断路器的操作机构和热系统的装配装置的制作方法
本申请涉及低压电器装配,具体涉及一种断路器的操作机构和热系统的装配装置。
背景技术:
1、操作机构和热系统是断路器中重要的结构。操作机构和热系统通过人工组装的方式完成。但是针对于大规模、批量化的生产,人工组装显然难以满足产能要求,其效率低。
技术实现思路
1、本申请提供一种断路器的操作机构和热系统的装配装置,旨在提高断路器中操作机构和热系统的装配效率。
2、本申请提出一种断路器的操作机构和热系统的装配装置,包括:
3、载具,所述载具设有第一型腔和第二型腔;
4、环形移动装置,被配置为驱动所述载具沿预设方向环形运动;
5、多个装配组件,所述多个装配组件旁设于所述环形移动装置;所述多个装配组件包括:
6、限制件上料工装,用于将限制件放置于所述第一型腔内;
7、触头支持上料工装,用于将触头支持放置于所述第一型腔内;所述触头支持上料工装在所述预设方向上位于所述限制件上料工装之后;
8、轴装配工装,用于将轴装配至所述触头支持上;
9、弹簧和杠杆预装配工装,用于在所述第二型腔内装配弹簧和杠杆,形成弹簧-杠杆组件;
10、热组件装配工装,用于将热组件的动触头装配至所述触头支持;
11、杠杆装配工装,用于将所述弹簧-杠杆组件装配至所述触头支持;
12、锁扣装配工装,用于将所述锁扣装配至所述杠杆,形成操作机构-热系统组件;
13、底壳上料工装,用于将底壳放置于所述载具上;
14、产品整装工装,用于将所述操作机构-热系统组件装配至底壳;
15、弹簧整定工装,用于将所述操作机构-热系统组件中的所述弹簧压入底壳内;
16、产品压紧工装,用于将所述操作机构-热系统组件压紧至所述底壳内;
17、下线工装,用于将所述装配完成的产品移栽至输送线上。
18、可选地,在所述预设方向上,所述弹簧和杠杆预装配工装设于所述轴装配工装之后。
19、可选地,所述多个装配组件还包括:限制件检测工装,用于检测所述第一型腔内是否有所述限制件;在所述预设方向上,所述限制件检测工装设于所述限制件上料工装和触头支持上料工装之间;触头支持检测工装,用于检测所述第一型腔内是否有所述触头支持;在所述预设方向上,所述触头支持检测工装设于所述触头支持上料工装和所述轴装配之间。
20、可选地,所述多个装配组件还包括:底壳检测工装,用于检测所述载具上是否有底壳,在所述预设方向上,所述底壳检测工装设置于所述底壳上料工装和所述产品整装工装之间。
21、可选地,所述多个装配组件还包括:载具检测工装,所述载具检测工装在所述预设方向上,设于所述下线工装之后,设于所述限制件上料工装之前,用于检测所述载具是否空载。
22、可选地,所述多个装配组件还包括:成品检测工装,所述成品检测工装设于所述产品压紧工装和所述下线工装之间,用于检测装配完成的产品是否合格。
23、可选地,所述弹簧整定工装包括:第一气缸和设于所述第一气缸上的压紧机构,所述第一气缸配置为可驱动所述压紧机构压紧所述操作机构;第二气缸和设于所述第二气缸上的第一压杆,所述第二气缸配置为在所述压紧机构压紧所述操作机构的情况下可驱动所述第一压杆将所述弹簧压入所述底壳内;第三气缸和设于所述第三气缸上的第二压杆,所述第三气缸配置为在所述第一压杆将所述弹簧压入所述底壳内的情况下将所述弹簧整定。
24、可选地,所述轴装配工装包括:输送组件,用于输送轴;缓存器,用于接收所述输送组件输送的轴;第四气缸,所述第四气缸配置为驱动所述缓存器在组装所述轴的位置和接收所述轴的位置之间移动;和第五气缸,所述第五气缸上设有第三压杆,所述第五气缸配置为在所述缓存器处于组装所述轴的位置时驱动所述第三压杆将所述缓存器内的轴安装至所述触头支持内。
25、可选地,所述弹簧和杠杆预装配工装包括沿所述预设方向依次设置的弹簧上料工装、杠杆上料工装和弹簧-杠杆下压工装;所述弹簧上料工装,用于将弹簧放置于所述第二型腔内;所述杠杆上料工装,用于将杠杆放置于所述第二型腔内,所述杠杆在所述弹簧的上方;所述弹簧-杠杆下压工装,用于将所述弹簧和所述杠杆压紧以形成所述弹簧-杠杆组件。
26、可选地,所述载具还具有第三型腔;所述热组件装配工装包括沿所述预设方向依次设置的热组件上料工装、热组件下压工装和热组件-触头支撑装配工装;所述热组件上料工装用于将所述热组件放置于所述第三型腔内;所述热组件下压工装用于将所述热组件压入所述第三型腔内;所述热组件-触头支持装配工装用于夹取所述热组件上的动触头并将所述动触头装配至所述触头支持上。
27、可选地,所述载具包括至少两个所述第一型腔和与所述第一型腔数量相同的第二型腔。
28、可选地,所述多个装配组件还包括:软线埋线工装,用于将热组件上的软线拨动至预设位置;所述软线埋线工装设置于所述锁扣装配工装和所述产品整装工装之间。
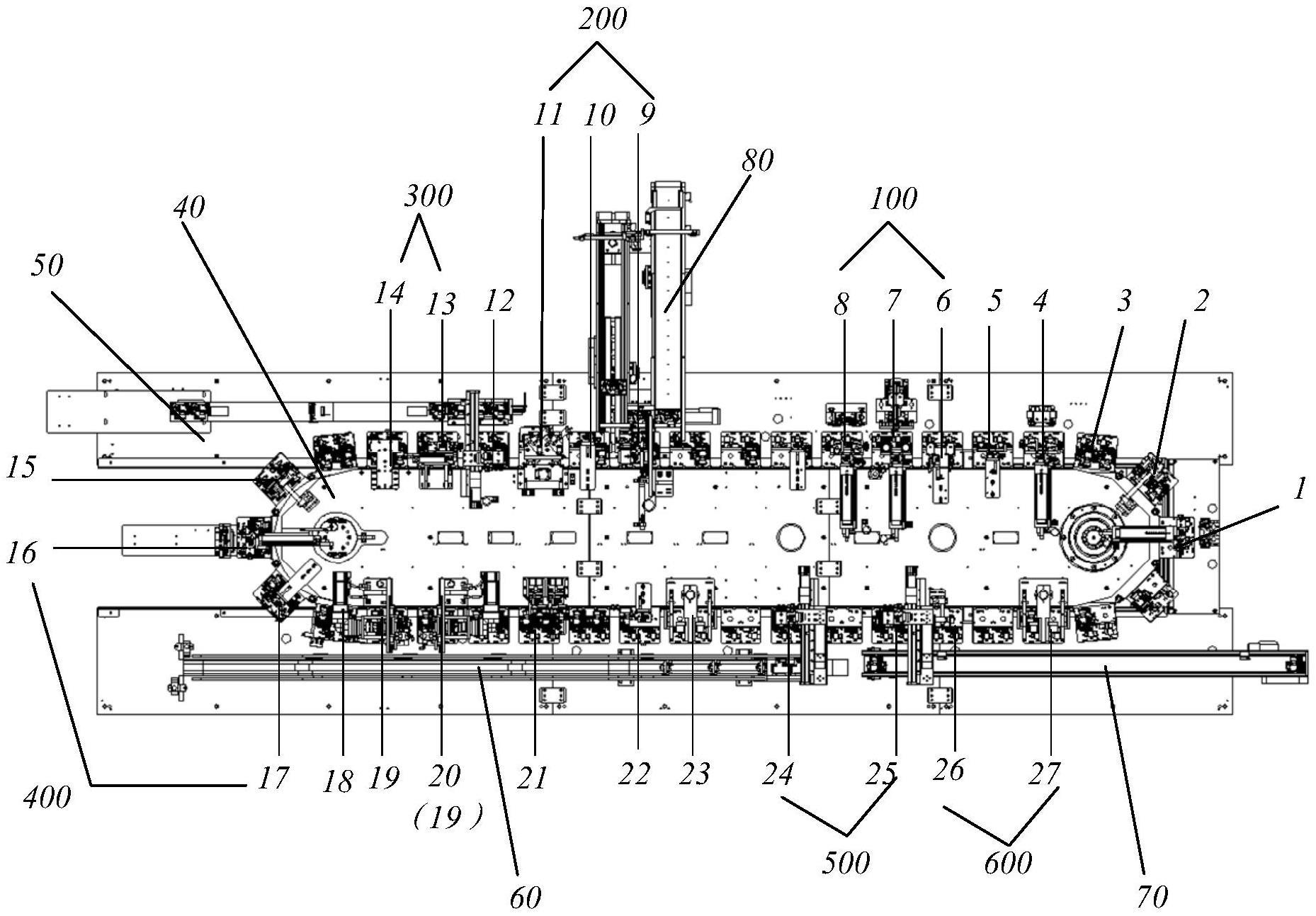
29、本申请中提供一种断路器的操作机构和热系统的装配装置,其包括环形移动装置、载具和多个装配组件。上述装配工装中,由限制件上料工装将限制件放置于第一型腔内,触头支持上料工装将触头支持放置于第一型腔内,限制件位于触头支持的下方;轴装配工装将轴安装至触头支持上;弹簧和杠杆预装配工装,在第二型腔内将弹簧和杠杆预装配,形成弹簧-杠杆组件;热组件装配工装,用于将热组件上的动触头装配至触头支持上,形成限制件-触头支持-轴-热组件;杠杆装配工装将弹簧-杠杆组件上的杠杆装配至触头支持上,组装形成限制件-触头支持-轴-热组件-弹簧-杠杆;锁扣装配工装,将所述锁扣装配至所述杠杆,形成操作机构-热系统组件(限制件-触头支持-轴-热组件-弹簧-杠杆-锁扣)。底壳上料工装用于将底壳放置于载具上;产品整装工装将操作机构-热系统组件预先安装至底壳内;弹簧整定工装通过整定动作,将操作机构上未完全装入底壳的弹簧压入底壳内,避免弹簧一端翘起导致产品无法使用。产品压紧工装,将所述操作机构-热系统组件压紧至所述底壳内,以形成装配完成的产品,提高产品的良品率。下线工装将形成的产品移栽至输送线上,输送至下一工位。本申请实施例中通过自动承载、自动供料和自动取放,有利于实现其规模化生产,大大降低了断路器生产成本。
技术特征:
1.一种断路器的操作机构和热系统的装配装置,其特征在于,包括:
2.如权利要求1所述的装配装置,其特征在于,在所述预设方向上,所述弹簧和杠杆预装配工装设于所述轴装配工装之后。
3.如权利要求1所述的装配装置,其特征在于,所述多个装配组件还包括:
4.如权利要求1所述的装配装置,其特征在于,所述多个装配组件还包括:
5.如权利要求1所述的装配装置,其特征在于,所述多个装配组件还包括:
6.如权利要求1所述的装配装置,其特征在于,所述多个装配组件还包括:
7.如权利要求1所述的装配装置,其特征在于,所述弹簧整定工装包括:
8.如权利要求1所述的装配装置,其特征在于,所述轴装配工装包括:
9.如权利要求1所述的装配装置,其特征在于,所述弹簧和杠杆预装配工装包括沿所述预设方向依次设置的弹簧上料工装、杠杆上料工装和弹簧-杠杆下压工装;
10.如权利要求1所述的装配装置,其特征在于,所述载具还具有第三型腔;
11.如权利要求1所述的装配装置,其特征在于,所述载具包括至少两个所述第一型腔和与所述第一型腔数量相同的第二型腔。
12.如权利要求1所述的装配装置,其特征在于,所述多个装配组件还包括:
技术总结
本申请提供一种断路器的操作机构和热系统的装配装置,其包括环形移动装置、载具和多个装配组件。按照设定的装配工艺,多个装配组件沿着载具的预设方向依次设置,多个装配组件根据预先设定的动作将操作结构和热系统中的零部件进行组装,以形成操作机构和热系统组件。本申请实施例中通过自动承载、自动供料和自动取放,有利于实现其规模化生产,大大降低了断路器生产成本。
技术研发人员:聂宗军,梁勇,王中林
受保护的技术使用者:浙江正泰电器股份有限公司
技术研发日:20221201
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!