一种铜绞线及其短流程拉丝工艺的制作方法
本发明涉及铜绞线,具体为一种铜绞线及其短流程拉丝工艺。
背景技术:
1、现有的高速铁路和地铁接触网中所采用的软铜绞线,其作用是保证承力索和接触线之间顺利地转换电流,避免承力索的电流流经吊弦、支持装置和定位装置流向接触线,将吊弦、定位装置烧损或使承力索烧断股,所以软铜绞线的承受电流较大。
2、软铜绞线一般为纯铜,传统工艺生产的纯铜线由于大都采用纯粹的冷拉工艺,使得生产出来的铜绞线抗拉强度低,机械性能差,而随着机车运行次数的提高,振动频率也同时提高,用于横向电连接断线不断出现断裂,使用寿命缩短,本申请所要解决的问题是如何提高软铜绞线的抗拉强度,故此提出了一种铜绞线及其短流程拉丝工艺。
技术实现思路
1、针对现有技术的不足,本发明提供了一种铜绞线及其短流程拉丝工艺,具备抗拉强度高等优点。
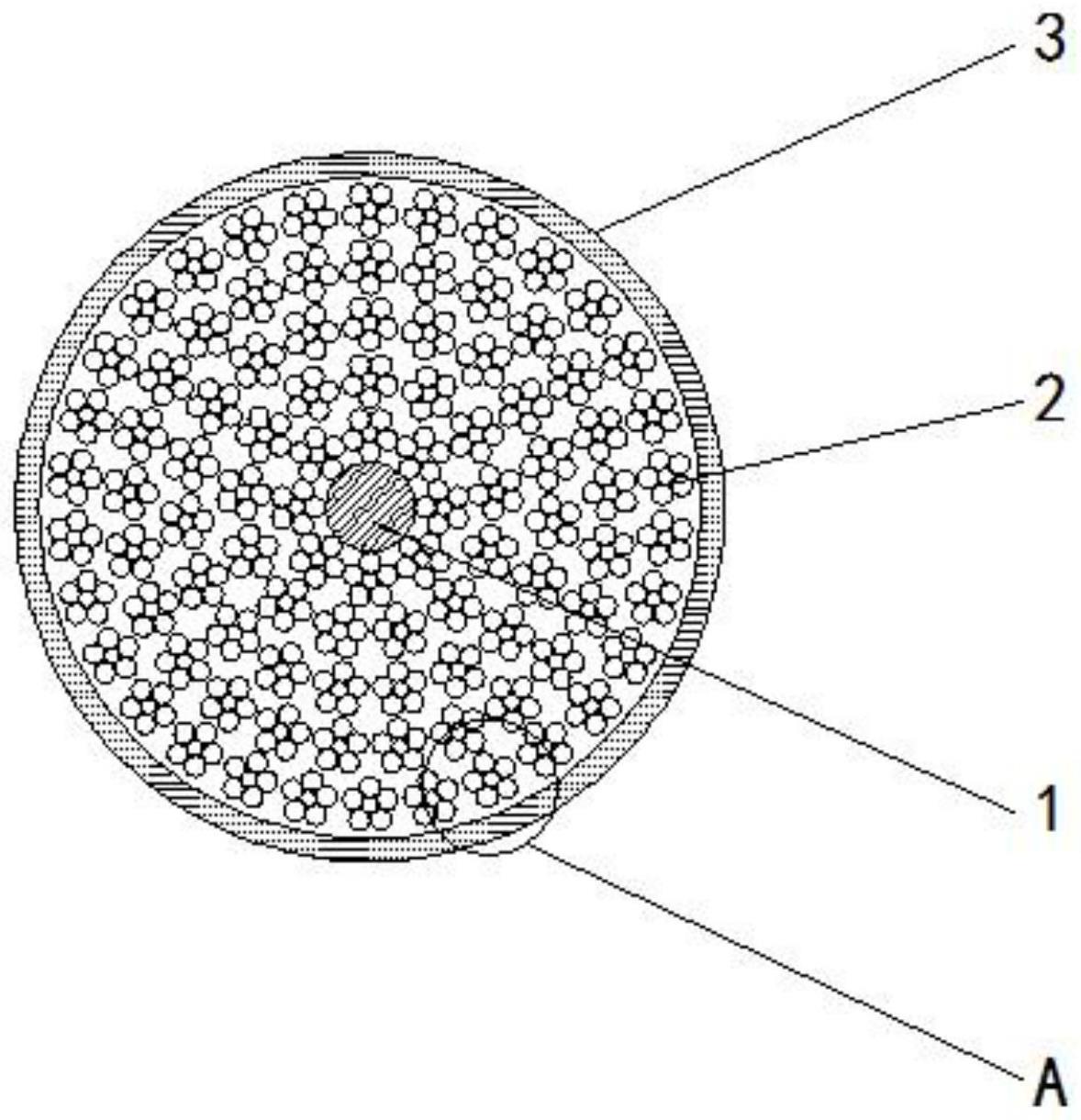
2、为实现上述抗拉强度高的目的,本发明提供如下技术方案:一种铜绞线,包括粗韧线,所述粗韧线的表面缠绕有若干个单股绞线,若干个所述单股绞线的外侧固定安装有耐腐蚀护套,所述单股绞线包括细韧线,所述细韧线的表面缠绕有5个单根细线。
3、进一步,所述粗韧线直径为2mm,抗拉强度300mpa-360mpa之间,粗韧线为冷拉铜丝。
4、进一步,所述细韧线直径为0.3mm,抗拉强度210mpa-230mpa之间,细韧线为冷拉铜丝。
5、进一步,所述单根细线直径为0.42mm,抗拉强度220mpa-250mpa之间,单根细线为热拉铜丝。
6、进一步,所述粗韧线和单股绞线之间、细韧线与单根细线之间具有间隙,间隙中填充有抗氧化和防腐材料。
7、本发明要解决的另一技术问题是提供一种铜绞线短流程拉丝工艺,包括以下步骤:
8、1、将粗铜线浸泡在清洗槽中5-15min,浸泡完毕后通过软毛刷进行清洗,再通过风机进行风干;
9、2、将清洗风干后的铜线放入带有酸洗液的酸洗槽中,通过酸洗液对铜线表面进行酸洗,酸洗完毕后将粗铜线再次清洗槽中,通过软毛刷进行清洗,再通过风机进行风干;
10、3、将粗铜线分两类,一类通过冷拉工艺,制成冷拉丝,另一类通过热拉工艺,制成热拉丝;
11、4、冷拉丝制备:
12、41、将部分粗铜线通过12冷拉拔,涂布油脂,每道拉拔变形量在10%-30%之间,拉拔冷却液浓度在≤10%,并保持碱性,保证表面不会严重氧化;
13、42、将步骤41的产品通过14道冷拉拔,拉拔单丝时同时在线退火,每道拉拔变形量在5%-15%之间,拉拔速度在260m/min-300m/min之间,拉拔冷却液浓度在≤15%,并保持碱性,作为粗韧线;
14、43、取部分步骤42的产品通过17道冷拉拔,拉拔过程与步骤42相同,制得细韧线;
15、5、热拉丝制备:
16、51、将部分粗铜线通过高频电热感应圈,使穿过的粗铜线迅速升温至800-900度,达到中红的程度;
17、52、将中红状态的粗铜线放入拉拔机中,进行拉丝,一边拉丝一边加热,让铜丝在进入拉拔机前均处于中红状态;
18、53、拉丝过程中,涂抹油脂,降低铜丝氧化,最终制出单根细线;
19、6、将步骤5和步骤4中得到的同时全部送入退火炉中进行退火,退火炉的炉温为600-700℃;
20、7、按照5:1的比例,将5个单根细线包裹在1个细韧线表面,绞合成单股绞线,绞合速度≤1300r/min;
21、8、按照20:1的比例,将20个单股绞线包裹在1个粗韧线表面,绞合成股呈半成绞线,绞合速度≤1300r/min;
22、9、在半成绞线表面包裹耐腐蚀护套,得到成品铜绞线;
23、10、将成品铜绞线缠绕在收线轴上并打包入库。
24、与现有技术相比,本发明提供了一种铜绞线及其短流程拉丝工艺,具备以下有益效果:
25、该铜绞线及其短流程拉丝工艺,整个铜绞线中包含了冷拉铜线的同时还加入了大量的热拉工艺铜线,以此取代纯粹的冷拉铜线,本申请中结合了冷拉铜线和热拉铜线的两种特性,使得整个铜绞线的抗拉伸能力得到了显著的提升,从而能够有效防止铜绞线在施工或使用过程中被拉断,同时延长其使用寿命,另外,通过多重合股的方式生产最终的铜绞线,可让铜绞线本身的抗拉能力得到进一步强化,另外,通过在所有单股绞线的表面加装耐腐蚀护套,使得整个铜绞线具备更强的耐腐蚀能力,从而进一步延长了使用寿命。
技术特征:
1.一种铜绞线,包括粗韧线(1),其特征在于:所述粗韧线(1)的表面缠绕有若干个单股绞线(2),若干个所述单股绞线(2)的外侧固定安装有耐腐蚀护套(3);
2.根据权利要求1所述的一种铜绞线,其特征在于:所述粗韧线(1)直径为2mm,抗拉强度300mpa-360mpa之间,粗韧线(1)为冷拉铜丝。
3.根据权利要求1所述的一种铜绞线,其特征在于:所述细韧线(21)直径为0.3mm,抗拉强度210mpa-230mpa之间,细韧线(21)为冷拉铜丝。
4.根据权利要求1所述的一种铜绞线,其特征在于:所述单根细线(22)直径为0.42mm,抗拉强度220mpa-250mpa之间,单根细线(22)为热拉铜丝。
5.根据权利要求1所述的一种铜绞线,其特征在于:所述粗韧线(1)和单股绞线(2)之间、细韧线(21)与单根细线(22)之间具有间隙,间隙中填充有抗氧化和防腐材料。
6.一种铜绞线短流程拉丝工艺,其特征在于,包括以下步骤:
技术总结
本发明涉及一种铜绞线,包括粗韧线,所述粗韧线的表面缠绕有若干个单股绞线,若干个所述单股绞线的外侧固定安装有耐腐蚀护套,所述单股绞线包括细韧线,所述细韧线的表面缠绕有5个单根细线。该铜绞线及其短流程拉丝工艺,整个铜绞线中包含了冷拉铜线的同时还加入了大量的热拉工艺铜线,以此取代纯粹的冷拉铜线,本申请中结合了冷拉铜线和热拉铜线的两种特性,使得整个铜绞线的抗拉伸能力得到了显著的提升,有效防止铜绞线在施工或使用过程中被拉断,同时延长其使用寿命,通过多重合股的方式生产最终的铜绞线,可让铜绞线本身的抗拉能力得到进一步强化,另外,通过在所有单股绞线的表面加装耐腐蚀护套,使铜绞线具备更强的耐腐蚀能力。
技术研发人员:汤优钢,林家弘,边东林
受保护的技术使用者:安徽鑫海高导新材料有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!