基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法
本发明属于电池,具体涉及一种基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法。
背景技术:
1、锂离子电池因为具有的高比能量、长循环寿命、低自放电率等优点,是当前电动汽车重要的驱动电源。锂离子电池的正负极通常采用叠层式镀镍tu1铜箔/铝箔(极耳)电池卷芯与盖板,极耳是锂离子电池能量交换的纽带,其连接质量直接决定了动力电池的使用和安全性能。
2、现有技术中,叠层式极耳常采用传统熔焊、激光焊接或超声波焊接形成极耳体。传统熔焊会导致脆性金属间化合物产生、极耳变形等问题;超声波焊接易出现虚焊或过焊,连接性能难以保证一致,焊接头易与材料粘连;在激光焊接中,铜的热导率高、对近红外光吸收率低,能量损耗大,且存在飞溅大、气孔多、易生成脆性金属间化合物的问题,还受材料本身结构、表面清洁状态的影响。并且在极耳体与电池盖板常用连接片转接,侵占了电池内部空间,降低了单位体积能量密度,且连接片需折弯处理,降低了生产效率、提高了生产成本。此外,连接片转接焊的焊接次数多,存在虚焊、接触电阻偏大、金属碎屑较多等问题。
技术实现思路
1、本发明拟提供一种基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,能实现锂离子电池叠层式金属极耳的可靠焊接,从而提高极耳体的质量。
2、为此,本发明所采用的技术方案为:一种基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,包括如下步骤:
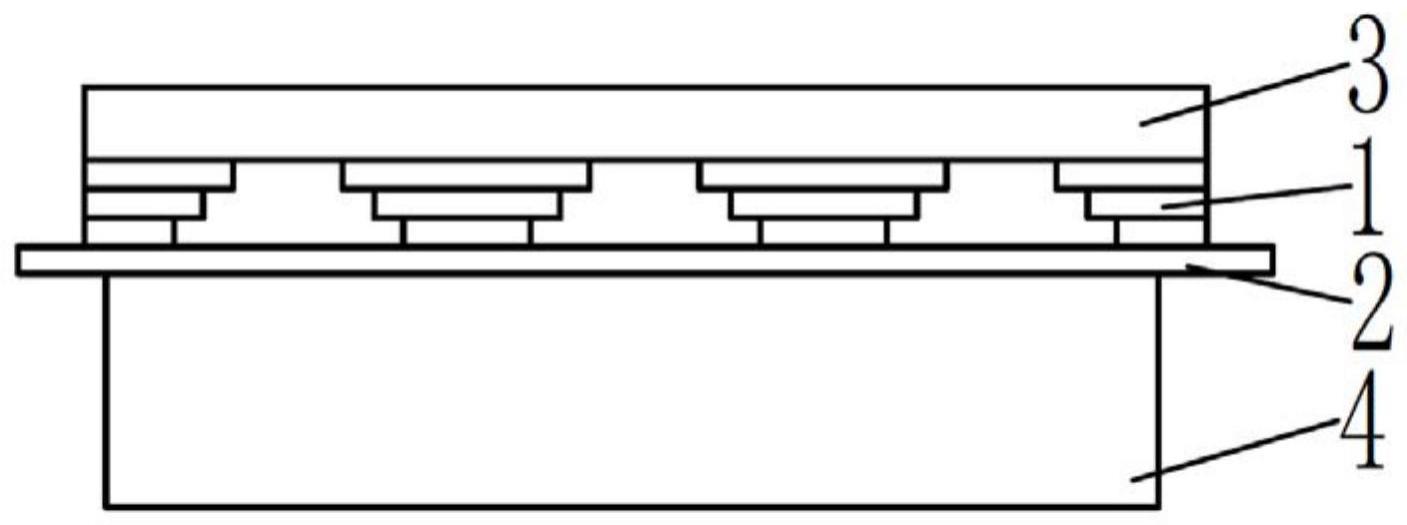
3、s1:开孔,在每张极耳上设置有n排p列的焊接孔,n≥1,p≥1,多张极耳叠放时,每张极耳上焊接孔的轴线重合,且位于同一轴线上的焊接孔直径逐渐增加;
4、s2:固定,将金属板、多张极耳和电池盖板放入电磁脉冲焊接装置中固定,并使金属板为靠近电磁脉冲焊接装置中线圈的一侧,电池盖板为远离电磁脉冲焊接装置中线圈的一侧,同时多张极耳上焊接孔直径从金属板到电池盖板由大到小依次排列形成梯度通孔;
5、s3:焊接,启动电磁脉冲焊接装置,使线圈内流过脉冲电流,至完成叠层极耳的焊接。
6、作为上述方案中的优选,在s1中,n和p的值分别根据极耳实际焊接的宽度和极耳的长度确定。
7、进一步优选,在s1中,焊接孔直径的取值范围介于4-6mm。
8、进一步优选,在s2中,所述线圈的数量设置为一个,所述线圈的长度不小于p列焊接孔之间的最大距离与最大焊接孔直径的和,线圈的宽度不小于n排焊接孔之间的最大距离与最大焊接孔直径的和。
9、进一步优选,在s2中,所述电磁脉冲焊接装置包括绝缘底板,所述绝缘底板上设置有用于容纳线圈的线圈孔,所述线圈孔内容纳有线圈,且线圈与线圈孔等高,所述线圈的左右两端穿出绝缘底板后分别与电源的正负极相连,所述绝缘底板的顶面设置有能将线圈罩住的绝缘薄膜,所述绝缘薄膜上方设置有能上下移动的压紧板,所述压紧板的底面设置有上绝缘层。
10、进一步优选,在s2中,包括以下步骤:
11、s21:将金属板、多张极耳和电池盖板依次放置在线圈上,且保证焊接孔的直径从下到上由大到小放置和焊接孔正对线圈;
12、s22:将压紧板向下移动,使压紧板紧压在电池盖板上。
13、进一步优选,所述电磁脉冲焊接装置还包括设置在绝缘底板上方左右两侧的侧挡板,所述侧挡板用于从侧面固定金属板、多张极耳和电池盖板位置,两个所述侧挡板能左右移动,两个所述侧挡板的相对面上均设置有侧绝缘层。
14、进一步优选,所述绝缘底板上呈矩形布置有导向柱,所述压紧板上设置有供导向柱穿过的通孔。
15、本发明的有益效果:通过在叠放的极耳上设置不同直径的焊接孔,使其形成梯度通孔,再通过在线圈中流过脉冲大电流,使线圈在空间中产生强大的瞬变电磁场,金属板在受到强大的电磁力后发生塑性变形并高速运动,由于梯度通孔的存在,使其能依次与每张极耳和盖板实现冶金结合,从而能一次实现锂离子电池金属极耳的叠层焊接,不仅保证焊接的可靠性,提高极耳体的质量,同时在极耳与电池盖板之间不存在连接片,减少焊接成本。
技术特征:
1.一种基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于,包括如下步骤:
2.根据权利要求1中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:在s1中,n和p的值分别根据极耳(1)实际焊接的宽度和极耳(1)的长度确定。
3.根据权利要求1中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:在s1中,焊接孔(1a)直径的取值范围介于4-6mm。
4.根据权利要求1中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:在s2中,所述线圈(4)的数量设置为一个,所述线圈(4)的长度不小于p列焊接孔(1a)之间的最大距离与最大焊接孔(1a)直径的和,线圈(4)的宽度不小于n排焊接孔(1a)之间的最大距离与最大焊接孔(1a)直径的和。
5.根据权利要求4中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:在s2中,所述电磁脉冲焊接装置包括绝缘底板(5),所述绝缘底板(5)上设置有用于容纳线圈的线圈孔,所述线圈孔内容纳有线圈(4),且线圈(4)与线圈孔等高,所述线圈(4)的左右两端穿出绝缘底板(5)后分别与电源的正负极相连,所述绝缘底板(4)的顶面设置有能将线圈(4)罩住的绝缘薄膜(6),所述绝缘薄膜(6)上方设置有能上下移动的压紧板(7),所述压紧板(7)的底面设置有上绝缘层(7a)。
6.根据权利要求5中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于,在s2中,包括以下步骤:
7.根据权利要求5中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:所述电磁脉冲焊接装置还包括设置在绝缘底板(4)上方左右两侧的侧挡板,所述侧挡板用于从侧面固定金属板(2)、多张极耳(1)和电池盖板(3)位置,两个所述侧挡板能左右移动,两个所述侧挡板的相对面上均设置有侧绝缘层。
8.根据权利要求5中所述的基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,其特征在于:所述绝缘底板(4)上呈矩形布置有导向柱(8),所述压紧板(7)上设置有供导向柱(8)穿过的通孔。
技术总结
本发明公开了一种基于梯度通孔的电磁脉冲焊接锂离子电池叠层极耳的方法,包括如下步骤,开孔,在每张极耳上设置有N排P列的焊接孔,N≥1,P≥1,多张极耳叠放时,每张极耳上焊接孔的轴线重合,且位于同一轴线上的焊接孔直径逐渐增加;固定,将金属板、多张极耳和电池盖板放入电磁脉冲焊接装置中固定,并使金属板为靠近电磁脉冲焊接装置中线圈的一侧,电池盖板为远离电磁脉冲焊接装置中线圈的一侧,同时多张极耳上焊接孔从金属板到电池盖板由大到小依次排列形成梯度通孔;焊接,启动电磁脉冲焊接装置,使线圈内流过脉冲电流,至完成叠层极耳的焊接。能实现锂离子电池叠层式金属极耳的可靠焊接,从而提高极耳体的质量。
技术研发人员:周言,李成祥
受保护的技术使用者:重庆大学
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!