一种电池加工工站及模块化加工设备的制作方法
1.本实用新型涉及电池生产设备领域,具体涉及一种电池加工工站及模块化加工设备。
背景技术:
2.随着3c产品的快速更新换代和迅猛发展,锂离子电池行业逐渐竞争日益激烈,各大电池包生产厂商争相革新锂离子电池结构和制程技术,提升产品的安全性、生产效益等,以提升在行业中的竞争力。
3.通常,在锂离子电池包生产过程中需要经过:移印喷码、贴胶、极耳裁切、焊接保护板、贴胶包胶、性能测试、尺寸测量等工序。但因不同类型的锂离子电池包存在着大大小小的结构差异,因此需要根据工艺要求对加工设备的工站顺序、种类进行调整。目前各大电池包生产厂商多使用半自动加工设备或手动加工设备进行锂离子电池包生产,传统加工设备一般配备有直线排列的若干个工站,工站的类型、位置和数量为固定设计,故无法对工站的位置和类型进行调整。在目前市场环境下,锂离子电池包订单具有数量少、种类多、工艺变更大等特点,传统的加工设备无论是加工顺序、工站类型和工站数量均无法调整,且换型时间也无法匹配生产节奏,无法使用全自动生产线进行生产,导致这类订单的生产效率、效益较低。
4.为解决小订单、多机种的加工生产难题,亟需一种能够适应小订单、多种类的模块化加工设备,实现工站快速调换顺序、快速换型、线外换型等功能。
技术实现要素:
5.本实用新型的第一目的旨在提供一种电池加工工站,能够被快速安装到加工设备上。本实用新型的第一目的由以下技术方案实现:
6.一种电池加工工站,包括工站基座、加工机构、控制装置,所述加工机构和控制装置安装在所述工站基座上,且所述加工机构与所述控制装置电连接;其特征在于,还包括移动机构和接口组件,所述移动机构和接口组件安装在所述工站基座上,且所述接口组件与所述控制装置电连接。作为本实用新型的进一步改进,所述接口组件包括至少一个标准电气接口。
7.作为本实用新型的进一步改进,所述移动机构包括移动轮或滑块,所述移动轮安装在所述工站基座的底面或侧面,或所述滑块安装在所述工站基座的底面或侧面。
8.本电池加工工站通过在所述电池加工工站上设置所述移动机构和接口组件,使得所述电池加工工站独立成为一个模块,能够根据需要简便地安装到加工设备上的相应位置上,能够有效提高设备柔性,增加加工设备的应用场景及加工的产品类型。本实用新型的第二目的旨在提供一种模块化加工设备,能够根据需要更换电池加工工站。本实用新型的第二目的由以下技术方案实现:
9.一种模块化加工设备,包括基座、总控装置和电池定位机构,所述电池定位机构安
装在所述基座上,且与所述总控装置电连接;其特征在于,还包括前文所述的电池加工工站,所述电池加工工站可移动地安装在所述基座上,且所述电池加工工站的接口组件与所述总控装置电连接。
10.上述技术方案中,通过采用前文所述的电池加工工站,并将电池加工工站安装在所述基座上,形成一台完整的电池加工设备;通过电池加工工站与其他结构的模块化设计,实现电池加工工站的简便装载、拆卸和更换,提高了设备针对不同类型电池产品加工的能力。
11.作为本实用新型的进一步改进,还包括移动导向机构,所述移动导向机构设置在所述基座上,为所述电池加工工站在所述基座上移动提供导向。
12.作为本实用新型的进一步改进,所述移动导向机构包括导轨或滑轨,所述导轨与所述电池加工工站的移动机构可移动地结合,或所述滑轨与所述电池加工工站的移动机构可移动地结合。
13.作为本实用新型的进一步改进,所述移动导向机构引导所述电池加工工站在模块化加工设备上横向移动。
14.作为本实用新型的进一步改进,还包括换型装置,所述换型装置包括承载平台,所述承载平台上设置有至少一个与所述移动导向机构相同的换型导向机构。
15.作为本实用新型的进一步改进,所述换型导向机构的延伸方向在受控下与所述移动导向机构的延伸方向相同。
16.作为本实用新型的进一步改进,所述换型装置还包括升降机构,所述升降机构的一端与所述承载平台连接,控制所述承载平台升降。
17.本加工设备通过采用前文所述的电池加工工站,并配套设置所述移动导向机构,实现了电池加工工站在基座上的移动、定位,使每一个电池加工工站在基座上都能对应一个电池加工工位;通过接口组件与总控装置的连接,实现加工设备对多个电池加工工站的统一控制。
附图说明
18.图1为本实用新型实施例一提供的电池加工工站第一方向的立体图。
19.图2为本实用新型实施例一提供的电池加工工站第二方向的立体图。
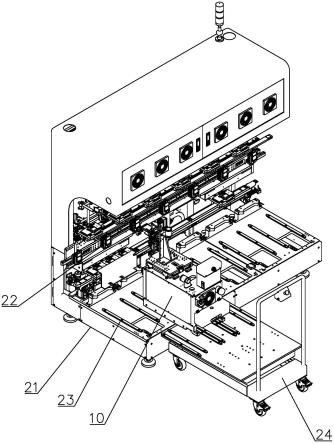
20.图3为本实用新型实施例二提供的模块化加工设备的立体图。
21.图4为本实用新型实施例二提供的模块化加工设备基座及安装在基座上结构的立体图。
22.图5为本实用新型实施例二提供的换型小车第一方向的立体图。
23.图6为本实用新型实施例二提供的换型小车第二方向的立体图。
具体实施方式
24.下面结合附图对本实用新型的具体实施方式作进一步说明,为了便于说明,本技术中可能会对上、下、左、右、前、后等方位进行定义,旨在便于清楚地描述构造的相对位置关系,并不用于产品在生产、使用、销售等过程中实际方位的限制。下面结合附图对本实用新型的具体实施方式作进一步说明:
25.实施例一
26.请参阅图1-图3,本实施例提供一种电池加工工站10,包括工站基座11、加工机构12、控制装置(图中未示出)、移动机构13和接口组件14。所述工站基座11为一个控制箱箱体,所述加工机构12安装在所述工站基座11的顶面上,所述控制装置安装在所述工站基座11的箱体内部,且所述控制装置与所述加工机构12电连接。
27.所述移动机构13包括至少两个移动轮,所述移动轮安装在所述工站基座11的底面上(作为其他可实现的技术方案,所述移动机构13还可以包括安装在所述工站基座11底部的滑块,或者在所述工站基座11上安装滑轨等;所述滑块、滑轨等也可以安装在所述工站基座11的侧面和/或顶面上)。所述接口组件14包括至少一个标准化电气接口,安装在所述工站基座11的侧壁上,且所述标准化电气接口与所述控制装置电连接。
28.通过设置移动机构13和接口组件14,将电池加工工站独立于加工设备,可以根据不同工艺需求在加工设备上的适当位置配置不同类型和数量的电池加工工站,以适应不同类型、不同数量的订单的加工需求。所述移动机构13可以将所述电池加工工站便捷地安装到加工设备上,所述接口组件14通过与加工设备地电气线缆或电气插头对接,可以实现由加工设备的统一控制。
29.实施例二
30.请参阅图3-图6,本实施例提供一种模块化加工设备,包括基座21、总控装置(图中未示出)、电池定位机构22、移动导向机构23、一个或多个换型小车24(换型装置)和多个实施例一提供的电池加工工站10。
31.所述基座21呈直线型延伸,长度根据所要设置的工站数量确定。所述电池定位机构22为多个(与该加工设备所设置的工站数量一致),沿所述基座21的延伸方向安装在所述基座21上。所述总控装置安装在所述基座21内部,且与所述电池定位机构22电连接。所述移动导向机构23包括以两根相互平行设置的安装导轨多组,每组所述安装导轨包括至少两根通用导轨,安装导轨的组数量与所述电池定位机构22的数量相同,多组安装导轨沿所述基座21的延伸方向排列设置在所述基座21上,且所述安装导轨的延伸方向与所述基座21延伸方向垂直,引导所述电池加工工站在所述导轨的延伸方向上横向移动,即所述电池加工工站与移动导向机构可移动地结合(作为可实现的技术方案,也可以不设置所述移动导向机构,仅依靠所述电池加工工站上的移动轮实现电池加工工站的移动,并依靠人工调整其方向、位置)。一组所述安装导轨中多根通用导轨的位置与所述电池加工工站的移动轮位置和间距、以及所述电池定位机构22位置相对应,每组所述安装导轨对应一个加工工站安装位。
32.所述电池加工工站的移动轮与所述安装导轨相对应,被安装在所述基座21上时,所述电池加工工站上设置的移动轮与所述安装导轨结合,或在所述安装导轨上移动,进而使所述电池加工工站可沿所述安装导轨在基座21上移动,在基座21上安装到位或从基座21上拆除。所述电池加工工站在基座21上安装到位后,从所述总控装置中引出的电缆与所述电池加工工站的标准化电气接口连接,对所述电池加工工站的加工机构12实现集中控制。
33.所述换型小车24包括车架241、承载平台242、车轮243、换型导向机构244和升降气缸245(升降机构),所述车轮243的数量至少为三个,安装在所述车架241的底面,所述承载平台242设置在所述车架241上。所述换型导向机构244包括至少一组换型导轨,安装在所述承载平台242的顶面,每组所述换型导轨包括至少两根通用导轨,所述换型导轨与安装导轨
使用的通用导轨完全相同,一组所述换型导轨的方向与一组所述安装导轨的间距相同。所述升降气缸245的一端连接所述车架241,另一端与所述承载平台242的底面连接,在受控下使所述承载平台242在所述车架241上升高或降低高度。使用时,控制所述升降气缸245伸出或缩回,控制所述承载平台242升降,使所述换型小车24的换型导轨的顶面与所述安装导轨的顶面共面,一组所述换型导轨可以与一组所述安装导轨的轴线共线(所述换型导向机构的延伸方向在受控下与所述移动导向机构的延伸方向相同)。
34.所述模块化加工设备的基座21固定设置在地面上,根据工艺需求,选择不同类型的电池加工工站10。所述换型小车24从仓库等位置将所需的电池加工工站0装载到所述承载平台242上。所述换型小车24将电池加工工站10运送到所述模块化加工设备的安装位置后,控制所述升降气缸245将所述承载平台242上升或下降至所述换型小车24的换型导轨的顶面与所述安装导轨的顶面共面,调整所述换型小车24的位置,使一组所述换型导轨与一组所述安装导轨的轴线共线,且所述换型导轨的一端与所述安装导轨的一端相接。调整完成后,将所述电池加工工站10沿换型导轨转移至安装导轨上,并沿所述安装导轨移动至在所述基座21上安装到位,安装到位后,将所述电池加工工站10的接口组件14与设置在所述基座21上的总控装置连接,即完成所述电池加工工站10在基座21上的安装,电池加工工站10由所述总控装置统一控制。
35.当根据生产需要改变某一工位的加工能力时,只需将该工位上的电池加工工站10的接口组件14与设置在所述基座21上的总控装置断开,并通过换型小车24将该电池加工工站10换下,重新装载所需的电池加工工站10,将所需的电池加工工站10的接口组件14与总控装置连接,即完成了电池加工工站10的更换。
36.通过在基座21上设置所述移动导向机构24,并在所述电池加工工站10上设置移动机构13,配合所述换型装置使用,实现在一台模块化加工设备上对电池加工工站10的类型、数量、位置根据实际生产需要进行变换,提高了设备柔性,降低了因产品换型而产生的生产成本上升的幅度。
37.以上实施例仅为充分公开而非限制本实用新型,凡基于本实用新型的创作主旨、无需经过创造性劳动即可得到的等效技术特征的替换,应当视为本技术揭露的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1