一种电芯极耳裁切方法、电芯及锂离子电池与流程
本发明涉及锂离子电池,更具体地,涉及一种电芯极耳裁切方法、电芯及锂离子电池。
背景技术:
1、电芯极耳裁切、折弯工序在电池模组生产中为比较重要的工序环节,涉及到装配尺寸,进而影响到后续极耳焊接工序的焊接质量。在一般情况下(电芯主体尺寸未超差),极耳裁切、折弯都是分别根据两侧的电芯主体铝塑膜边缘进行定位、裁切。由于电芯主体材质具有延展性,以及电芯生产的各个环节的原因,有时会有电芯主体尺寸超差(即大公差电芯)的情况。在此情况下,如继续按以往电芯极耳裁切的生产方法,会导致极耳总长度超差,进而影响电芯模组装配的尺寸以及极耳焊接质量。
2、因此,如何降低因电芯公差过大导致的电芯装配焊接不良率,是目前亟待解决的问题。
技术实现思路
1、本发明的目的是提出一种电芯极耳裁切方法、电芯及锂离子电池,能够提高极耳焊接质量。
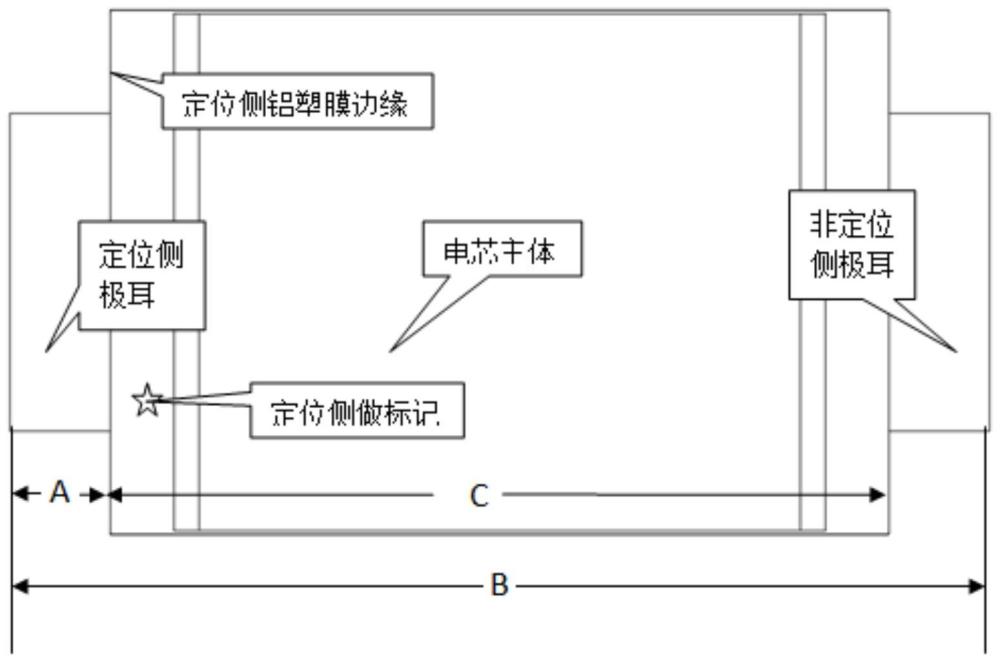
2、为了实现上述目的,本发明提供了一种电芯极耳裁切方法,其中极耳设置于电芯主体的相对两侧,所述方法包括:
3、计算总长度,所述总长度为两侧理论极耳长度和理论电芯主体长度之和;
4、计算两侧所述极耳实际的长度之和,为总长度减去实际所述电芯主体的长度;
5、基于两侧所述极耳实际的长度之和,对两侧的所述极耳进行裁切。
6、可选方案中,以保证其中一侧所述极耳的尺寸为理论尺寸或者以两侧极耳尺寸相等,对两侧的所述极耳进行裁切。
7、可选方案中,以其中一侧所述极耳所在的所述电芯主体边缘作为定位面,以本侧极耳的尺寸为理论尺寸,对本侧极耳进行裁切,然后基于两侧所述极耳实际的长度之和对另一侧极耳进行裁切。
8、可选方案中,将所述定位面所在侧标识为所述电芯主体的定位侧,用于装配定位。
9、可选方案中,以两侧所述极耳的连线的中垂线为定位基准线,基于两侧所述极耳实际的长度之和,按两侧极耳尺寸相等对两侧所述极耳进行裁切。
10、可选方案中,进一步包括对所述极耳进行弯折。
11、可选方案中,对所述极耳进行弯折包括:分别单独以单侧所述极耳外缘为定位边,根据弯折要求对所述极耳进行折弯。
12、可选方案中,所述电芯主体的尺寸超出了设计给定公差范围。
13、本发明还提供了一种电芯,包括极耳,所述极耳利用上述的方法进行裁切。
14、本发明还提供了一种锂离子电池,包括上述的电芯。
15、本发明的有益效果在于:
16、本发明保证了电芯装配精度,主要应用于大公差电芯在模组生产装配中极耳裁切、折弯工序,规避了大公差电芯在实际使用中产生的尺寸不精确的问题,降低了因电芯公差过大导致的电芯装配焊接不良率。
17、本发明具有其它的特性和优点,这些特性和优点从并入本文中的附图和随后的具体实施方式中将是显而易见的,或者将在并入本文中的附图和随后的具体实施方式中进行详细陈述,这些附图和具体实施方式共同用于解释本发明的特定原理。
技术特征:
1.一种电芯极耳裁切方法,其中极耳设置于电芯主体的相对两侧,其特征在于,所述方法包括:
2.根据权利要求1所述的电芯极耳裁切方法,其特征在于,以保证其中一侧所述极耳的尺寸为理论尺寸或者以两侧极耳尺寸相等,对两侧的所述极耳进行裁切。
3.根据权利要求2所述的电芯极耳裁切方法,其特征在于,以其中一侧所述极耳所在的所述电芯主体边缘作为定位面,以本侧极耳的尺寸为理论尺寸,对本侧极耳进行裁切,然后基于两侧所述极耳实际的长度之和对另一侧极耳进行裁切。
4.根据权利要求3所述的电芯极耳裁切方法,其特征在于,将所述定位面所在侧标识为所述电芯主体的定位侧,用于装配定位。
5.根据权利要求2所述的电芯极耳裁切方法,其特征在于,以两侧所述极耳的连线的中垂线为定位基准线,基于两侧所述极耳实际的长度之和,按两侧极耳尺寸相等对两侧所述极耳进行裁切。
6.根据权利要求1所述的电芯极耳裁切方法,其特征在于,进一步包括对所述极耳进行弯折。
7.根据权利要求6所述的电芯极耳裁切方法,其特征在于,对所述极耳进行弯折包括:分别单独以单侧所述极耳外缘为定位边,根据弯折要求对所述极耳进行折弯。
8.根据权利要求1-7任一项所述的电芯极耳裁切方法,其特征在于,所述电芯主体的尺寸超出了设计给定公差范围。
9.一种电芯,包括极耳,其特征在于,所述极耳利用权利要求1-8任一项所述的方法进行裁切。
10.一种锂离子电池,其特征在于,包括权利9所述的电芯。
技术总结
本发明公开了一种电芯极耳裁切方法、电芯及锂离子电池,其中极耳设置于电芯主体的相对两侧,所述方法包括:计算总长度,所述总长度为两侧理论极耳长度和理论电芯主体长度之和;计算两侧所述极耳实际的长度之和,为总长度减去实际所述电芯主体的长度;基于两侧所述极耳实际的长度之和,对两侧的所述极耳进行裁切。本发明保证了电芯装配精度,主要应用于大公差电芯在模组生产装配中极耳裁切、折弯工序,规避了大公差电芯在实际使用中产生的尺寸不精确的问题,降低了因电芯公差过大导致的电芯装配焊接不良率。
技术研发人员:赵秀胜,郭丽丽,国小琨,徐昊,计富宝,刘芳,郜帅
受保护的技术使用者:天津荣盛盟固利新能源科技有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!