电池盖板、电池及用电设备的制作方法
本技术涉及电池,尤其涉及一种电池盖板、电池及用电设备。
背景技术:
1、目前,方形铝壳电池的制作过程中,需要把电芯装入壳体后再将盖板与壳体焊接在一起,从而形成一个密封的整体,只保留一个很小的注液孔,为后续的电解液的注入做准备。在电解液注液完成并进行电池化成工艺后,会将注液孔和与其尺寸相配合的密封钉通过激光焊接方式焊接,从而达到密封注液孔的作用。
2、这种焊接密封钉密封的方式需要专业的激光焊接设备,激光焊接设备采购成本高昂,且焊接时需要氮气保护。同时,生产过程中激光焊接易导致各种不良品产生,如电池出现气孔、爆点等,影响电池的气密性甚至造成报废,进一步造成电池生产过程中的成本增加和良品率降低。
3、因此,亟需改进现有技术,以解决现有技术中激光焊接密封成本高,电池生产良品率低的问题。
技术实现思路
1、本实用新型的目的在于提供一种电池盖板,能够降低注液孔的密封成本,简化生产工艺,提高电池生产过程中的良品率。
2、为达此目的,本实用新型采用以下技术方案:
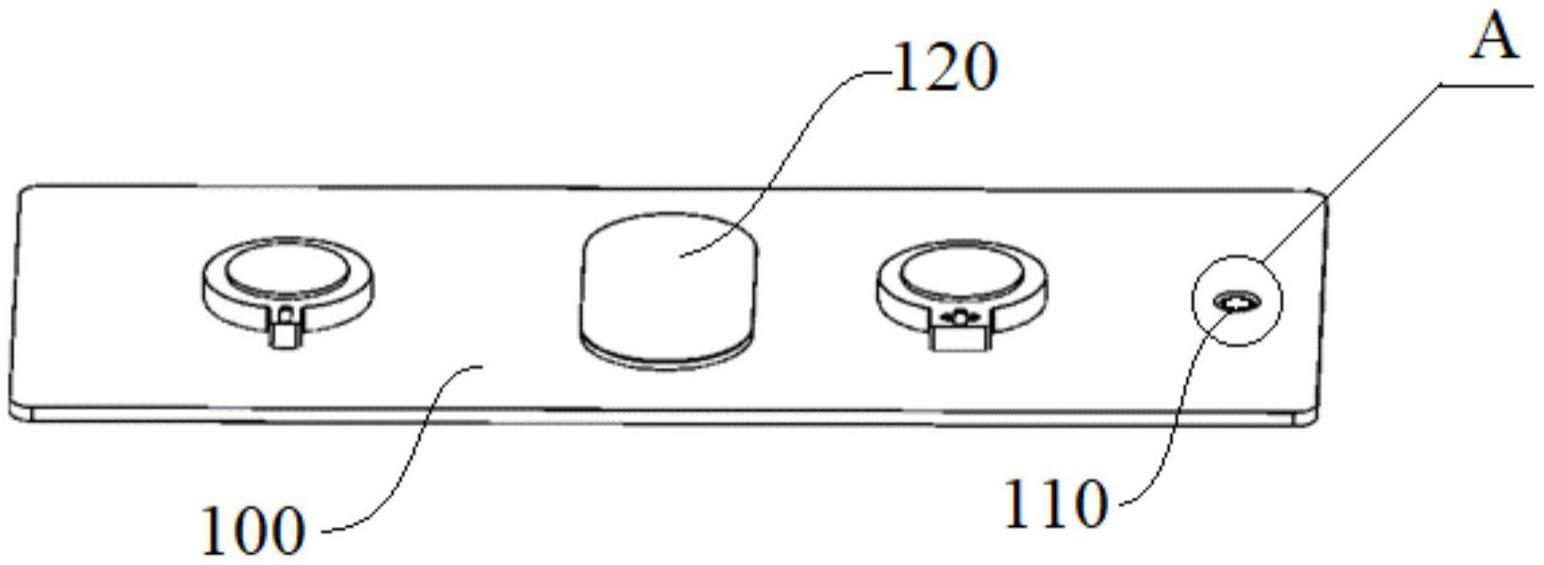
3、该电池盖板包括盖板本体和密封螺钉,上述盖板本体上设置有注液孔,上述注液孔包括内螺纹部,上述内螺纹部的内径由外到内逐渐减小;上述密封螺钉密封安装于上述注液孔上,上述密封螺钉包括与上述内螺纹部配合安装的外螺纹部。
4、可选地,还包括密封件,上述密封件套设于上述密封螺钉上,上述密封件夹设于上述注液孔上端面与上述密封螺钉的螺钉头部之间。
5、可选地,上述注液孔上端面开设有安装凹槽,上述密封件密封连接于上述安装凹槽内。
6、可选地,上述密封件外周壁面与上述安装凹槽内部侧壁面过盈连接。
7、可选地,上述密封件为弹性件。
8、可选地,上述密封件为橡胶圈或毛毡圈中的任一种。
9、可选地,上述注液孔上端面开设有安装凹槽,上述密封螺钉的螺钉头部抵接于上述安装凹槽的内部底面,上述安装凹槽内填充有密封胶。
10、可选地,上述盖板本体上还设置有防爆阀。
11、本实用新型的另一个目的在于提供一种电池,该电池包括如上述任一方案所述的电池盖板。
12、本实用新型的又一个目的在于提供一种用电设备,该用电设备包括如上述方案所述的电池。
13、有益效果:
14、本实用新型中的电池盖板通过密封螺钉与注液孔的配合螺纹连接来实现密封,其密封方式简单高效,无需采用焊接的方式,省去了高额的焊接设备的采购费用,该密封方式成本更低,并且不会发生焊接时的高温损坏电池的现象,提高了电池生产时的良品率。同时,该注液孔的内螺纹部与密封螺钉的外螺纹部均呈互相配合的上宽下窄的锥形,也即其径长由注液孔的外部向内部逐渐减小,这样设置的锥形螺钉与锥形螺纹孔的配合,相对一般的圆柱螺钉与圆柱螺纹孔,锥形螺钉在拧入锥形螺纹孔时,能够实现螺钉与螺纹孔的过盈配合,其密封效果更好。
技术特征:
1.电池盖板,其特征在于,包括:
2.根据权利要求1所述的电池盖板,其特征在于,还包括密封件(300),所述密封件(300)套设于所述密封螺钉(200)上,所述密封件(300)夹设于所述注液孔(110)上端面与所述密封螺钉(200)的螺钉头部(220)之间。
3.根据权利要求2所述的电池盖板,其特征在于,所述注液孔(110)上端面开设有安装凹槽(112),所述密封件(300)密封连接于所述安装凹槽(112)内。
4.根据权利要求3所述的电池盖板,其特征在于,所述密封件(300)外周壁面与所述安装凹槽(112)内部侧壁面过盈连接。
5.根据权利要求4所述的电池盖板,其特征在于,所述密封件(300)为弹性件。
6.根据权利要求5所述的电池盖板,其特征在于,所述密封件(300)为橡胶圈或毛毡圈中的任一种。
7.根据权利要求1所述的电池盖板,其特征在于,所述注液孔(110)上端面开设有安装凹槽(112),所述密封螺钉(200)的螺钉头部(220)抵接于所述安装凹槽(112)的内部底面,所述安装凹槽(112)内填充有密封胶。
8.根据权利要求1-7任一项所述的电池盖板,其特征在于,所述盖板本体(100)上还设置有防爆阀(120)。
9.电池,其特征在于,包括如权利要求1-8任一项所述的电池盖板。
10.用电设备,其特征在于,包括如权利要求9所述的电池。
技术总结
本技术属于电池技术领域,公开了一种电池盖板、电池及用电设备。该电池盖板包括盖板本体和密封螺钉,上述盖板本体上设置有注液孔,上述注液孔包括内螺纹部,上述内螺纹部的内径由外到内逐渐减小;上述密封螺钉密封安装于上述注液孔上,上述密封螺钉包括与上述内螺纹部配合安装的外螺纹部。本实施例中的电池盖板通过锥形的密封螺钉与锥形的注液孔的配合安装来实现密封,其密封方式简单高效,密封效果更好,并且无需采用焊接的方式,省去了高额的焊接设备的采购费用,该密封方式成本更低,并且不会发生焊接时的高温损坏电池的现象发生,提高了电池生产时的良品率。
技术研发人员:张庆,白方磊,杨行,杨维领,吴辉,李树军,唐堃
受保护的技术使用者:溧阳中科海钠科技有限责任公司
技术研发日:20221110
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!