压盖及检测机构的制作方法
1.本实用新型涉及断路器装配技术领域,更具体的说涉及一种压盖及检测机构。
背景技术:
2.在断路器装配过程中,首先需要在断路器壳体(底壳和上盖)内装入相应的零件,然后再将断路器底壳和上盖装配在一起,目前工艺是通过人工将断路器底壳和上盖装配在一起。人工装配劳动强度高,工作时间长,容易导致工人疲劳,工作效率低,判断错误,容易导致无法压紧到位的产品流入下一工序,影响断路器成品的合格率和品质。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种压盖及检测机构,该压盖及检测机构能够自动压紧断路器的上盖和底壳,从而降低劳动强度,提高生产效率,并且还能够检测上盖和底壳是否压紧到位,从而避免没有压紧到位的产品流入到下一工序,提升产品品质。
4.为实现上述目的,本实用新型提供了如下技术方案:
5.一种压盖及检测机构,包括固定座、压紧气缸、压板和检测装置,所述压紧气缸竖直布置并固定于固定座的底部,所述压板与压紧气缸的活塞杆连接,所述检测装置包括传感器和感应片,所述感应片与压板连接,所述传感器位置固定并与感应片配合,用于检测压板的行程。
6.进一步所述传感器为槽型光电传感器,槽型光电传感器固定于压紧气缸上,所述感应片竖直布置,并且感应片上设置有通槽,所述感应片位于槽型光电传感器的凹槽中。
7.进一步所述感应片与压板可拆卸连接。
8.进一步所述感应片呈l形且包括水平片和竖直片,所述通槽位于竖直片上,所述水平片上设置有若干通孔,所述压板上设置有若干螺纹孔,所述通孔内设置有螺栓,所述螺栓穿过通孔伸入螺纹孔内。
9.进一步所述压紧气缸、压板和检测装置均设置有两个,并且两个压紧气缸水平并排布置。
10.与现有技术相比,本实用新型的有益效果是:
11.本实用新型通过设置固定座、压紧气缸、压板和检测装置,当产品输送线把断路器输送至该压盖及检测机构处后,压紧气缸和压板能够自动下压对断路器的上盖和底壳进行压紧,实现自动压紧断路器的上盖和底壳,无需人工操作,降低了劳动强度,提高了生产效率,并且在压紧时,通过槽型光电传感器和感应片,来自动对压板的行程进行检测,从而判断上盖和底壳是否压紧到位,避免了没有压紧到位的产品流入到下一工序中,保证产品的合格率,提升了产品的品质。
附图说明
12.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需
要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
13.图1为压盖及检测机构与产品输送线载板的结构示意图;
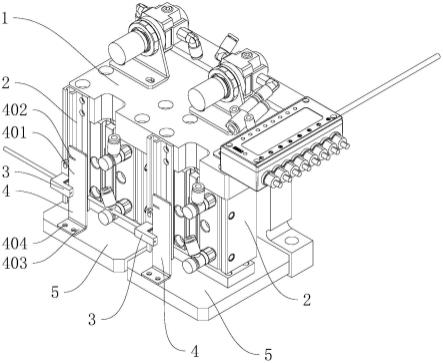
14.图2为压盖及检测机构的结构示意图。
15.图中标记为:1、固定座;2、压紧气缸;3、槽型光电传感器;4、感应片;401、竖直片;402、通槽;403、水平片;404、通孔;5、压板;6、载板;7、断路器。
具体实施方式
16.在本实用新型的描述中,需要说明的是,对于方位词,如有术语“中心”,“横向(x)”、“纵向(y)”、“竖向(z)”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本实用新型的具体保护范围。
17.此外,如有术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明技术特征的数量。由此,限定有“第一”、“第二”特征可以明示或者隐含包括一个或者多个该特征,在本实用新型描述中,“数个”、“若干”的含义是两个或两个以上,除非另有明确具体的限定。
18.一种压盖及检测机构,如图1-2所示,包括固定座1、压紧气缸2、压板5和检测装置,所述压紧气缸2竖直布置并固定于固定座1的底部,所述压板5与压紧气缸2的活塞杆连接,所述检测装置包括传感器和感应片4,所述感应片4与压板5连接,所述传感器位置固定并与感应片4配合,用于检测压板5的行程。
19.本实用新型通过设置固定座1、压紧气缸2、压板5和检测装置,当产品输送线把断路器7输送至该压盖及检测机构处后,压紧气缸2和压板5能够自动下压对断路器7的上盖和底壳进行压紧,实现自动压紧断路器7的上盖和底壳,无需人工操作,降低了劳动强度,提高了生产效率,并且在压紧时,检测装置能够自动对压板5的行程进行检测,从而判断上盖和底壳是否压紧到位,避免了没有压紧到位的产品流入到下一工序中,保证产品的合格率,提升了产品的品质。
20.本实施例中优选的,如图1-2所示,所述传感器为槽型光电传感器3,槽型光电传感器3固定于压紧气缸2上,所述感应片4竖直布置,并且感应片4上竖直方向的一侧设置有通槽402,所述感应片4设置通槽402的一侧位于槽型光电传感器3的凹槽中。
21.本实施例中优选的,如图1-2所示,所述感应片4与压板5可拆卸连接,从而在感应片4发生损坏或者精度不准时,可通过更换感应片4来保证槽型光电传感器3检测精准。
22.本实施例中优选的,如图1-2所示,所述感应片4呈l形且包括水平片403和竖直片401,所述通槽402位于竖直片401上,所述水平片403上设置有若干通孔404,所述压板5上设置有若干螺纹孔,所述通孔404内设置有螺栓,所述螺栓穿过通孔404伸入螺纹孔内;通过设置通孔404、螺纹孔和螺栓,使感应片4与压板5可拆卸连接,并且拆装简单方便。
23.本实施例中优选的,如图1所示,所述压紧气缸2、压板5和检测装置均设置有两个,
并且两个压紧气缸2水平并排布置,从而能够与产品输送线载板6上的两个断路器7适配,同时压紧两个断路器7的底壳和上盖,提高压装效率。
24.本实施例中优选的,所述传感器与该压盖及检测机构的控制系统电性连接。
25.工作原理:
26.在产品输送线的载板6把断路器7输送至该压盖及检测机构处时,两个压紧气缸2同时动作伸出,带动两个压板5下降,压板5压住载板6上的断路器7上盖,使断路器7的底壳和上盖相互压紧装配连接;
27.在压板5下降的同时,感应片4会随压板5一起下降,槽型光电传感器3则检测感应片4的位置来判断上盖和底壳是否压紧到位,当压紧到位使,感应片4上的通槽402刚好位于槽型光电传感器3的光发射器和接收器之间,使光发射器发射的光能够被接收器接收到,从而输出信号给控制系统,控制系统得到信号判断出上盖和底壳压紧到位。
28.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种压盖及检测机构,其特征在于:包括固定座、压紧气缸、压板和检测装置,所述压紧气缸竖直布置并固定于固定座的底部,所述压板与压紧气缸的活塞杆连接,所述检测装置包括传感器和感应片,所述感应片与压板连接,所述传感器位置固定并与感应片配合,用于检测压板的行程。2.根据权利要求1所述的压盖及检测机构,其特征在于:所述传感器为槽型光电传感器,槽型光电传感器固定于压紧气缸上,所述感应片竖直布置,并且感应片上设置有通槽,所述感应片位于槽型光电传感器的凹槽中。3.根据权利要求2所述的压盖及检测机构,其特征在于:所述感应片与压板可拆卸连接。4.根据权利要求3所述的压盖及检测机构,其特征在于:所述感应片呈l形且包括水平片和竖直片,所述通槽位于竖直片上,所述水平片上设置有若干通孔,所述压板上设置有若干螺纹孔,所述通孔内设置有螺栓,所述螺栓穿过通孔伸入螺纹孔内。5.根据权利要求4所述的压盖及检测机构,其特征在于:所述压紧气缸、压板和检测装置均设置有两个,并且两个压紧气缸水平并排布置。
技术总结
本实用新型公开了一种压盖及检测机构,包括固定座、压紧气缸、压板和检测装置,所述压紧气缸竖直布置并固定于固定座的底部,所述压板与压紧气缸的活塞杆连接,所述检测装置包括传感器和感应片,所述感应片与压板连接,所述传感器位置固定并与感应片配合,用于检测压板的行程;该压盖及检测机构能够自动压紧断路器的上盖和底壳,从而降低劳动强度,提高生产效率,并且还能够检测上盖和底壳是否压紧到位,从而避免没有压紧到位的产品流入到下一工序,提升产品品质。产品品质。产品品质。
技术研发人员:叶凡 张罗 朱峰 吴文彬 袁丁丁 段星星
受保护的技术使用者:浙江铭君自动化设备有限公司
技术研发日:2022.07.15
技术公布日:2023/2/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1