一种减少圆柱电池缩口偏心的缩口机构的制作方法
本技术涉及一种减少圆柱电池缩口偏心的缩口机构,属于圆柱锂电池制造。
背景技术:
1、圆柱锂电池200ppm自动装配线,量产过程中经常出现电池缩口工序后口部成型偏心,缩口偏心量一般超过0.07mm,严重影响后道电池滚槽成型尺寸,造成大量工艺尺寸不合格的不良品。
2、现有的缩口机构结构的压头为弧形结构设置,缩口过程中,容易使圆柱电池的工位发生偏移,严重时,导致缩口机构的压头、模芯、缩口模具同心程度差,致使缩口工序后的圆柱锂电池的缩口偏心量大。
技术实现思路
1、本实用新型的目的在于克服现有技术中的不足,提供一种减少圆柱电池缩口偏心的缩口机构,能够减少圆柱电池的缩口偏心量。
2、为达到上述目的,本实用新型是采用下述技术方案实现的:
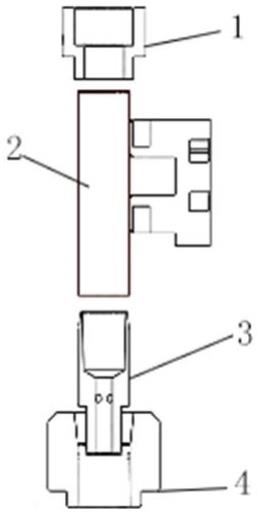
3、本实用新型提供一种减少圆柱电池缩口偏心的缩口机构,包括支架、驱动装置以及同轴设置的压头、模芯和缩口模具;
4、所述驱动装置驱动连接压头和缩口模具;
5、所述压头和缩口模具滑动安装在支架两端;
6、所述压头底部设有平压板,平压板抵连圆柱电池的钢壳底部,圆柱电池的下方设有模芯,模芯安装在支架上;
7、所述模芯上端的外周部设有与圆柱电池的钢壳口匹配的台阶,模芯上端的中部开设有与圆柱电池的卷料和正极耳匹配的容纳腔,模芯下方设有缩口模具;
8、所述缩口模具中部设有与模芯匹配的通孔,通孔包括顺次设置的入口区、导向区、成型区和出口区;
9、所述成型区设置为与圆柱电池壳体匹配的虚拟圆柱结构。
10、进一步地,所述压头包括安装壳;
11、所述安装壳开口设置;
12、所述安装壳的侧板滑动连接支架;
13、所述安装壳内设有弹簧,弹簧一端安装在安装壳的顶板上,弹簧另一端安装在平压板上,平压板活动嵌设于安装壳内。
14、进一步地,所述平压板为直径大于圆柱电池的钢壳底部直径的圆板。
15、进一步地,所述的减少圆柱电池缩口偏心的缩口机构包括吸附工装;
16、所述驱动装置驱动连接吸附工装,吸附工装吸附端连接圆柱电池壳体。
17、进一步地,所述缩口模具通过紧固件安装在驱动装置上。
18、进一步地,所述导向区包括顺次设置的第一导向区、第二导向区以及第三导向区;
19、所述第一导向区设置为倒置的虚拟圆台结构;
20、所述第二导向区设置为虚拟圆柱结构;
21、所述第三导向区设置为虚拟圆台结构。
22、进一步地,所述第一导向区、第二导向区、第三导向区以及成型区的高的比为20:6:1:2。
23、进一步地,所述入口区、第一导向区、第二导向区、第三导向区、成型区以及出口区的上下底直径的关系如下:
24、入口区上底直径:入口区下底直径>1:1;
25、入口区下底直径:第一导向区上底直径=1:1;
26、第一导向区下底直径:第二导向区上底直径=1:1;
27、第二导向区下底直径:第三导向区上底直径=1:1;
28、第三导向区下底直径:成型区上底直径=1:1;
29、成型区下底直径:出口区上底直径=1:1;
30、出口区上底直径:出口区下底直径<1:1。
31、进一步地,所述入口区设置为虚拟倒置圆台结构。
32、进一步地,所述出口区设置为虚拟圆台结构。
33、与现有技术相比,本实用新型所达到的有益效果:
34、本实用新型设置平压板压圆柱电池的钢壳底,能够避免缩口过程中,因压头的施力导致圆柱电池的工位发生偏移;本实用新型通过设置平压板以及设置同轴的压头、模芯和缩口模具,能够将圆柱电池口部的缩口偏心量能够从当前的0.07mm减少至0.02mm以内,提高后道滚槽工序中产品的合格率。
技术特征:
1.一种减少圆柱电池缩口偏心的缩口机构,其特征在于,包括支架、驱动装置以及同轴设置的压头(1)、模芯(3)和缩口模具(4);
2.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述压头包括安装壳(14);
3.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述平压板(11)为直径大于圆柱电池的钢壳底部直径的圆板。
4.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,包括吸附工装;
5.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述缩口模具通过紧固件安装在驱动装置上。
6.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述导向区包括顺次设置的第一导向区(421)、第二导向区(422)以及第三导向区(423);
7.根据权利要求6所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述第一导向区、第二导向区、第三导向区以及成型区的高的比为20:6:1:2。
8.根据权利要求6所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述入口区(41)、第一导向区(421)、第二导向区(422)、第三导向区(423)、成型区(43)以及出口区(44)的上下底直径的关系如下:
9.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述入口区(41)设置为虚拟倒置圆台结构。
10.根据权利要求1所述的减少圆柱电池缩口偏心的缩口机构,其特征是,所述出口区(44)设置为虚拟圆台结构。
技术总结
本技术公开了一种减少圆柱电池缩口偏心的缩口机构,包括支架、驱动装置以及同轴设置的压头、模芯和缩口模具;驱动装置驱动连接压头和缩口模具;压头和缩口模具滑动安装在支架两端;压头底部设有平压板,平压板抵连圆柱电池的钢壳底部,圆柱电池的下方设有模芯,模芯安装在支架上;模芯上端的外周部设有与圆柱电池的钢壳口匹配的台阶,模芯上端的中部开设有与圆柱电池的卷料和正极耳匹配的容纳腔,模芯下方设有缩口模具;缩口模具中部设有与模芯匹配的通孔,通孔包括顺次设置的入口区、导向区、成型区和出口区;成型区设置为与圆柱电池壳体匹配的虚拟圆柱结构。本技术能够减少圆柱电池的缩口偏心量。
技术研发人员:朱智锋,孙立亮
受保护的技术使用者:江苏天鹏电源有限公司
技术研发日:20221209
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!