一种蓄电池L型端子烧焊装置的制作方法
一种蓄电池l型端子烧焊装置
技术领域
1.本实用新型属于铅酸蓄电池制造技术领域,具体涉及一种蓄电池l型端子烧焊装置。
背景技术:
2.蓄电池端子是汇集蓄电池内部电流,并与车辆接线夹安装的重要部件,其外形尺寸、位置会直接影响其使用性能。目前,蓄电池制作时先将l型端子装在极套上,将蓄电池内极柱、极套及l型端子烧焊连接。但是,由于l型端子底部圆台与极套均为圆形、且配合存在间隙,以及人工放置l型端子时随意性较大,l型端子位置无法固定,导致所烧焊的l型端子方向不一致,从而影响蓄电池使用过程,连接线与端子安装的便捷性和可靠性。同时,由于l型端子主体距烧焊点太近,火焰在一定程度上容易烧伤端子表面,进而影响产品的质量。
技术实现要素:
3.本实用新型的目的是提供一种蓄电池l型端子烧焊装置,解决了烧焊时l型端子方向无法固定以及烧焊火焰容易烧伤端子主体的问题。
4.本实用新型所采用的技术方案是;
5.一种蓄电池l型端子烧焊装置,包括模体,模体的下部开设有腔体,腔体包括圆型腔以及连接圆型腔的直型腔,模体在位于直型腔的上部设有挡火板,模体在位于挡火板的对侧设有定位板,定位板的上部设有把手。
6.本实用新型的特点还在于;
7.圆型腔的中心线与直型腔的中心重合;圆型腔与极套同心。
8.直型腔的宽度根据l型端子的宽度确定,圆型腔的直径根据极套的外径确定。
9.挡火板的长度、宽度尺寸根据l型端子的最大外形尺寸确定。
10.定位板的厚度根据蓄电池盖回流槽的宽度确定,定位板的厚度比大盖回流槽宽度小0.3mm~0.6mm;定位板的长度不小于圆型腔的直径。
11.把手的下部设有螺纹,把手通过紧固螺母与定位板固定,把手通过其下部伸出于定位板部分的长度调整模体的高度。
12.本实用新型的有益效果是:本实用新型一种蓄电池l型端子烧焊装置,在l型端子烧焊时,先将l型端子装在极套上,再将蓄电池l型端子烧焊装置的定位板卡入蓄电池盖回流槽内,同时圆型腔会卡住l型端子圆台,直型腔会卡住l型端子主体底部,从而固定住l型端子,防止其转动,解决了烧焊后l型端子方向不一致的问题;同时挡火板遮挡了l型端子主体,防止烧焊过程的火焰伤及l型端子,解决了烧焊火焰易伤端子主体的问题;本实用新型结构设计便捷,具有一定的适用性和实用性。
附图说明
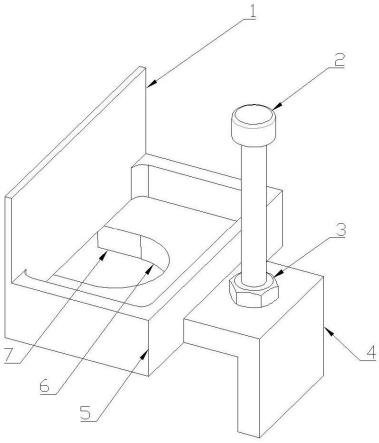
13.图1是本实用新型一种蓄电池l型端子烧焊装置的结构示意图;
14.图2是本实用新型一种蓄电池l型端子烧焊装置在实施例使用过程中的剖面示意图。
15.图中,1.挡火板,2.把手,3.紧固螺母,4.定位板,5.模体,6.圆型腔,7.直型腔,8.l型端子,9.极套,10.蓄电池盖,11.蓄电池内极柱,12.端子圆台,13.蓄电池盖回流槽。
具体实施方式
16.下面结合附图和具体实施方式对本实用新型一种蓄电池l型端子烧焊装置进行进一步详细说明。
17.如图1和图2所示,本实用新型一种蓄电池l型端子烧焊装置包括:模体5、挡火板1、定位板4、直型腔7、圆型腔6、把手2及紧固螺母3。
18.本实用新型一种蓄电池l型端子烧焊装置中模体5的下部开有直型腔7及圆型腔6,圆型腔6中心线与直型腔7中心重合;所述圆型腔6与极套9同心。直型腔7的宽度根据l型端子8的宽度确定,直型腔7宽度比l型端子8宽度大0.3mm~0.5mm。圆型腔6直径根据极套9的外径确定,圆型腔6的直径比极套9的外径尺寸大0.3mm~0.5mm。
19.本实用新型一种蓄电池l型端子烧焊装置中直型腔7的上部设有挡火板1,挡火板1的长度、宽度尺寸根据l型端子8的最大外形尺寸确定,其值比l型端子8的最大外形尺寸大3mm~6mm。
20.本实用新型一种蓄电池l型端子烧焊装置中挡火板1的对侧下部设有定位板4,定位板4的厚度根据蓄电池盖回流槽13的宽度确定,其值比蓄电池盖回流槽13的宽度小0.3mm~0.6mm;定位板4的长度不小于圆型腔6的直径。
21.本实用新型一种蓄电池l型端子烧焊装置中定位板4的上部设有把手2,把手2的下部设有螺纹,并通过螺纹与定位板4连接,同时通过把手下部伸出定位板4部分的长度调整模体5的高度;把手2通过紧固螺母3与定位板4固定。
22.本实用新型一种蓄电池l型端子烧焊装置的使用方法如下:
23.步骤1:先将l型端子8的端子圆台12放置在极套9上。
24.步骤2:将定位板4卡入蓄电池盖回流槽13中,同时直型腔7卡住l型端子8的底部。
25.步骤3:采用烧焊方法在蓄电池内极柱11的顶部,将l型端子8、蓄电池极套9与内极柱11三者焊接在一起。
26.步骤4:稍加冷却,将本装置向上拔出。
27.以上内容是结合具体的优选实施方式对本实用新型所作出的进一步详细说明,不能认定本实用新型的具体实施仅限于这些说明。对于本实用新型所属领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干简单推演或替换,都应该视为属于本实用新型的保护范围。
28.本实用新型一种蓄电池l型端子烧焊装置,通过合理地设计,解决了烧焊火焰易伤端子主体的问题,在一定程度上提高了蓄电池的质量水平,具有较好的实用意义。
技术特征:
1.一种蓄电池l型端子烧焊装置,其特征在于,包括模体(5),所述模体(5)的下部开设有腔体,所述腔体包括圆型腔(6)以及连接圆型腔(6)的直型腔(7),所述模体(5)在位于直型腔(7)的上部设有挡火板(1),所述模体(5)在位于挡火板(1)的对侧设有定位板(4),所述定位板(4)的上部设有把手(2)。2.根据权利要求1所述的一种蓄电池l型端子烧焊装置,其特征在于,所述圆型腔(6)的中心线与直型腔(7)的中心重合;所述圆型腔(6)与极套(9)同心。3.根据权利要求2所述的一种蓄电池l型端子烧焊装置,其特征在于,所述直型腔(7)的宽度根据l型端子(8)的宽度确定,所述圆型腔(6)的直径根据极套(9)的外径确定。4.根据权利要求3所述的一种蓄电池l型端子烧焊装置,其特征在于,所述挡火板(1)的长度、宽度尺寸根据l型端子(8)的最大外形尺寸确定。5.根据权利要求1所述的一种蓄电池l型端子烧焊装置,其特征在于,所述定位板(4)的厚度根据蓄电池盖回流槽(13)的宽度确定,所述定位板(4)的厚度比蓄电池盖回流槽(13)宽度小0.3mm~0.6mm;所述定位板(4)的长度不小于圆型腔(6)的直径。6.根据权利要求1所述的一种蓄电池l型端子烧焊装置,其特征在于,所述把手(2)的下部设有螺纹,所述把手(2)通过紧固螺母(3)与定位板(4)固定,所述把手(2)通过其下部伸出于定位板(4)部分的长度调整模体(5)的高度。
技术总结
本实用新型公开了一种蓄电池L型端子烧焊装置,其包括:模体、挡火板、定位板、直型腔、圆型腔、把手及紧固螺母。在L型端子烧焊时,先将L型端子装在极套上,再将蓄电池L型端子烧焊装置的定位板卡入蓄电池盖回流槽内,同时圆型腔会卡住L型端子圆台,直型腔会卡住L型端子主体底部,从而固定住L型端子,防止其转动,解决了烧焊后L型端子方向不一致的问题;同时挡火板遮挡了L型端子主体,防止烧焊过程的火焰伤及L型端子。本实用新型一种蓄电池L型端子烧焊装置,解决了烧焊火焰易伤端子主体的问题,在一定程度上提高了蓄电池的质量水平,具有一定的实用意义。实用意义。实用意义。
技术研发人员:曹云鹏 李晨旗 杨晓东 陈强 贾卫涛 孙波
受保护的技术使用者:陕西凌云蓄电池有限公司
技术研发日:2022.09.23
技术公布日:2023/2/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1