电池及充放电设备的制作方法
本技术涉及充放电,尤其涉及一种电池及充放电设备。
背景技术:
1、目前,在方形锂电池顶盖组件和卷芯的连接设计上,通常采用超声焊将顶盖组件的正负极引脚分别与卷芯的正负极极耳进行焊接。由于卷芯单层极耳较薄,通常为5-20um,极耳无法经受住超声焊较高的能量,因此电池行业内一般采用矩形片状辅助焊片在焊接时对极耳进行保护。
2、另外,极耳超声焊后会贴极耳胶带。极耳胶带可以包裹超声焊的焊点,防止焊点刺破隔膜,造成卷芯短路,还可以防止焊点处被电解液腐蚀,造成极耳脱落及电池内阻增高。同时具有模切结构的极耳在剪裁时容易出现毛刺,若不粘贴极耳胶带,毛刺容易刺破隔膜造成短路。超声焊接时超声波给与的振幅将使靠近极耳处的极片上出现掉粉现象,包裹极耳胶带固定后将大大减少短路率。因此行业内一般用极耳胶带将极耳贴住来起到绝缘与固定作用。
3、然而,相关技术中,一方面,辅助焊片是规则的矩形片状结构,因此极耳在预焊后会呈现出斜面,片状结构的辅助焊片与极耳斜面处点相交,在焊接时有造成极耳破裂的风险;另一方面,目前极耳超声焊接与贴极耳胶带为两个工序,特别是极耳贴胶带多为人工,人为撕胶、对齐、贴胶、收尾等工序动作过于繁琐,耗费大量人力与时间,导致整个电池的组装效率不高,影响了电池的生产效率。
4、因此,有必要对电池的装配细节进行改进,以改善超声焊接时极耳容易破裂的情形,同时提高电池的生产效率。
技术实现思路
1、有鉴于此,本实用新型提出了一种电池及充放电设备,能够使辅助焊片与对应的极耳适应性贴合,避免平面结构的辅助焊片与预焊后斜面处的极耳点交接,改善因极耳受力过大造成极耳破裂的现象,提高电池的稳定性和安全性。
2、第一方面,本实用新型的实施例提供了一种电池,所述电池包括顶盖组件、与所述顶盖组件相接的卷芯以及至少一个辅助焊片,所述顶盖组件包括至少一个电极引脚,所述卷芯包括至少一个极耳,各所述极耳分别通过该极耳对应的辅助焊片与该极耳对应的电极引脚相焊接,其中:所述极耳包括受力部以及与所述受力部相接的非受力部,所述辅助焊片包括折弯部以及与所述折弯部相接的非折弯部;所述非折弯部用于在焊接后与对应的所述极耳的所述受力部相贴合,所述折弯部用于在焊接后与对应的所述极耳的所述非受力部相贴合。
3、在一实施例中,所述折弯部包括第一子折弯部、第二子折弯部以及第三子折弯部,其中:所述第一子折弯部、第二子折弯部以及第三子折弯部均与所述非折弯部相交。
4、在一实施例中,所述第二子折弯部分别与所述第一子折弯部以及所述第三子折弯部相接,所述第一子折弯部与所述第三子折弯部对称设置。
5、在一实施例中,所述第一子折弯部、第二子折弯部以及第三子折弯部中的至少一个子折弯部为斜面。
6、在一实施例中,所述第一子折弯部、第二子折弯部以及第三子折弯部中的至少一个子折弯部为弧面。
7、在一实施例中,所述非折弯部上开设有至少一个孔洞,各所述孔洞以行列形式排布。
8、在一实施例中,各所述孔洞包括第一子孔以及第二子孔,所述第一子孔与所述第二子孔连通,所述第二子孔的直径大于所述第一子孔的直径。
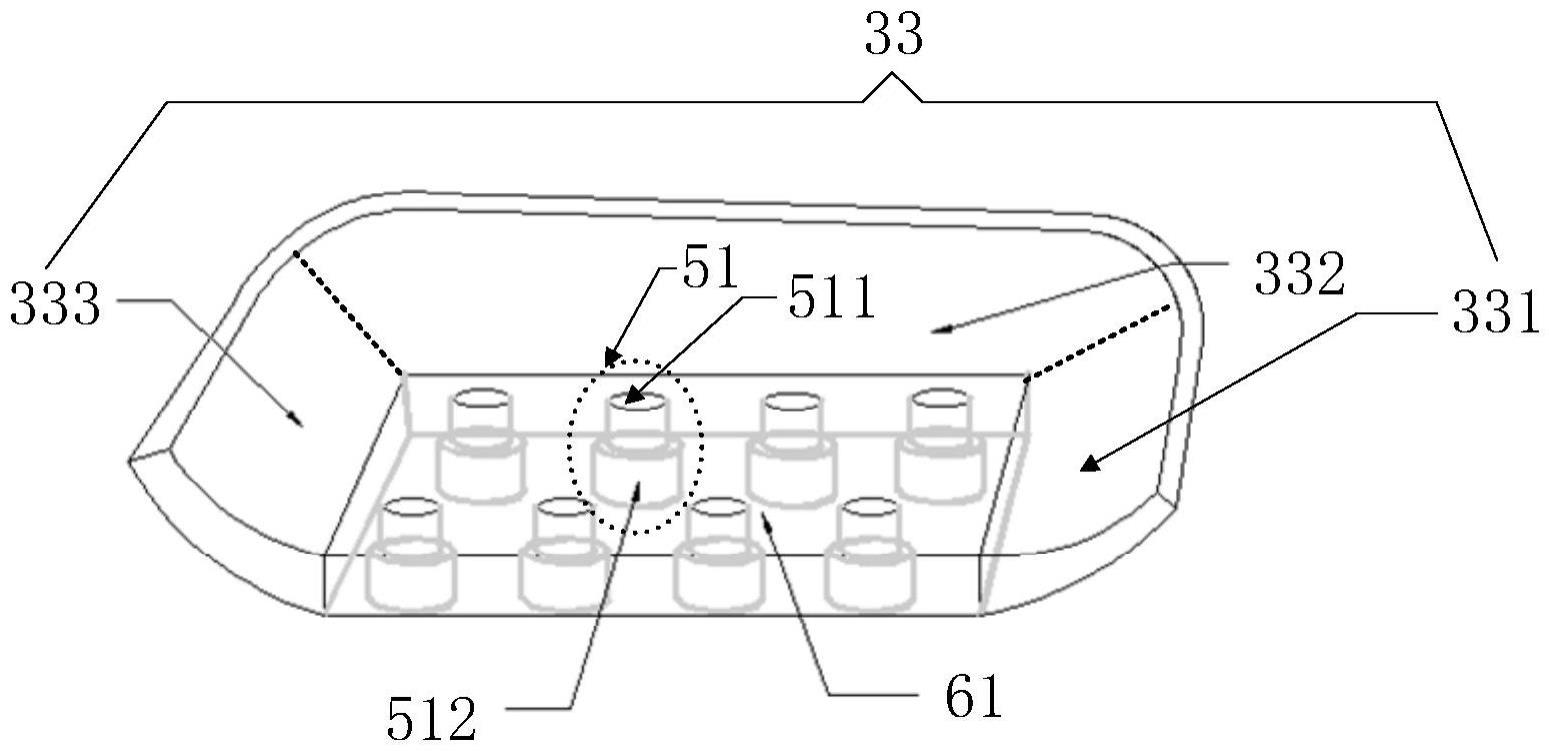
9、在一实施例中,所述电池还包括至少一条胶带,所述胶带包括头部、中部和尾部,其中:一所述胶带的头部设有至少一个圆柱凸起,各所述圆柱凸起的直径均小于所述第一子孔的直径。
10、在一实施例中,一所述圆柱凸起与所述非折弯部的一所述孔洞对应设置,并穿过所述孔洞形成蘑菇头结构,所述蘑菇头结构用于使所述胶带与所述非折弯部紧锁。
11、第二方面,本实用新型的实施例提供了一种充放电设备,所述充放电设备包括所述电池。
12、通过将卷芯的辅助焊片进行折弯,形成折弯部以及与折弯部相接的非折弯部,并使辅助焊片的非折弯部与该辅助焊片对应的极耳的受力部相贴合,辅助焊片的折弯部与该辅助焊片对应的极耳的非受力部相贴合,根据本实用新型的各方面能够使辅助焊片与对应的极耳适应性贴合,避免平面结构的辅助焊片与预焊后斜面处的极耳点交接,改善因极耳受力过大造成极耳破裂的现象,提高电池的稳定性和安全性。
技术特征:
1.一种电池,其特征在于,所述电池包括顶盖组件、与所述顶盖组件相接的卷芯以及至少一个辅助焊片,所述顶盖组件包括至少一个电极引脚,所述卷芯包括至少一个极耳,各所述极耳分别通过该极耳对应的辅助焊片与该极耳对应的电极引脚相焊接,其中:
2.根据权利要求1所述的电池,其特征在于,所述折弯部包括第一子折弯部、第二子折弯部以及第三子折弯部,其中:所述第一子折弯部、第二子折弯部以及第三子折弯部均与所述非折弯部相交。
3.根据权利要求2所述的电池,其特征在于,所述第二子折弯部分别与所述第一子折弯部以及所述第三子折弯部相接,所述第一子折弯部与所述第三子折弯部对称设置。
4.根据权利要求3所述的电池,其特征在于,所述第一子折弯部、第二子折弯部以及第三子折弯部中的至少一个子折弯部为斜面。
5.根据权利要求3所述的电池,其特征在于,所述第一子折弯部、第二子折弯部以及第三子折弯部中的至少一个子折弯部为弧面。
6.根据权利要求1所述的电池,其特征在于,所述非折弯部上开设有至少一个孔洞,各所述孔洞以行列形式排布。
7.根据权利要求6所述的电池,其特征在于,各所述孔洞包括第一子孔以及第二子孔,所述第一子孔与所述第二子孔连通,所述第二子孔的直径大于所述第一子孔的直径。
8.根据权利要求7所述的电池,其特征在于,所述电池还包括至少一条胶带,所述胶带包括头部、中部和尾部,其中:一所述胶带的头部设有至少一个圆柱凸起,各所述圆柱凸起的直径均小于所述第一子孔的直径。
9.根据权利要求8所述的电池,其特征在于,一所述圆柱凸起与所述非折弯部的一所述孔洞对应设置,并穿过所述孔洞形成蘑菇头结构,所述蘑菇头结构用于使所述胶带与所述非折弯部紧锁。
10.一种充放电设备,其特征在于,所述充放电设备包括如权利要求1至9中任一项权利要求所述的电池。
技术总结
本技术涉及一种电池及充放电设备,其中电池包括顶盖组件、与顶盖组件相接的卷芯以及至少一个辅助焊片,顶盖组件包括至少一个电极引脚,卷芯包括至少一个极耳,其中:极耳包括受力部以及与受力部相接的非受力部,辅助焊片包括折弯部以及与折弯部相接的非折弯部;非折弯部用于在焊接后与对应的极耳的受力部相贴合,折弯部用于在焊接后与对应的极耳的非受力部相贴合。通过将卷芯的辅助焊片进行折弯,本技术能够使辅助焊片与极耳适应性贴合,避免平面结构的辅助焊片与预焊后斜面处的极耳点交接,改善因极耳受力过大造成极耳破裂的现象,提高电池的稳定性和安全性。
技术研发人员:汪瑞,朱伟华,魏海涛,刘子文
受保护的技术使用者:湖北亿纬动力有限公司
技术研发日:20221130
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!