一种电池串检测与维修装置的制作方法
1.本实用新型涉及电池生产领域,尤其涉及一种电池串检测与维修装置。
背景技术:
2.电池串由若干电池片经焊带焊接而成,在焊接或流转过程中,电池串内或会出现虚焊缺陷。尤其是栅线之间的间距较小的电池串,其焊接时采用的焊带也较细,焊接后电池串中出现正面虚焊和背面虚焊的几率大,因此经常需要对电池串进行补虚焊维修。
3.传统的维修方式,首先通过人工或专业检测设备实施对电池串上的虚焊点的检测,以确定电池串是否存在虚焊,以及确定虚焊点所在位置。然后通过人工实施对虚焊点的补虚焊,即将虚焊点处的焊带与电池片重新焊接在一起。以上传统的维修方式,效率低下,影响产能。
技术实现要素:
4.针对现有技术中存在的上述缺陷,本实用新型提供了一种电池串检测与维修装置,其详细技术方案如下:
5.一种电池串检测与维修装置,包括上料检测机构、转运机构、维修平台、第一补虚焊机构及第二补虚焊机构,其中:
6.上料检测机构用于实施对电池串的虚焊检测,以确定电池串是否存在虚焊点以及虚焊点所在位置;
7.维修平台上设置有贯穿维修平台的若干焊接孔,转运机构用于将存在虚焊的电池串从上料检测机构转运至维修平台上,并使得电池串中的虚焊点位于焊接孔处;
8.第一补虚焊机构设置在维修平台的上方,第一补虚焊机构用于从上侧将电池串上表面的虚焊点处的焊带与电池片重新焊接;
9.第二补虚焊机构设置在维修平台的下方,所述第二补虚焊机构用于从下侧穿过焊接孔将电池串下表面的虚焊点处的焊带与电池片重新焊接。
10.通过检测机构、转运机构、维修平台、第一补虚焊机构及第二补虚焊机构的配合,本实用新型的电池串检测与维修装置能够实施对电池串的虚焊点的自动检测,并在不翻转电池串的情况下自动实施对电池串上下表面虚焊点的补虚焊,从而大幅度提升了电池串的维修效率,提升产能。
11.在一些实施例中,维修平台上在预定区域内设置有若干个焊接孔,其中:预定区域内的各焊接孔与单个电池片上的各焊接点一一对应设置;或者,若干焊接孔包括第一焊接孔组和第二焊接孔组,第一焊接孔组和第二焊接孔组间隔设置,第一焊接孔组的各排焊接孔与单个电池片的第一侧边缘的n排焊接点一一对应设置,第二焊接孔组的各排焊接孔与单个电池片的第二侧边缘的n排焊接点一一对应设置,n大于或等于2。
12.给出了两种维修平台上焊接孔的设置方案,在一种方案中,维修平台上的预定区域内设置有与单个电池片上的各焊接点一一对应设置的焊接孔,在将电池串放置至维修平
台上时,控制存在虚焊的电池片摆放在该预定区域内,从而虚焊电池片的下表面上的所有焊接点均能从对应的焊接孔暴露,如此,可以方便第二补虚焊机构实施对虚焊电池片的下表面上的任意存在虚焊的焊接点的补虚焊。在另一种方案中,考虑到电池片的虚焊点大多出现在电池片宽度方向的两侧边缘处,因此可以选择仅在维修平台的预定区域内设置第一焊接孔组和第二焊接孔组,其中第一焊接孔组与单个电池片的第一侧边缘处的各焊接点一一对应,第二焊接孔组与单个电池片的第二侧边缘处的各焊接点一一对应,电池片的下表面第一侧边缘处的各焊盘片均从对应的第一焊接孔组暴露,电池片的下表面第二侧边缘处的各焊盘片均从对应的第二焊接孔组暴露,如此,可以方便第二补虚焊机构实施对电池片的下表面第一侧边缘或第二侧边缘处的任意存在虚焊的焊接点的补虚焊。
13.在一些实施例中,第二补虚焊机构为激光焊接机构,第二补虚焊机构发射的激光穿过焊接孔将电池串下表面的虚焊点处的焊带与电池片重新焊接;或者,第二补虚焊机构为电阻焊机构,第二补虚焊机构包括第一正电极、第一负电极和第一压紧件,第一正电极、第一负电极和第一压紧件共同穿过焊接孔,第一压紧件压紧虚焊点,第一正电极和第一负电极压住位于虚焊点两侧的焊带并通电,以将虚焊点处的焊带与电池片重新焊接。
14.第二补虚焊机构采用激光焊接机构,其发射出的焊接激光穿过焊接孔即能够实施对电池串下表面的虚焊点的非接触式补虚焊,提升了补虚焊效率。或者,将第二补虚焊机构设置成包括第一正电极、第一负电极和第一压紧件的电阻焊机构,则能够将虚焊点处的焊带压紧,并通过对焊带通电以将焊带重新焊接至虚焊点处的焊接点上,保证了补虚焊效果。
15.在一些实施例中,上料检测机构包括供料机构、移载机构、规整机构、第一检测机构、第二检测机构及缓存台,其中:移载机构用于从供料机构内拾取电池串,并将拾取的电池串上料至规整机构上,规整机构用于规整电池串;第一检测机构设置在规整机构的上方,第一检测机构用于对电池片的上表面实施串检;移载机构还用于将电池串从规整机构移动至第二检测机构;第二检测机构用于对电池串的下表面实施串检,以及对电池串实施el检测;移载机构还用于将第二检测机构检测出的存在虚焊的电池串从第二检测机构移动至缓存台上;转运机构从所述缓存台上拾取存在虚焊的电池串。
16.通过设置移载机构,实现了电池串从供料机构至规整机构,从规整机构至第二检测机构,以及从第二检测机构至缓存台的自动移载。通过设置第一检测机构、第二检测机构,实现了对电池串的虚焊、内部缺陷检测及上、下两个表面的外观缺陷检测。通过设置规整机构,实现了对电池串的规整,保证移载机构能够将电池串转运至后道机构的指定位置。
17.在一些实施例中,移载机构包括第一移载手和第二移载手,其中:第一移载手用于从供料机构内拾取电池串,并将拾取的电池串上料至规整机构上;第二移载手用于将电池串从规整机构移动至第二检测机构,以及将存在虚焊的电池串从第二检测机构移动至缓存台上。
18.通过将移载机构设置成包括第一移载手和第二移载手,使得移载机构在将供料机构内的电池片移载至规整机构的同时,可以将规整机构上的电池串移载至第二检测机构上,或将第二检测机构上的电池片移载至缓存台上,从而提升了上料检测机构的上料效率,保证工作节拍。
19.在一些实施例中,移载机构还包括移载导轨、第一移载驱动装置及第二移载驱动装置,其中:第一移载手滑动安装在移载导轨上并与所述第一移载驱动装置传动连接,第一
移载驱动装置用于驱动第一移载手沿移载导轨平移;第二移载手滑动安装在移载导轨上并与第二移载驱动装置传动连接,第二移载驱动装置用于驱动第二移载手沿移载导轨平移。
20.第一移载手和第二移载手由不同的移载驱动装置分别驱动,从而实现了对第一移载手、第二移载手的独立控制,提升了第一移载手、第二移载手的移载灵活度。
21.在一些实施例中,第一检测机构包括第一串检相机及光源,其中:第一串检相机为线阵相机并安装在第一横移模组上,第一串检相机在第一横移模组的驱动下沿电池串的长度方向移动,以对电池串的上表面实施串检;光源安装在第二横移模组上,光源在第二横移模组的驱动下沿电池串的长度方向移动,以实施对第一串检相机的补光。
22.通过控制第一串检相机和光源沿电池串的长度方向移动,实现了对电池串上表面的线扫拍摄,提高检测精度。而将第一串检相机、光源设置在不同的横移模组,则即使光源因自身重量较大在移动过程中发生振动,也不会牵连到第一串检相机发生振动,从而保证第一串检相机的拍摄精度。
23.在一些实施例中,第二检测机构包括支撑框架、第一导电块、第二导电块、第二串检相机及el相机,其中:第一导电块设置在支撑框架上且与电源的正极连接,第二导电块设置在支撑框架上且与电源的负极连接;移载机构拾取电池串并将电池串的头部焊带压接至第一导电块上,以及将电池串的尾部焊带压接至第二导电块上,以导通电池串;第二串检相机和el相机均设置在支撑框架的下方,其中,第二串检相机用于对电池串的下表面实施串检,el相机用于获取被导通的电池串的红外图像以实施对被导通的电池串的el检测。
24.通过设置支撑框架,框架的中空结构实现了对电池串下表面的暴露;通过设置第一导电块、第二导电块及el相机,第二检测机构实现了对电池串的虚焊及内部缺陷检测;而通过设置第二串检相机,则实现了对电池串的下表面的外观缺陷检测。
25.在一些实施例中,缓存台滑动安装在支撑框架上,并被配置为在靠近第一导电块及第二导电块的缓存位置与远离第一导电块及第二导电块的避让位置之间滑动切换;缓存台滑动至缓存位置时,移载机构将存在虚焊的电池串移动至缓存台上。
26.通过将缓存台滑动安装在支撑框架上,并将缓存台配置为能够在靠近第一导电块及第二导电块的缓存位置与远离第一导电块及第二导电块的避让位置之间滑动切换。实现了,当移载机构在将电池串移动至第一导电块及第二导电块上时,缓存台能够移动至避让位置以实施对电池串的避让;而当第二检测机构完成对电池串的检测后,缓存台能够移动至缓存位置处,使得移载机构能够就近将存在虚焊的电池串移动至缓存台上。
27.在一些实施例中,电池串检测与维修装置还包括设置在规整机构上方的定位机构,定位机构用于实施对位于规整机构上的电池串的定位。
28.通过在规整机构上方设置定位机构,实现在对位于规整机构上的电池串的定位,从而使得规整机构能够根据电池串的位置信息完成对电池串的规整。
29.在一些实施例中,电池串检测与维修装置还包括压焊带机构;压焊带机构包括第一压针排和第二压针排,其中,第一压针排和第二压针排之间形成有空隙,第一压针排包括若干并排设置的第一压针,第二压针排包括若干与第一压针一一对应的第二压针,每个第一压针与对应的第二压针用于压紧一根焊带,空隙处暴露至少一排虚焊点;第一补虚焊机构为激光焊接机构,第一补虚焊机构发射的激光束穿过空隙实施对暴露的虚焊点处的焊带与电池片的重新焊接;或者,第一补虚焊机构为电阻焊机构,第一补虚焊机构包括第二正电
极、第二负电极和第二压紧件,第二正电极、第二负电极和第二压紧件共同穿过空隙,第二压紧件压紧虚焊点,第二正电极和第二负电极压住位于虚焊点两侧的焊带并通电,以将虚焊点处的焊带与电池片重新焊接。
30.通过设置包括第一压针排和第二压针排的压焊带机构,实现了对电池串上的焊带的压紧,此外,第一压针排和第二压针排之间形成空隙,从而使得第一补虚焊机构能够经空隙实施对第一压针排和第二压针排之间的虚焊点的补虚焊。第一补虚焊机构采用激光焊接机构,其发射出的焊接激光穿过间隙即能够实施对电池串上表面的虚焊点的非接触式补虚焊,提升了补虚焊效率。或者,将第一补虚焊机构设置成包括第二正电极、第二负电极和第二压紧件的电阻焊机构,则能够压紧虚焊点处的焊带,并通过对焊带通电以将焊带重新焊接至虚焊点处的焊接点上,保证了补虚焊效果。
31.在一些实施例中,压焊带机构还包括移动装置,第一压针排和第二压针排设置在移动装置的活动部件上,移动装置用于驱动第一压针排和第二压针排升降以及沿电池串的长度方向移动,以依次暴露各排虚焊点。
32.通移动装置驱动第一压针排和第二压针排沿电池串的长度方向移动,实现了对电池串上的各排虚焊点的依次暴露,从而使得第一补虚焊机构能够实施对电池串上的各排虚焊点的依次补虚焊。
33.在一些实施例中,电池串检测与维修装置还包括第一助焊剂涂覆机构和第二助焊剂涂覆机构,其中:第一助焊剂涂覆机构被配置为在重新焊接前将助焊剂涂覆至电池串上表面的虚焊点上;第二助焊剂涂覆机构被配置为在重新焊接前将助焊剂涂覆至电池串下表面的虚焊点上。
34.通过设置第一助焊剂涂覆机构和第二助焊剂涂覆机构,实现了对电池串上、下表面的助焊剂的自动涂覆,保证补虚焊的焊接效果。
附图说明
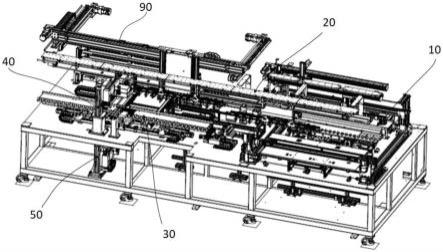
35.图1为本实用新型的电池串检测与维修装置在一个视角下的结构示意图;
36.图2为本实用新型的电池串检测与维修装置在另一个视角下的结构示意图(转运机构未示出);
37.图3为图2中上料检测机构的局部放大图;
38.图4为图2中维修平台、第一补虚焊机构及第二补虚焊机构的局部放大图;
39.图5为本实用新型实施例中的第二检测机构和缓存台的结构示意图;
40.图6为本实用新型实施例中的维修平台的局部结构图;
41.图7为本实用新型实施例中的压焊带机构的结构示意图;
42.图1至图7中包括:
43.上料检测机构10:
44.供料机构11;
45.移载机构12:移载导轨121、第一移载手122、第二移载手123;
46.规整机构13;
47.第一检测机构14:第一串检相机141、光源142;
48.第二检测机构15:支撑框架151、第一导电块152、第二导电块153、第二串检相机
154、el相机155;
49.缓存台16;
50.转运机构20;
51.维修平台30:
52.第一焊接孔组31;
53.第二焊接孔组32;
54.预定区域33;
55.吸附孔34;
56.第一补虚焊机构40;
57.第二补虚焊机构50;
58.压焊带机构60:
59.第一压针61;
60.第二压针62;
61.第一助焊剂涂覆机构70;
62.第二助焊剂涂覆机构80;
63.下料机构90。
具体实施方式
64.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
65.电池串由若干电池片经焊带焊接而成,在焊接或流转过程中,电池串内或会出现虚焊缺陷。尤其是栅线之间的间距较小的电池串,其焊接时采用的焊带也较细,焊接后电池串中出现正面虚焊和背面虚焊的几率大,因此经常需要对电池串进行补虚焊维修。
66.传统的维修方式,首先通过人工或专业检测设备实施对电池串上的虚焊点的检测,以确定电池串是否存在虚焊,以及确定虚焊点所在位置。然后通过人工实施对虚焊点的补虚焊。以上传统的维修方式,效率低下,影响产能。
67.鉴于此,本实用新型提供了一种电池串检测与维修装置,如图1至图2所示,本实用新型实施例提供的电池串检测与维修装置包括上料检测机构10、转运机构20、维修平台30、第一补虚焊机构40及第二补虚焊机构50,其中:
68.上料检测机构10用于实施对电池串的虚焊检测,以确定电池串是否存在虚焊点以及虚焊点所在位置。
69.维修平台30上设置有贯穿维修平台30的若干焊接孔,转运机构20用于将存在虚焊的电池串从上料检测机构10转运至维修平台30上,并使得电池串中的虚焊点位于焊接孔处。
70.第一补虚焊机构40设置在维修平台30的上方,第一补虚焊机构40用于从上侧将电池串上表面的虚焊点处的焊带与电池片重新焊接。
71.第二补虚焊机构50设置在维修平台30的下方,第二补虚焊机构50用于从下侧穿过焊接孔将电池串下表面的虚焊点处的焊带与电池片重新焊接。
72.需要说明的是,上表面是指位于上料至上料检测机构10上的电池串的朝上的表
面,该表面可能是电池串的正面,也可能是电池串的背面。同样的,下表面是指位于上料至上料检测机构10上的电池串的朝下的表面,该表面可能是电池串的正面,也可能是电池串的背面。
73.可见,通过检测机构10、转运机构20、维修平台30、第一补虚焊机构40及第二补虚焊机构50的配合,本实用新型的电池串检测与维修装置能够实现对电池串的虚焊点的自动检测,并在不翻转电池串的情况下自动完成对电池串上下表面虚焊点的补虚焊,从而大幅度提升电池串的维修效率,提升产能。
74.如图6所示,可选的,维修平台30上的预定区域33内设置有若干焊接孔,如图1和2所示,该预定区域33可设置在维修平台30的中间位置处,其面积与单个电池片的面积大致相等。转运机构20将电池串转运至维修平台30上时,使得电池串中的其中一片存在虚焊点的电池片承载于该预定区域33。
75.可选的,预定区域33内的各焊接孔与单个电池片上的各焊接点一一对应设置。如此,在将电池串放置至维修平台30上后,位于预定区域33上的电池片的下表面上的所有焊接点均能从对应的焊接孔暴露,如此,第二补虚焊机构50可实施对电池片的下表面上的任意存在虚焊的焊接点的补虚焊。
76.由于电池片的虚焊点大多出现在电池片宽度方向的两侧边缘处,因此,仅在预定区域33的两侧边缘处设置焊接孔,也能满足绝大多数情况下对电池片的补虚焊需求。
77.具体的,如图6所示,预定区域33内的若干焊接孔包括第一焊接孔组31和第二焊接孔组32,其中,第一焊接孔组31和第二焊接孔组32间隔设置,第一焊接孔组31的各排焊接孔与单个电池片的第一侧边缘的n排焊接点一一对应设置,第二焊接孔组32的各排焊接孔与单个电池片的第二侧边缘的n排焊接点一一对应设置,n大于或等于2。
78.图6实施例中,第一焊接孔组31和第二焊接孔组32均包括两排焊接孔,即n等于2。该实施例中,第二补虚焊机构50可实施对单个电池片的第一侧边缘的两排焊接点、第二侧边缘的两排焊接点中的任意存在虚焊的焊接点的补虚焊。
79.图6实施例中,在预定区域33处的维修平台上还设置有吸附孔34,从而在返修过程中将存在虚焊的电池片吸附定位,在吸附的同时电池片也将位于其下表面的焊带压紧,确保返修质量。吸附时通常采用真空吸附,需要在维修平台内部开设通气管道,而第一焊接孔组31和第二焊接孔组32间隔设置时,由于间隔处未开焊接孔,从而为通气管道的开设留出了空间,提高了结构紧凑度。
80.第二补虚焊机构50可以为激光焊接机构,其发射的激光直接穿过焊接孔实施对电池串下表面的非接触式补虚焊,从而提升补虚焊效率。此外,激光焊接的受热面积小且温升可控,因此补虚焊时可直接针对虚焊的焊接点进行补虚焊,从而提高补虚焊效果。
81.第二补虚焊机构50也可采用电阻焊机构,其包括第一正电极、第一负电极和第一压紧件。第一正电极、第一负电极和第一压紧件共同穿过焊接孔,其中,第一压紧件压紧虚焊点处,第一正电极和第一负电极压住位于虚焊点两侧的焊带并通电。焊带通电后发热后使得虚焊的焊接点处的焊料熔化,从而被重新焊接至电池片上。
82.如图3所示,可选的,上料检测机构10包括供料机构11、移载机构12、规整机构13、第一检测机构14、第二检测机构15及缓存台16,其中:
83.移载机构12用于从供料机构11内拾取电池串,并将拾取的电池串上料至规整机构
13上。
84.规整机构13用于完成对电池串的规整。可选的,规整机构12上方还设置有定位机构,定位机构用于实施对位于规整机构12上的电池串的定位以获得电池串的位置信息,规整机构13基于电池串的位置信息完成对电池串的规整。
85.第一检测机构14设置在规整机构12的上方,第一检测机构14用于对电池片的上表面实施串检,以确定电池片的上表面是否存在外观缺陷。
86.移载机构12还用于将规整机构13上的完成上表面串检及规整后的电池串移动至第二检测机构15上。
87.第二检测机构15用于对电池串的下表面实施串检,以确定电池片的下表面是否存在外观缺陷。第二检测机构15还对电池串实施el检测,以实现对电池串的虚焊及内部缺陷的检测。
88.移载机构12还用于将第二检测机构15检测出的存在虚焊的电池串从第二检测机构15移动至缓存台16上。可选的,上料检测机构10还包括人工检测工位,移载机构12先将第二检测机构检测出的存在虚焊的电池串移动至人工检测工位处,由人工在工控机上标定虚焊点的位置,以保证后道的补虚焊更加精确。完成人工标定后,移载机构12再将存在虚焊的电池串放置至缓存台16上。
89.转运机构20从缓存台16上拾取存在虚焊的电池串,并最终将存在虚焊的电池串转运至维修平台30上。
90.可见,移载机构12需要将电池串从供料机构11转移至规整机构12上,将电池串从规整机构12转移至第二检测机构15上,以及将电池串从第二检测机构15转移至缓存台16上。
91.如图3所示,可选的,移载机构12包括第一移载手122和第二移载手123,其中:第一移载手122用于从供料机构11内拾取电池串,并将拾取的电池串上料至规整机构12上。第二移载手123则用于将电池串从规整机构12移动至第二检测机构15,以及将存在虚焊的电池串从第二检测机构15移动至缓存台16上。
92.通过将移载机构12设置成包括第一移载手122和第二移载手123,使得移载机构在将供料机构11内的电池片移载至规整机构12的同时,可以将规整机构12上的电池串移载至第二检测机构15和缓存台16上,从而提升上料检测机构10的上料效率,保证工作节拍。
93.可选的,移载机构12还包括移载导轨121、第一移载驱动装置及第二移载驱动装置,其中:第一移载手122滑动安装在移载导轨121上并与所述第一移载驱动装置传动连接,第一移载驱动装置用于驱动第一移载手122沿移载导轨121平移,从而实现第一移载手122在供料机构11和规整机构12之间的移动。第二移载手123滑动安装在移载导轨121上并与第二移载驱动装置传动连接,第二移载驱动装置用于驱动第二移载手123沿移载导轨121平移,从而实现第二移载手123在规整机构12、第二检测机构15及缓存台16之间的移动。
94.由于第一移载手122和第二移载手123由不同的移载驱动装置分别驱动,从而实现了对第一移载手122、第二移载手123的独立控制,提升了第一移载手122、第二移载手123的移载灵活度。
95.如图3所示,可选的,第一检测机构14包括第一串检相机141及光源142,其中:第一串检相机141为线阵相机并安装在第一横移模组上,第一串检相机141在第一横移模组的驱
动下沿电池串的长度方向移动,以对电池串的上表面实施串检。光源142安装在第二横移模组上,光源在第二横移模组142的驱动下沿电池串的长度方向移动,以实施对第一串检相机141的补光。
96.通过控制第一串检相机141和光源142沿电池串的长度方向移动,实现了对电池串上表面的线扫拍摄,提高检测精度。而将第一串检相机141、光源142设置在不同的横移模组,则即使光源142因自身重量较大在移动过程中发生振动,也不会牵连到第一串检相机141发生振动,从而保证第一串检相机141的拍摄精度。
97.如图5所示,可选的,第二检测机构15包括支撑框架151、第一导电块152、第二导电块153、第二串检相机154及el相机155,其中:第一导电块152设置在支撑框架151上且与电源的正极连接,第二导电块153设置在支撑框架151上且与电源的负极连接。
98.移载机构12拾取电池串并将电池串的头部焊带压接至第一导电块152上,以及将电池串的尾部焊带压接至第二导电块153上,以导通电池串。
99.第二串检相机154和el相机155均设置在支撑框架151的下方,其中,第二串检相机154用于对电池串的下表面实施串检,el相机155用于获取被导通的电池串的红外图像以实施对被导通的电池串的el检测。
100.继续参考图5所示,可选的,缓存台16滑动安装在支撑框架151上并与设置在支撑框架151上的缓存台驱动装置连接,缓存台驱动装置用于驱动缓存台16在靠近第一导电块152及第二导电块153的缓存位置与远离第一导电块152及第二导电块153的避让位置之间滑动切换。
101.当需要进行电池串下表面的串检和el检测时,缓存台16先移动至避让位置以实施对电池串的避让,然后移载机构12的第二移载手123拾取电池串并将电池串两端的留长焊带分别压在第一导电块152和第二导电块153上,此时第二串检相机和el相机即可实施对电池串下表面的串检和el检测。
102.检测结束后,第二移载手123将电池串升起,缓存台16移动至缓存位置处后,第二移载手123即可就近将存在虚焊的电池串放至缓存台16上。
103.如图2和图7所示,本实用新型的电池串检测以维修装置还包括压焊带机构60。压焊带机构60包括第一压针排和第二压针排,其中:
104.第一压针排和第二压针排之间形成有空隙,第一压针排包括若干垂直于电池串的延伸方向并排设置的第一压针61,第二压针排则包括若干与第一压针61一一对应的第二压针62,每个第一压针61与对应的第二压针62用于压紧一根焊带。第一压针排和第二压针排之间的空隙处暴露至少一排虚焊点。
105.第一补虚焊机构14可以为激光焊接机构,其发射的激光束穿过空隙实施对暴露的虚焊点处的焊带与电池片的重新焊接。
106.第一补虚焊机构14也可以为电阻焊机构,其包括第二正电极、第二负电极和第二压紧件。第二正电极、第二负电极和第二压紧件共同穿过空隙,其中,第二压紧件压紧虚焊点,第二正电极和第二负电极则压住位于虚焊点两侧的焊带并通电。焊带通电发热后使得虚焊的焊接点处的焊料熔化,从而被重新焊接至电池片上。
107.可选的,压焊带机构60还包括移动装置,第一压针排和第二压针排设置在移动装置的活动部件上,移动装置用于驱动第一压针排和第二压针排升降以及沿电池串的长度方
向移动,以依次暴露各排虚焊点,从而使得第一补虚焊机构14能够实施对电池串上的各排虚焊点的依次补虚焊。
108.如图4所示,可选的,本实用新型的电池串检测与维修装置还包括第一助焊剂涂覆机构70和第二助焊剂涂覆机构80,其中:第一助焊剂涂覆机构70被配置为在重新焊接前将助焊剂涂覆至电池串上表面的虚焊点上。第二助焊剂涂覆机构被配置为在重新焊接前将助焊剂涂覆至电池串下表面的虚焊点上。
109.如图1所示,可选的,本实用新型的电池串检测与维修装置还包括下料机构90,下料机构90用于将完成补虚焊后的电池串从维修平台30搬离。
110.上文对本实用新型进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本实用新型的真实精神和范围的前提下做出所有改变都应该属于本实用新型的保护范围。本实用新型所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1