高能量密度软包锂离子电池的快速化成工艺的制作方法
本发明涉及锂电池,具体涉及一种高能量密度软包锂离子电池的快速化成工艺。
背景技术:
1、随着数码终端产品朝大屏幕化、功能多样化方向发展,对锂离子电池能量密度要求不断提高。通常为了提升锂离子电池体积能量密度,需要使用高能量高压实活性材料,同时还需要提高有效空间利用率。
2、在使用高能量高压实活性材料时,往往会面临一些新的问题。主要包括以下几点:1、极片孔隙率减小,电解液浸润速度变慢,电池保液量降低;2、高压实负极表面形成的固态电解质膜(sei膜)不完全、不稳定;3、压实越高极片反弹越大,电池循环厚度膨胀越高。此外,高能量密度软包锂离子电池在结构设计上尽可能的提高空间利用率,这样在有限的壳体空间内,使电池在循环过程中易发生变形。
3、化成作为当前软包锂离子电池生产过程中的一道关键工序,可直接影响电池sei膜的致密性和稳定性、自放电、一致性、厚度膨胀、循环、倍率等性能。公布号为cn110854458a的中国专利申请公开了一种高压软包锂离子电池的化成方法,主要通过小电流的浅充和深度放电,该方法循环性能有所改善,但是小电流形成的sei膜较厚,会影响高能量体系的倍率性能,不利于循环过程中厚度膨胀控制且化成时间长。因此,有必要提供一种高效且更适合高能量密度体系软包锂离子电池的化成方法,来进一步提高电池的综合性能。
技术实现思路
1、本发明的目的是针对现有技术存在的技术缺陷,提供一种高能量密度软包锂离子电池的快速化成工艺,可以有效调控sei膜的生长速度、提升电池保液量、同时降低循环过程中的厚度膨胀,进一步提高电池综合性能。
2、为此,本发明提供了一种高能量密度软包锂离子电池的快速化成工艺,化成工艺包括第一恒流充电、第二恒流充电、第三恒流放电三个化成阶段,具体包括以下步骤:
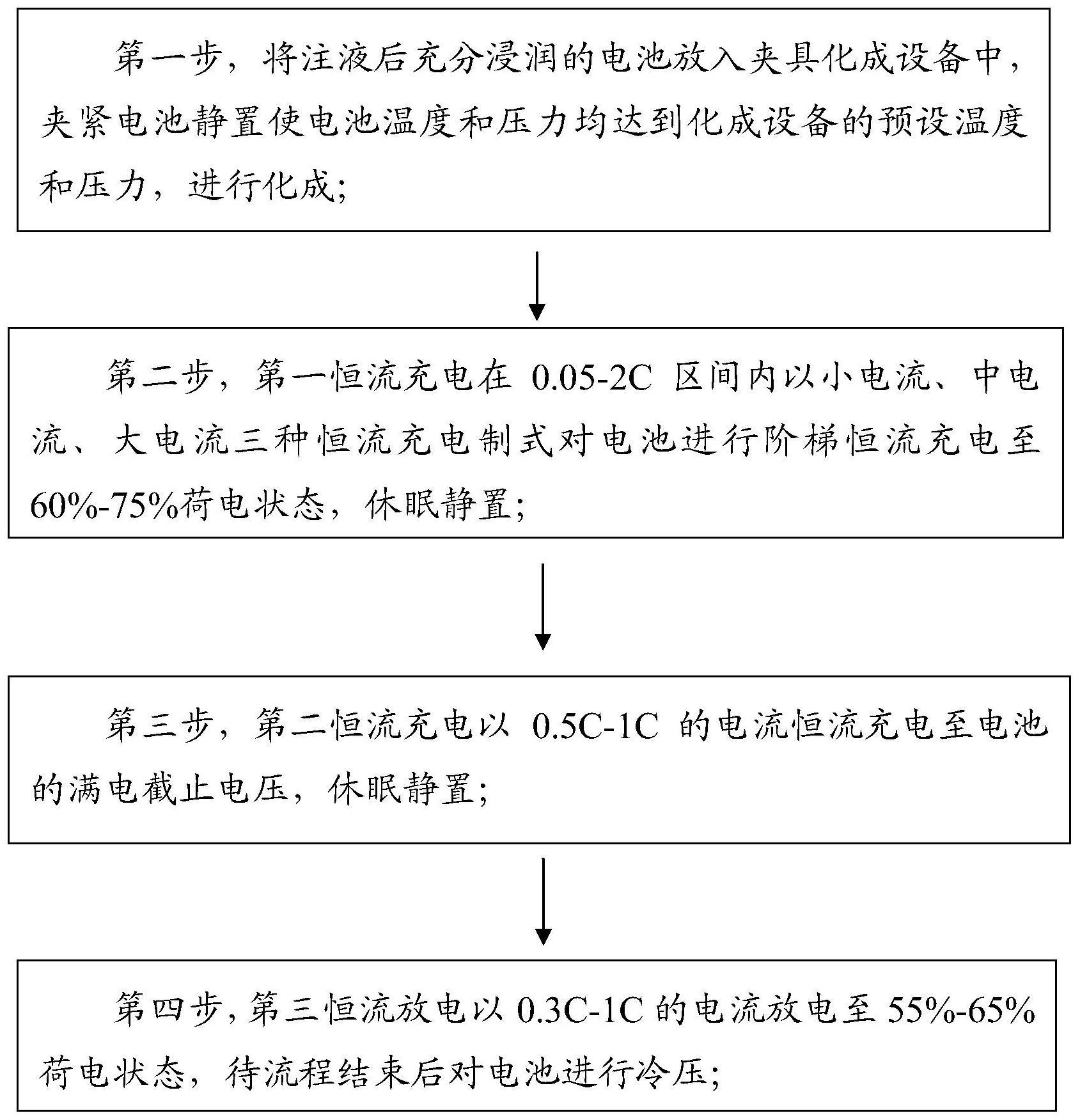
3、第一步,将注液后充分浸润的电池放入夹具化成设备中,夹紧电池静置使电池温度和压力均达到化成设备的预设温度和压力,进行化成;
4、第二步,第一恒流充电以0.05c-2c的电流分三种恒流充电制式对电池进行阶梯恒流充电至60%-75%荷电状态,休眠静置;
5、第三步,第二恒流充电以0.5c-1c的电流恒流充电至电池的满电截止电压,休眠静置;
6、第四步,第三恒流放电以0.3c-1c的电流放电至55%-65%荷电状态,待流程结束后对电池进行冷压;
7、其中,在第一步中,夹具化成温度为40-85℃,单支电池面压强控制在0.3-1.4mpa;静置时间为1-10min;第二步以及第三步的静置时间也为1-10min;
8、其中,在第二步中,三种恒流充电制式分别为小电流充电制式、中电流充电制式及大电流充电制式。小电流充电制式充电电流为0.05c-0.3c,充电荷电状态≤3%;中电流充电制式充电电流为0.5c-1c,充电至5%-10%荷电状态;大电流充电制式充电电流为1c-2c,充电至60%-75%荷电状态;
9、优选的,在第二步中,三种恒流充电制式分别为小电流充电制式、中电流充电制式及大电流充电制式。小电流充电制式充电电流为0.05c-0.3c,充电荷电状态≤3%;中电流充电制式充电电流为0.5c-1c,充电至5%-10%荷电状态;大电流充电制式充电电流为1c-2c,充电至60%-75%荷电状态。
10、优选地,在第三步中第二恒流充电过程中充电电流为0.7c-1.0c。
11、优选地,第四步中第三恒流放电电流为0.7c-1.0c。
12、其中,在第四步中,冷压温度为25℃,冷压压力与化成压力相同,单支电池面压强控制在0.3-1.4mpa,时间5-10min。其中,整个化成总时间为1h-2.5h;
13、由以上本发明提供的技术方案可见,与现有技术相比较,本发明提供了一种高能量密度软包锂离子电池的快速化成工艺,采用“第一恒流充电、第二恒流充电、第三恒流放电”三段式化成方式,第一恒流充电阶段以小电流、中电流、大电流阶梯充电结合的方式可以有效调控sei膜的生长速度,提高sei膜的稳定性。第二恒流充电阶段采用中电流恒流充电一方面可提升高能量密度体系电解液浸润的均一性,提高电池保液量;另一方面可避免使用大电流因高压实负极动力学不足引起负极析锂问题及使用小电流引起生产效率低的问题;同时,中电流充满电可使电池达到预膨胀的效果,在电池热压之前应力得到释放,避免在循环过程中因负极膨胀大导致电池变形,降低了电池循环过程中的厚度膨胀。第三恒流放电阶段恒流放电至指定荷电态可增强电池界面稳定性及减小电池在热压过程中的容量损失。因此,该化成工艺可提高能量密度软包锂离子电池的综合性能,同时还可缩短化成时间,提高生产效率。
技术特征:
1.一种高能量密度软包锂离子电池的快速化成工艺,其特征在于,包括以下步骤:
2.如权利要求1所述的化成工艺,其特征在于:在第一步中,夹具化成温度为40-85℃,单支电池面压强控制在0.3-1.4mpa;静置时间为1-10min;二步以及第三步的静置时间也为1-10min。
3.如权利要求1所述的化成工艺,其特征在于:在第二步中,三种恒流充电制式分别为小电流充电制式、中电流充电制式及大电流充电制式;小电流充电制式充电电流为0.05c-0.3c,充电荷电状态≤3%;中电流充电制式充电电流为0.5c-1c,充电至5%-10%荷电状态;大电流充电制式充电电流为1c-2c,充电至60%-75%荷电状态。
4.如权利要求3所述的化成工艺,其特征在于:小电流充电制式充电电流为0.1c-0.2c,充电荷电状态至1%;中电流充电制式充电电流为0.5c-0.7c,充电至5%荷电状态;大电流充电制式充电电流为1.2c-1.5c,充电至65%荷电状态。
5.如权利要求3所述的化成工艺,其特征在于:第三步中第二恒流充电过程中充电电流为0.7c-1.0c。
6.如权利要求3所述的化成工艺,其特征在于:第四步中第三恒流放电电流为0.7c-1.0c。
7.如权利要求1所述的化成工艺,其特征在于:在第四步中,冷压温度为25℃,冷压压力与化成压力相同,单支电池面压强控制在0.3-1.4mpa,时间5-10min。
技术总结
本发明涉及锂电池技术领域,具体涉及一种高能量密度软包锂离子电池的快速化成工艺。本申请通过“第一恒流充电、第二恒流充电、第三恒流放电”三个阶段进行化成。第一恒流充电阶段以小电流、中电流、大电流阶梯充电结合的方式可以有效调控SEI膜的生长速度,提高SEI膜的稳定性。第二恒流充电阶段采用中电流恒流充电可提升电池保液量、降低循环过程中的厚度膨胀。第三恒流放电至指定荷电状态可增强电池界面稳定性及减小电池在热压过程中的容量损失。该化成工艺可提高能量密度软包锂离子电池的综合性能,同时还可缩短化成时间,提高生产效率。
技术研发人员:王亚,郭立超,孔令丽,郭纪,张志荣
受保护的技术使用者:天津力神电池股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!