一种微细扁平绝缘电线生产工艺的制作方法
本公开涉及微细扁平绝缘电线的生产,尤其涉及一种微细扁平绝缘电线生产工艺。
背景技术:
1、随着电子电气设备“轻、薄、短、小”的发展需求。在同样体积条件下,需要获取大功率,势必需要增加线材的截面积,从而满足大功率大电流的应用。因此,降低绝缘电线厚度的同时增加绝缘电线的宽度成为本领域的发展趋势尤其是超微细扁平绝缘电线得到了广泛的应用。
2、随着微细扁平绝缘电线宽厚比的增加,现有的漆膜工艺难以满足生产需求,通常会导致骨头角及漆膜厚度不均匀等问题。
3、公开内容
4、本公开实施例提供了一种微细扁平绝缘电线生产工艺,能够提高微细扁平绝缘电线漆膜的均匀性。
5、为此,本公开实施例提供了如下技术方案:
6、本公开实施例提供了一种微细扁平绝缘电线,包括:
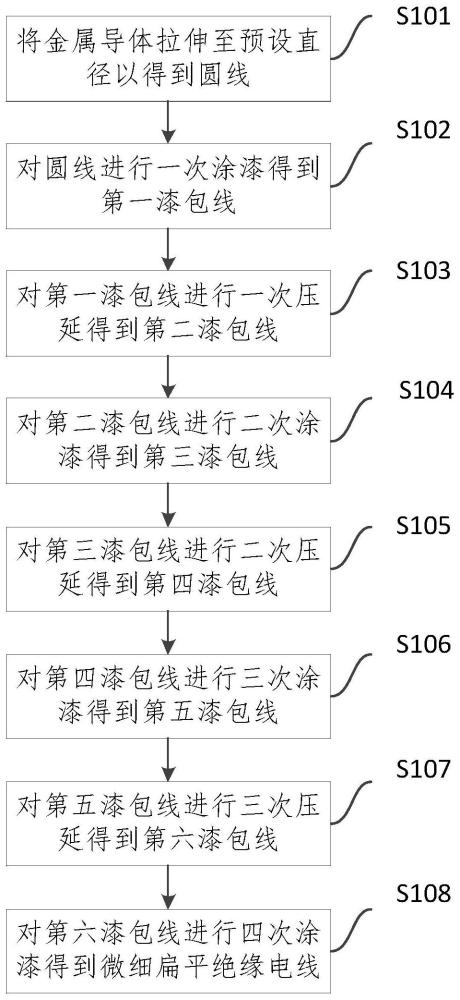
7、将金属导体拉伸至预设直径以得到圆线;
8、对所述圆线进行一次涂漆得到第一漆包线;
9、对所述第一漆包线进行一次压延得到第二漆包线;
10、对所述第二漆包线进行二次涂漆得到第三漆包线;
11、对所述第三漆包线进行二次压延得到第四漆包线;
12、对所述第四漆包线进行三次涂漆得到第五漆包线;
13、对所述第五漆包线进行三次压延得到第六漆包线;
14、对所述第六漆包线进行四次涂漆得到微细扁平绝缘电线。
15、在一些实施例中,所述第一漆包线、第四漆包线和第六漆包线的宽厚比依次增加。
16、在一些实施例中,所述第四漆包线宽厚的比小于所述第一漆包线宽厚比的2倍;
17、所述第六漆包线的宽厚比小于所述第四漆包线宽厚比的2倍。
18、在一些实施例中,所述第一漆包线的宽厚比为1:8;
19、所述第四漆包线的宽厚比为1:14;
20、所述第六漆包线的宽厚比为1:22。
21、在一些实施例中,对所述圆线进行一次涂漆具体包括:
22、通过毛毡涂覆形成包覆所述圆线的第一漆膜。
23、在一些实施例中,对所述第二漆包线进行二次涂漆具体包括:
24、通过多道毛毡进行涂覆,以使所述第二漆包线表面形成第二漆膜。
25、在一些实施例中,对所述第四漆包线进行三次涂漆具体包括:
26、通过多道毛毡进行涂覆,以使所述第四漆包线表面形成第三漆膜。
27、在一些实施例中,对所述第六漆包线进行四次涂漆具体包括:
28、通过多道毛毡进行涂覆,以使所述第六漆包线表面形成第四漆膜。
29、在一些实施例中,所述第一漆膜、第二漆膜和第三漆膜的厚度均小于所述第四漆膜的厚度。
30、在一些实施例中,所述第一漆膜的厚度大于或等于1um且小于或等于2um;
31、所述第二漆膜的厚度大于或等于1um且小于或等于2um;
32、所述第三漆膜的厚度大于或等于1um且小于或等于2um;
33、所述第四漆膜的厚度大于2um。
34、本公开实施例中提供的一个或多个技术方案,具有如下优点:
35、本公开实施例提供的一种微细扁平绝缘电线生产工艺通过重复执行压延和涂漆工序能够提高微细扁平绝缘电线漆膜的均匀性。
技术实现思路
技术特征:
1.一种微细扁平绝缘电线生产工艺,其特征在于,包括:
2.根据权利要求1所述的一种微细扁平绝缘电线生产工艺,其特征在于,所述第一漆包线、第四漆包线和第六漆包线的宽厚比依次增加。
3.根据权利要求1所述的一种微细扁平绝缘电线生产工艺,其特征在于,所述第四漆包线宽厚的比小于所述第一漆包线宽厚比的2倍;
4.根据权利要求1所述的一种微细扁平绝缘电线生产工艺,其特征在于,所述第一漆包线的宽厚比为1:8;
5.根据权利要求1所述的一种微细扁平绝缘电线生产工艺,其特征在于,对所述圆线进行一次涂漆具体包括:
6.根据权利要求5所述的一种微细扁平绝缘电线生产工艺,其特征在于,对所述第二漆包线进行二次涂漆具体包括:
7.根据权利要求6所述的一种微细扁平绝缘电线生产工艺,其特征在于,对所述第四漆包线进行三次涂漆具体包括:
8.根据权利要求7所述的一种微细扁平绝缘电线生产工艺,其特征在于,对所述第六漆包线进行四次涂漆具体包括:
9.根据权利要求8所述的一种微细扁平绝缘电线生产工艺,其特征在于,所述第一漆膜、第二漆膜和第三漆膜的厚度均小于所述第四漆膜的厚度。
10.根据权利要求9所述的一种微细扁平绝缘电线生产工艺,其特征在于,所述第一漆膜的厚度大于或等于1um且小于或等于2um;
技术总结
本公开提供了一种微细扁平绝缘电线生产工艺,包括将金属导体拉伸至预设直径以得到圆线;对圆线进行一次涂漆得到第一漆包线;对第一漆包线进行一次压延得到第二漆包线;对第二漆包线进行二次涂漆得到第三漆包线;对第三漆包线进行二次压延得到第四漆包线;对第四漆包线进行三次涂漆得到第五漆包线;对第五漆包线进行三次压延得到第六漆包线;对第六漆包线进行四次涂漆得到微细扁平绝缘电线。本公开实施例提供的一种微细扁平绝缘电线生产工艺通过重复执行压延和涂漆工序能够提高微细扁平绝缘电线漆膜的均匀性。
技术研发人员:朱祚茂,伍剑锋,邝文湖
受保护的技术使用者:佳腾电业(赣州)股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!