半自动充磁及加垫片设备的制作方法
本技术涉及一种半自动充磁及加垫片设备。
背景技术:
1、磁性材料在生产出来后,需要进行充磁,需要用垫片一个个地将一排磁性材料隔开来,如cn202122214649.1的专利公开的一种方便出料的自动喷码、充磁及加垫片设备,磁性材料在充磁好后需要进行切料,切料时切料气缸控制切料板向前移动,切料板会将一部分产品往前推,这部分产品与长条状产品分离,相当于该部分被切下,切下后的这部分产品被推到接料筐内进行出料,这种前后切料的方式只适合切呈长方体形状的磁性材料,当碰到呈瓦片形状的磁性材料时,受到瓦片形状的限制,无法通过前后切料的方式进行切料,有待进一步地改善。
技术实现思路
1、鉴于上述现有技术的缺陷,本实用新型的目的在于:提供一种半自动充磁及加垫片设备。
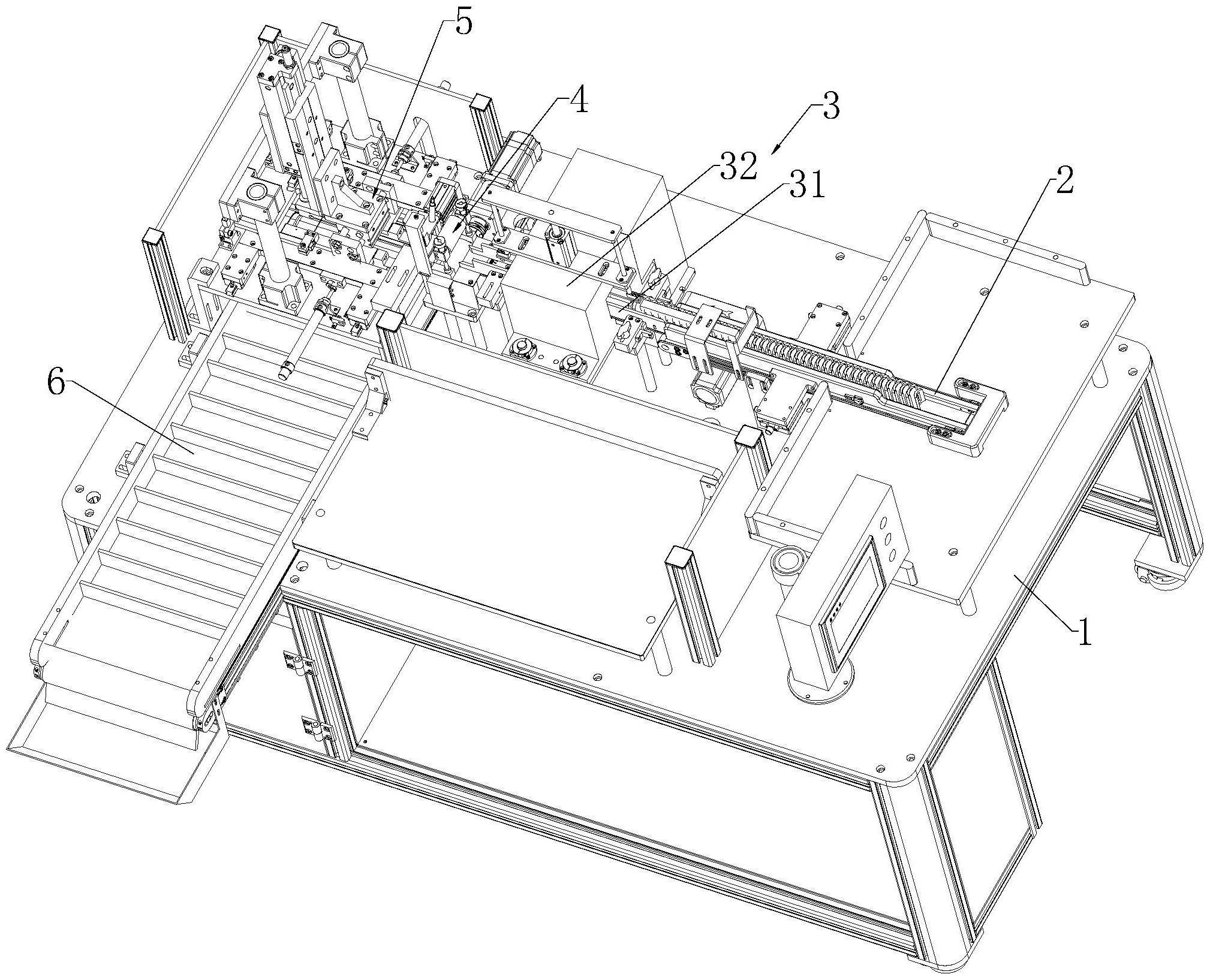
2、本实用新型的技术解决方案是:半自动充磁及加垫片设备,包括机架,机架顶部设有从后至前分布的上料输送带组件、充磁机构、输送机构和切料机构;充磁机构包括充磁线圈和充磁轨道,充磁轨道前后延伸地穿过充磁线圈,上料输送带组件的前端与充磁轨道后端相连,输送机构包括位于充磁轨道前方的滚轮,切料机构包括位于滚轮前方的切料架,切料架上固定有一安装架,安装架上端固定有一延上下方向设置的滑台气缸,滑台气缸后端具有滑台,滑台下端固定有一手指气缸,切料架中间具有位于手指气缸下方的透孔,机架顶部还设有位于透孔下方的收料框。
3、进一步地,输送机构还包括固定在机架顶部的支架和固定在支架右端的电机,电机左端的输出轴上安装有一联轴器,联轴器与滚轮相连,支架的上端还安装有一位于滚轮上方的滚筒。
4、进一步地,支架的前端安装有一记号笔,记号笔位于滚筒的前方。
5、进一步地,切料架后端固定有一挡板和一沿左右方向设置的第一驱动气缸,第一驱动气缸左端的活塞杆上固定连接有一夹板,夹板位于挡板右侧,夹板和挡板之间形成有通道,手指气缸位于通道前方。
6、进一步地,切料架的左右两端均固定有一沿左右方向设置的第二驱动气缸,两第二驱动气缸的活塞杆端部均固定有一可挡在透孔上方的闭合板。
7、进一步地,手指气缸的左右两端具有位于透孔上方的夹爪。
8、应用本实用新型所提供的半自动充磁及加垫片设备,其有益效果是:人工将磁性材料和垫片错开排放到上料输送带组件上往前输送,磁性材料进入充磁机构的充磁轨道上后,充磁线圈对磁性材料进行充磁,然后,磁性材料和垫片先经过输送机构,最后进入切料机构,手指气缸会夹住位于最前端的那部分磁性材料和垫片,滑台气缸控制滑台向下移动,使得手指气缸也向下移动,手指气缸将被它夹住的那部分磁性材料和垫片往下带,相当于将这部分磁性材料和垫片切开,然后手指气缸松开被切下的磁性材料和垫片,磁性材料和垫片顺着透孔落到收料框里,方便对瓦片形状的磁性材料进行切料。
技术特征:
1.半自动充磁及加垫片设备,包括机架,其特征在于:机架顶部设有从后至前分布的上料输送带组件、充磁机构、输送机构和切料机构;充磁机构包括充磁线圈和充磁轨道,充磁轨道前后延伸地穿过充磁线圈,上料输送带组件的前端与充磁轨道后端相连,输送机构包括位于充磁轨道前方的滚轮,切料机构包括位于滚轮前方的切料架,切料架上固定有一安装架,安装架上端固定有一延上下方向设置的滑台气缸,滑台气缸后端具有滑台,滑台下端固定有一手指气缸,切料架中间具有位于手指气缸下方的透孔,机架顶部还设有位于透孔下方的收料框。
2.根据权利要求1所述的半自动充磁及加垫片设备,其特征在于:输送机构还包括固定在机架顶部的支架和固定在支架右端的电机,电机左端的输出轴上安装有一联轴器,联轴器与滚轮相连,支架的上端还安装有一位于滚轮上方的滚筒。
3.根据权利要求2所述的半自动充磁及加垫片设备,其特征在于:支架的前端安装有一记号笔,记号笔位于滚筒的前方。
4.根据权利要求1所述的半自动充磁及加垫片设备,其特征在于:切料架后端固定有一挡板和一沿左右方向设置的第一驱动气缸,第一驱动气缸左端的活塞杆上固定连接有一夹板,夹板位于挡板右侧,夹板和挡板之间形成有通道,手指气缸位于通道前方。
5.根据权利要求1所述的半自动充磁及加垫片设备,其特征在于:切料架的左右两端均固定有一沿左右方向设置的第二驱动气缸,两第二驱动气缸的活塞杆端部均固定有一可挡在透孔上方的闭合板。
6.根据权利要求1所述的半自动充磁及加垫片设备,其特征在于:手指气缸的左右两端具有位于透孔上方的夹爪。
技术总结
本技术公开了一种半自动充磁及加垫片设备,包括机架,机架顶部设有从后至前分布的上料输送带组件、充磁机构、输送机构和切料机构;充磁机构包括充磁线圈和充磁轨道,充磁轨道前后延伸地穿过充磁线圈,上料输送带组件的前端与充磁轨道后端相连,输送机构包括位于充磁轨道前方的滚轮,切料机构包括位于滚轮前方的切料架,切料架上固定有一安装架,安装架上端固定有一延上下方向设置的滑台气缸,滑台气缸后端具有滑台,滑台下端固定有一手指气缸,切料架中间具有位于手指气缸下方的透孔,机架顶部还设有位于透孔下方的收料框。本技术方便对瓦片形状的磁性材料进行切料。
技术研发人员:王西平,苗雨,徐浩航
受保护的技术使用者:宁波码实智能科技有限公司
技术研发日:20221208
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!