一种锌银电池用极板骨架及其制备方法与流程
1.本发明属于锌银电池技术领域,具体涉及一种锌银电池用极板骨架及其制备方法。
背景技术:
2.锌银电池由于具有比能量高,比功率大,可大电流放电,放电电压平稳,电压精度高,可靠性、安全性好等特点,被广泛应用于各领域。锌银电池的每个单体电池均由若干片正、负极板和隔膜装配而成,而每片正、负极板由活性物质(银粉或锌粉)和极板骨架制备而成。其中,极板骨架的作用为:一方面起到活性物质的支撑作用,使极板具有一定的机械强度,便于极板的制造和安装;另一方面起到传导电流的集流作用,其材料、形状和稳定性直接影响极板上电流密度的分布及电池的性能。极板骨架一般由导网和极耳两部分构成,导网部分用于支撑活性物质,极耳部分用于相同极性极板间的电连接。
3.目前,锌银电池的极板骨架形式一般包括编网、织网、拉网等,极耳串接或焊接在导网上,导网和极耳通常均采用银材料。目前极板骨架的形式和材料存在极板四周易产生毛刺、极耳本身强度较低、导网与极耳接触电阻较大、导网与活性物质接触面积小、导网和极耳连接强度较低等问题,最终影响锌银电池工作的整体性能。而且,目前极板骨架的极耳无化成工序专用的辅助极耳,需化成时提前焊接辅助极耳或直接使用正式极耳,操作复杂且易损伤正式极耳。
技术实现要素:
4.本发明为解决公知技术中存在的技术问题,提供一种锌银电池用极板骨架及其制备方法,使得极板四周不易产生毛刺、极耳本身强度较高、导网与极耳无接触电阻、导网与活性物质接触面积较大且极板电流密度分布均匀、导网和极耳连接强度更高、包含化成工序专用辅助极耳等特点。
5.本发明的第一目的是提供一种锌银电池用极板骨架及其制备方法,包括由紫铜制成的极板骨架基体,在所述极板骨架基体的外表面镀银;所述极板骨架基体包括导网和极耳两部分;其中:所述极板骨架基体为一体成型结构,在所述导网上冲压m行的通孔;m为大于0的自然数;所述极耳包括正式极耳和辅助极耳;所述正式极耳位于导网和辅助极耳之间。
6.优选地,在所述极板骨架基体的外表面镀厚度为5μm~10μm的银。
7.优选地,所述导网和正式极耳的连接位置为圆角。
8.优选地,所述圆角的半径为0.5mm~1.5mm。
9.优选地,当m大于1时,相邻两行通孔为交错关系。
10.优选地,所述通孔的直径为1mm~2mm。
11.优选地,所述正式极耳的宽度和辅助极耳的宽度大1mm~3mm。
12.本发明的第二目的是提供一种锌银电池用极板骨架的制备方法,包括:
13.s1、制备极板骨架基体:利用冲压模具冲压极板骨架基体,形成一体结构的导网、正式极耳和辅助极耳,极板骨架基体的材料采用紫铜;
14.s2、极板骨架电镀:在极板骨架基体的外表面镀银。
15.优选地,在所述极板骨架基体的外表面镀厚度为5μm~10μm的银。
16.本发明具有的优点和积极效果是:
17.1、本发明制备的极板骨架导网和极耳由紫铜材料一体冲压成形,极板四周不易产生毛刺、极耳本身强度较高且导网与极耳无接触电阻,提高了极板的可靠性、导网与极耳间的导电性能;
18.2、本发明制备的极板骨架导网上按每行交错的形式冲压数个通孔,通孔数量更多且不影响通孔间的距离,增加了导网与活性物质接触面积,且极板电流密度分布更均匀;
19.3、本发明制备的极板骨架极耳和导网一体冲压成形且连接位置采用圆角,提高了导网和极耳的连接强度;
20.4、本发明制备的极板骨架包含化成工序专用辅助极耳,且正式极耳和辅助极耳宽度存在差异,提高了工艺操作的便利性和可靠性。
附图说明
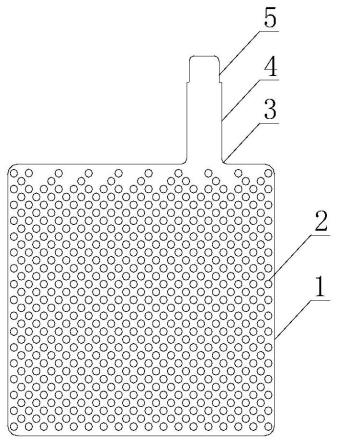
21.图1为本发明优选实施例的结构图。
22.其中:1、导网;2、通孔;3、圆角;4、正式极耳;5、辅助极耳。
具体实施方式
23.为了使本发明的上述目的、设计的控制系及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
24.如图1所示,本发明的技术方案为:
25.一种锌银电池用极板骨架,包括由紫铜制成的极板骨架基体,在所述极板骨架基体的外表面镀银;所述极板骨架基体包括导网1和极耳两部分;其中:所述极板骨架基体为一体成型结构,在所述导网1上冲压m行的通孔2;m为大于0的自然数;所述极耳包括正式极耳4和辅助极耳5;所述正式极耳4位于导网1和辅助极耳5之间。
26.在本实施例中:极板骨架基体的材料采用紫铜t2,并表面镀银5μm~10μm;导网1和正式极耳4、辅助极耳5为一体冲压成形;导网上按每行交错的形式冲压数个1mm~2mm通孔2;正式极耳4、辅助极耳5位于导网1上部,正式极耳4、辅助极耳5距离导网1边缘的尺寸根据正、负极板的安装位置确定,极耳位于导网上部,且正式极耳4和导网1连接位置采用r0.5mm~r1.5mm圆角3;正式极耳4长宽尺寸根据其在电池中实际所需长度和所需横截面积载流量确定,辅助极耳5长宽尺寸根据其在化成工序中实际所需长度和所需横截面积载流量确定,正式极耳4和辅助极耳5宽度相差1mm~3mm。
27.一种锌银电池用极板骨架的制备方法,具有极板四周不易产生毛刺、极耳本身强度较高、导网与极耳无接触电阻、导网与活性物质接触面积较大且极板电流密度分布均匀、导网和极耳连接强度更高、包含化成工序专用辅助极耳等特点。
28.一种锌银电池用极板骨架的制备方法,包括以下步骤:
29.步骤101、制备极板骨架基体:利用专用冲压模具冲压极板骨架基体,导网和正式极耳4、辅助极耳5一体冲压成形,极板骨架基体的材料采用紫铜t2;
30.步骤102、极板骨架电镀:上述步骤完成后,表面镀银5μm~10μm,完成锌银电池用极板骨架的制备过程。
31.本发明制备的锌银电池用极板骨架的工作原理为:
32.锌银电池的每个单体电池均由若干片正、负极板和隔膜装配而成,而每片正、负极板由活性物质(银粉或锌粉)和极板骨架制备而成。其中,极板骨架的作用为:一方面起到活性物质的支撑作用;另一方面起到传导电流的集流作用。极板骨架一般由导网和极耳两部分构成,导网部分用于支撑活性物质,极耳部分用于相同极性极板间的电连接。
33.以上所述仅是对本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本发明技术方案的范围内。
技术特征:
1.一种锌银电池用极板骨架,其特征在于,包括由紫铜制成的极板骨架基体,在所述极板骨架基体的外表面镀银;所述极板骨架基体包括导网(1)和极耳两部分;其中:所述极板骨架基体为一体成型结构,在所述导网(1)上冲压m行的通孔(2);m为大于0的自然数;所述极耳包括正式极耳(4)和辅助极耳(5);所述正式极耳(4)位于导网(1)和辅助极耳(5)之间。2.根据权利要求1所述的锌银电池用极板骨架,其特征在于,在所述极板骨架基体的外表面镀厚度为5μm~10μm的银。3.根据权利要求1所述的锌银电池用极板骨架,其特征在于,所述导网(1)和正式极耳(4)的连接位置为圆角(4)。4.根据权利要求3所述的锌银电池用极板骨架,其特征在于,所述圆角(4)的半径为0.5mm~1.5mm。5.根据权利要求1所述的锌银电池用极板骨架,其特征在于,当m大于1时,相邻两行通孔(2)为交错关系。6.根据权利要求1所述的锌银电池用极板骨架,其特征在于,所述通孔(2)的直径为1mm~2mm。7.根据权利要求1所述的锌银电池用极板骨架,其特征在于,所述正式极耳的宽度和辅助极耳的宽度大1mm~3mm。8.一种锌银电池用极板骨架的制备方法,其特征在于,包括:s1、制备极板骨架基体:利用冲压模具冲压极板骨架基体,形成一体结构的导网(1)、正式极耳(4)和辅助极耳(5),极板骨架基体的材料采用紫铜;s2、极板骨架电镀:在极板骨架基体的外表面镀银。9.根据权利要求8所述的锌银电池用极板骨架的制备方法,其特征在于,在所述极板骨架基体的外表面镀厚度为5μm~10μm的银。
技术总结
本发明公开了一种锌银电池用极板骨架及其制备方法,属于锌银电池技术领域,其特征在于,包括由紫铜制成的极板骨架基体,在所述极板骨架基体的外表面镀银;所述极板骨架基体包括导网和极耳两部分;其中:所述极板骨架基体为一体成型结构,在所述导网上冲压M行的通孔;M为大于0的自然数;所述极耳包括正式极耳和辅助极耳;所述正式极耳位于导网和辅助极耳之间。通过采用上述技术方案,本发明制备的极板骨架由导网和极耳由紫铜材料一体冲压成形,极板四周不易产生毛刺、极耳本身强度较高且导网与极耳无接触电阻,提高了极板的可靠性、导网与极耳间的导电性能。与极耳间的导电性能。与极耳间的导电性能。
技术研发人员:张瑞阁
受保护的技术使用者:中国电子科技集团公司第十八研究所
技术研发日:2022.12.06
技术公布日:2023/3/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1