立体卷铁心拼合工装的制作方法
1.本实用新型涉及一种生产立体卷铁心的工装。
背景技术:
2.如图8,铁心和线圈8是变压器的核心部件。一般的,立体卷铁心由三个相同的矩形单框7拼合而成。在生产过程中,操作者须凭借个人经验保证铁心单框7间的角度,并由另一名操作者使用打包带将铁心框打紧,完成拼装。这种拼合方式的缺陷在于:(1)缺少定位基准,难免存在角度误差,影响产品质量;(2) 需要二人协作,效率低下,人工成本高。
技术实现要素:
3.本实用新型提出了一种立体卷铁心拼合工装,其目的是:(1)为拼合操作提供定位基准,保证拼合角度的准确;(2)提高拼合效率。
4.本实用新型技术方案如下:
5.一种立体卷铁心拼合工装,包括底座、定位框和定位挡板;
6.所述定位框为正三角形,包括三个首尾相接的等长的边框;所述定位框固定安装在底座顶部;
7.所述定位挡板为三组,与定位框的三条边框一一对应;所述定位挡板设置在定位框的内侧、安装在底座上;各定位挡板分别与所对应的边框相平行;定位挡板倾斜设置、与所对应的边框构成一个开口向上的夹角。
8.作为所述立体卷铁心拼合工装的进一步改进:所述底座包括三组与边框一一对应的垫板,各垫板分别与所对应的边框相垂直,三组垫板的内端相互固定连接。
9.作为所述立体卷铁心拼合工装的进一步改进:所述底座还包括与三组垫板一一对应的u型弯板,所述u型弯板开口向下,底部与所对应的垫板的顶面固定连接,顶部与所对应的边框的底部固定连接。
10.作为所述立体卷铁心拼合工装的进一步改进:所述定位挡板的两端向所对应的边框翘曲。
11.作为所述立体卷铁心拼合工装的进一步改进:还包括与各定位挡板一一对应的竖直的加强板,所述加强板的外侧边与定位挡板固定连接、底边与底座固定连接。
12.作为所述立体卷铁心拼合工装的进一步改进:还包括与各定位挡板一一对应的竖直的加强板及调整板;所述调整板平放在底座上,调整板上开设有与所对应的边框相垂直的长槽,调整板通过穿过该长槽的螺钉与底座相连接;所述加强板的外侧边与定位挡板固定连接、底边与对应的调整板固定连接。
13.相对于现有技术,本实用新型具有以下有益效果:(1)本工装通过正三角形的定位框和倾斜设置的定位挡板为三组单框分别定位,保证拼装时三者之间正确拼合,消除了角度误差,提高了产品质量;(2)使用本装置,一人即可完成拼装操作,且效率得到大幅提升;(3)加强板可以对定位挡板进行有力的支撑,提高使用寿命;(4)定位挡板的两端翘曲,可以
与单框底边的两端转角处更好的贴合,提高定位精度和稳固性;(5)在使用调整板的方案中,可以对定位挡板的位置进行细微调整,避免因加工误差导致定位挡板无法与单框贴合,同时还能对不同规格的单框进行拼装。
附图说明
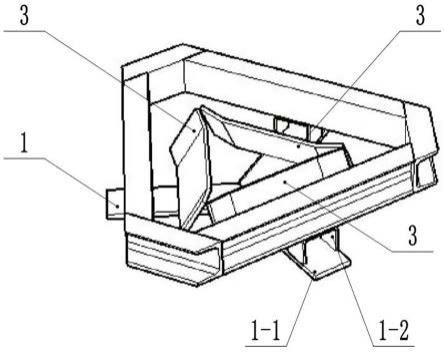
14.图1为实施例一的立体图;
15.图2为实施例一的俯视图;
16.图3为实施例一的侧视图;
17.图4为实施例二中垫板、定位挡板及加强板部分的侧视图;
18.图5为实施例二中垫板、定位挡板及加强板部分的俯视图;
19.图6为实施例三中垫板、调整板、定位挡板及加强板部分的侧视图;
20.图7为实施例三中垫板、调整板、定位挡板及加强板部分的俯视图;
21.图8为立体卷铁心与线圈部分的示意图。
具体实施方式
22.下面结合附图详细说明本实用新型的技术方案:
23.实施例一
24.如图1至3,一种立体卷铁心拼合工装,包括底座1、定位框2和定位挡板3。
25.所述底座1可以是一个平整的板状,也可以是支架状。本实施例中,所述底座1包括三组与边框一一对应的条形的垫板1-1,垫板1-1材质为8mm厚q235a钢板。各垫板1-1分别与所对应的边框相垂直,三组垫板1-1的内端焊接为一体,相邻夹角为120度。
26.进一步的,所述底座1还包括与三组垫板1-1一一对应的u型弯板1-2,所述u型弯板1-2开口向下,底部与所对应的垫板1-1的顶面固定连接。
27.所述定位框2为正三角形,包括三个首尾相接的等长的边框,所述边框为6.3#槽钢。
28.所述定位框2固定安装在底座1顶部。本实施例中,u型弯板1-2的顶部与所对应的边框的底部固定连接。
29.所述定位挡板3同样为三组,与定位框2的三条边框一一对应。定位挡板3使用6mm厚的q235a钢板加工而成。所述定位挡板3设置在定位框2的内侧、焊接在垫板1-1上。各定位挡板3分别与所对应的边框相平行;定位挡板3倾斜设置、与所对应的边框构成一个开口向上的夹角。
30.优选的,所述定位挡板3的两端向所对应的边框翘曲,从而可以与单框7底边的两端转角处更好的贴合。
31.使用时,将组成图8中立体卷铁心所需要的三组单框7分别放入到三个边框与定位挡板3所构成的缝隙中,实现单框7的准确定位,然后使用打包带将单框7打紧即可。
32.实施例二
33.如图4和5,本实施例与实施例一的不同之处在于,还包括与各定位挡板3一一对应的竖直的加强板4,所述加强板4的外侧边与定位挡板3固定连接、底边与垫板1-1固定连接。
34.相对于实施例一中定位挡板3仅依靠底部的焊接点与垫板1-1固定连接的方式,本
实施例可以显著提高定位挡板3的承载能力与稳固性,使用寿命更长。
35.实施例三
36.如图6和7,本实施例与实施例一的不同之处在于,还包括与各定位挡板3一一对应的竖直的加强板4及调整板5。所述调整板5平放在垫板1-1上,调整板5上开设有与所对应的边框相垂直的长槽,调整板5通过穿过该长槽的螺钉6与垫板1-1相连接;所述加强板4的外侧边与定位挡板3固定连接、底边与对应的调整板5固定连接。
37.本实施例不仅可以提高定位挡板3的承载能力、稳固性,而且还可以根据情况对定位挡板3的位置进行微调。微调方式为:松开螺钉6,移动调整板5,到达合适位置后再锁紧螺钉6。本实施例能够避免因焊接位置误差导致的定位挡板3无法与单框7准确贴合的情况,同时还能对不同规格(主要是厚度尺寸略有差别)的单框7进行拼装。
技术特征:
1.一种立体卷铁心拼合工装,其特征在于:包括底座(1)、定位框(2)和定位挡板(3);所述定位框(2)为正三角形,包括三个首尾相接的等长的边框;所述定位框(2)固定安装在底座(1)顶部;所述定位挡板(3)为三组,与定位框(2)的三条边框一一对应;所述定位挡板(3)设置在定位框(2)的内侧、安装在底座(1)上;各定位挡板(3)分别与所对应的边框相平行;定位挡板(3)倾斜设置、与所对应的边框构成一个开口向上的夹角。2.如权利要求1所述的立体卷铁心拼合工装,其特征在于:所述底座(1)包括三组与边框一一对应的垫板(1-1),各垫板(1-1)分别与所对应的边框相垂直,三组垫板(1-1)的内端相互固定连接。3.如权利要求2所述的立体卷铁心拼合工装,其特征在于:所述底座(1)还包括与三组垫板(1-1)一一对应的u型弯板(1-2),所述u型弯板(1-2)开口向下,底部与所对应的垫板(1-1)的顶面固定连接,顶部与所对应的边框的底部固定连接。4.如权利要求1所述的立体卷铁心拼合工装,其特征在于:所述定位挡板(3)的两端向所对应的边框翘曲。5.如权利要求1至4任一所述的立体卷铁心拼合工装,其特征在于:还包括与各定位挡板(3)一一对应的竖直的加强板(4),所述加强板(4)的外侧边与定位挡板(3)固定连接、底边与底座(1)固定连接。6.如权利要求1至4任一所述的立体卷铁心拼合工装,其特征在于:还包括与各定位挡板(3)一一对应的竖直的加强板(4)及调整板(5);所述调整板(5)平放在底座(1)上,调整板(5)上开设有与所对应的边框相垂直的长槽,调整板(5)通过穿过该长槽的螺钉(6)与底座(1)相连接;所述加强板(4)的外侧边与定位挡板(3)固定连接、底边与对应的调整板(5)固定连接。
技术总结
本实用新型公开了一种立体卷铁心拼合工装,包括底座、定位框和定位挡板;所述定位框为正三角形,包括三个首尾相接的等长的边框;所述定位框固定安装在底座顶部;所述定位挡板为三组,与定位框的三条边框一一对应;所述定位挡板设置在定位框的内侧、安装在底座上;各定位挡板分别与所对应的边框相平行;定位挡板倾斜设置、与所对应的边框构成一个开口向上的夹角。本实用新型通过正三角形的定位框和倾斜设置的定位挡板为三组单框分别定位,保证了拼装时三者之间的正确拼合,消除了角度误差,提高了产品质量,同时工作效率也得到大幅提升。同时工作效率也得到大幅提升。同时工作效率也得到大幅提升。
技术研发人员:赵伟 孙文鹏 李洪峰 袁可道 张晓雯 冯光磊 吴全磊
受保护的技术使用者:烟台东方电子科技发展有限公司
技术研发日:2022.06.16
技术公布日:2022/9/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1