉积150cycles。
54.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为50μm,孔间距设定为100μm。
55.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为355nm、激光移动速度为
0.01mm
·
s-1
、脉冲重复频率为10khz、光源功率为10w的条件下进行激光刻蚀,得到所需的hfo
2-多孔结构的铝箔。
56.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(hfo
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
57.本实施例制备的具有不同直径和间距孔道的hfo
2-多孔铝箔为负极组装的软包电池展现出了不同的循环寿命以及倍率性能,且性能较铝光箔均有明显提升,表明通过调控孔道的直径以及间距可以进一步提升电极材料的性能。
58.实施例6:
59.步骤1:将清洗后的铝箔放入温度为300℃,真空度为3-20mtorr的ald反应室内,以氮气为载气,hfcl4为钛源,钛源温度保持在200℃,通入2s,再通入氮气吹扫30s。然后通入h2o反应10s,再氮气吹扫20s。之后按照以上步骤重复沉积150cycles。
60.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为100μm,孔间距设定为100μm。
61.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为532nm、激光移动速度为1000mm
·
s-1
、脉冲重复频率为80khz、光源功率为20w的条件下进行激光刻蚀,得到所需的hfo
2-多孔结构的铝箔。
62.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(hfo
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
63.本实施例制备了不同介质层厚度的hfo
2-多孔铝箔,并作为负极组装了软包电池,结果表明在hfo2介质层厚度为40nm时,电池在10a
·
g-1
的电流密度下能够达到95mah
·
g-1
的容量,远大于其他介质层厚度负极的容量,说明调控介质层厚度可以进一步提升电极材料的性能。
64.实施例7:
65.步骤1:将清洗后的铝箔放入温度为300℃,真空度为5mtorr的ald反应室内,以氮气为载气,zrcl4为钛源,钛源温度保持在100℃,通入3s,再通入氮气吹扫30s。然后通入h2o反应30s,再氮气吹扫10s。之后按照以上步骤重复沉积150cycles。
66.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为30μm,孔间距设定为10μm。
67.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为355nm、激光移动速度为2000mm
·
s-1
、脉冲重复频率为10khz、光源功率为50w的条件下进行激光刻蚀,得到所需的zro
2-多孔结构的铝箔。
68.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(zro
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
69.本实施例组装的不同孔道深度的zro
2-多孔铝箔为负极组装的软包电池表现出不同的容量以及枝晶生长情况。在孔道深度为65μm时,电池在10a
·
g-1
的电流密度下能够达到92mah
·
g-1
的容量,而孔道深度小于65μm时,电池容量最大只能达到80mah
·
g-1
,并且生长
的枝晶高于zro2界面层。这可能是因为孔道深度决定的暴露铝的有效电化学面积,当暴露的铝较少时会影响和电解质的接触面积,影响界面上的电荷转移,从而影响电池的性能。因此,这可以说明调控孔道的深度可以进一步提升电极材料的性能。
70.实施例8:
71.步骤1:将清洗后的铝箔放入温度为400℃,真空度为10mtorr的ald反应室内,以氮气为载气,zrcl4为钛源,钛源温度保持在150℃,通入3s,再通入氮气吹扫60s。然后通入h2o反应10s,再氮气吹扫60s。之后按照以上步骤重复沉积150cycles。
72.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为100μm,孔间距设定为20μm。
73.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为1064nm、激光移动速度为500mm
·
s-1
、脉冲重复频率为30khz、光源功率为50w的条件下进行激光刻蚀,得到所需的zro
2-多孔结构的铝箔。
74.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(zro
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
75.本实施例组装的不同孔径大小的zro
2-多孔铝箔为负极组装的软包电池表现出不同的容量以及枝晶生长情况。孔道间距定为30μm,在孔道直径为30μm时,电池在10a
·
g-1
的电流密度下能够达到98mah
·
g-1
的容量,在孔道直径为100μm时,电池在10a
·
g-1
的电流密度下仅仅为70mah
·
g-1
。这可能是因为孔道直径大小决定了暴露铝的有效电化学面积,当暴露的铝较少时会影响和电解质的接触面积,影响界面上的电荷转移,从而影响电池的性能。因此,这可以说明调控孔径大小可以进一步提升电极材料的性能。
76.实施例9:
77.步骤1:将清洗后的铝箔放入温度为300℃,真空度为5mtorr的ald反应室内,以氮气为载气,sicl4为钛源,温度保持在200℃,通入3s,再通入氮气吹扫10s。然后通入h2o反应10s,再氮气吹扫10s。之后按照以上步骤重复沉积150cycles。
78.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为50μm,孔间距设定为50μm。
79.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为532nm、激光移动速度为10mm
·
s-1
、脉冲重复频率为50khz、光源功率为50w的条件下进行激光刻蚀,得到所需的sio
2-多孔结构的铝箔。
80.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(sio
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
81.本实施例组装的不同孔道深度的sio
2-多孔铝箔为负极组装的软包电池表现出不同的容量以及枝晶生长情况。本实施例组装的不同孔道深度的sio
2-多孔铝箔为负极组装的软包电池表现出不同的容量以及枝晶生长情况。在孔道深度为65μm时,电池在10a
·
g-1
的电流密度下能够达到90mah
·
g-1
的容量,而孔道深度小于65μm时,电池容量最大只能达到75mah
·
g-1
,并且生长的枝晶高于sio2界面层。这可能是因为孔道深度决定的暴露铝的有效电化学面积,当暴露的铝较少时会影响和电解质的接触面积,影响界面上的电荷转移,从而
影响电池的性能。因此,这可以说明调控孔道的深度可以进一步提升电极材料的性能。
82.实施例10:
83.步骤1:将清洗后的铝箔放入温度为200℃,真空度为10mtorr的ald反应室内,以氮气为载气,sicl4为钛源,源温保持在100℃,通入1s,再通入氮气吹扫30s。然后通入h2o反应10s,再氮气吹扫30s。之后按照以上步骤重复沉积150cycles。
84.步骤2:使用cad软件制作孔径与孔间距分布图,设定孔道直径设定为80μm,孔间距设定为100μm。
85.步骤3:将阳极氧化的铝箔按照绘制的图纸在波长为1064nm、激光移动速度为100mm
·
s-1
、脉冲重复频率为20khz、光源功率为30w的条件下进行激光刻蚀,得到所需的sio
2-多孔结构的铝箔。
86.将制备好的负极材料组装成软包铝电池,组装顺序如下:铝塑膜+正极材料(三维石墨)+隔膜+电解液+负极材料(sio
2-多孔铝箔)+铝塑膜。用蓝电测试系统将上述组装好的器件进行恒流充放电以及循环稳定性测试。测试结果如下:
87.本实施例组装的不同孔径大小的sio
2-多孔铝箔为负极组装的软包电池表现出不同的容量以及枝晶生长情况。孔道间距定为30μm,在孔道直径为50μm时,电池在10a
·
g-1
的电流密度下能够达到90mah
·
g-1
的容量,在孔道直径为80μm时,电池在10a
·
g-1
的电流密度下仅仅为61mah
·
g-1
。这可能是因为孔道直径大小决定了暴露铝的有效电化学面积,当暴露的铝较少时会影响和电解质的接触面积,影响界面上的电荷转移,从而影响电池的性能。因此,这可以说明调控孔径大小可以进一步提升电极材料的性能。
88.本发明还能提供一种铝电池负极,基于上述实施例所述制备方法得到。
89.以上内容仅为说明本发明的技术思想,不能以此限定本发明的保护范围,凡是按照本发明提出的技术思想,在技术方案基础上所做的任何改动,均落入本发明权利要求书的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1