一种电池及膜壳冲型模具的制作方法
本技术属于锂电池制造,更具体地说,涉及一种电池及膜壳冲型模具。
背景技术:
1、锂离子电池普遍应用在如手机,笔记本,电动汽车,无人机等各种电子设备中。铝塑膜是软包装锂离子电池封装的关键材料,其主要由尼龙层、铝层、pp层和层间胶粘剂等组成。在锂离子电池制备过程中,铝塑膜经模具冲压成型制成封装膜壳后,将电芯装入膜壳内进行封装。
2、图1为现有膜壳冲型模具中模芯的侧视图,如图1所示,现有的模芯200一般为长方体形状,即模芯200的竖截面形状为长方形,模芯200的底面200a和端面200b相互垂直,底面200a和端面200b之间的夹角α为90°,从而冲型时在铝塑膜上形成竖截面形状为方形的坑,所形成的坑为电芯容纳槽,将电芯放置于电芯容纳槽内进行封装。
3、这种电池封装结构存在以下问题:(1)为了解决极片涂布收卷“鼓边”现象,会对极片边缘进行削薄处理,这会导致极片边缘的厚度小于极片其它位置的厚度,尤其是小于极片正常涂膏区的厚度,从而极片在经过多次卷绕制成电芯后,电芯对应于极片边缘位置的厚度,如电芯头部100a的厚度,会比电芯中间区域及其他区域的厚度薄约几毫米,如图2所示,这种厚度差会导致膜壳300在电芯头部位置处产生凹陷;(2)多极耳卷绕结构的电芯,要在电芯头部为折极耳预留出一定空间,电芯头部的预留空间经负压抽真空后也会导致膜壳300在电芯头部位置处产生凹陷;(3)电芯尾部100b(电芯的设置极耳的一端为头部,和极耳相对的另一端则为尾部)由于空间大,铝塑膜余量大,如图2所示,在抽真空后膜壳300在电芯尾部位置处也容易出现凹陷现象;(4)铝塑膜冲坑过深时容易出现膜壳四角厚度不合格,电芯容纳槽底角处膜壳的厚度小于顶角处膜壳的厚度,会导致成品电池底角破损风险加剧。
技术实现思路
1、本实用新型的目的是提供一种可电池外观良好、电池封装表面平整的电池,以及膜壳冲型模具。
2、为了实现上述目的,本实用新型采取如下的技术解决方案:
3、一种电池,包括:电芯以及用于封装所述电芯的膜壳;所述膜壳上形成有容纳所述电芯的电芯容纳槽,所述电芯容纳槽的头部和/或尾部的深度小于所述电芯容纳槽其他位置的深度。
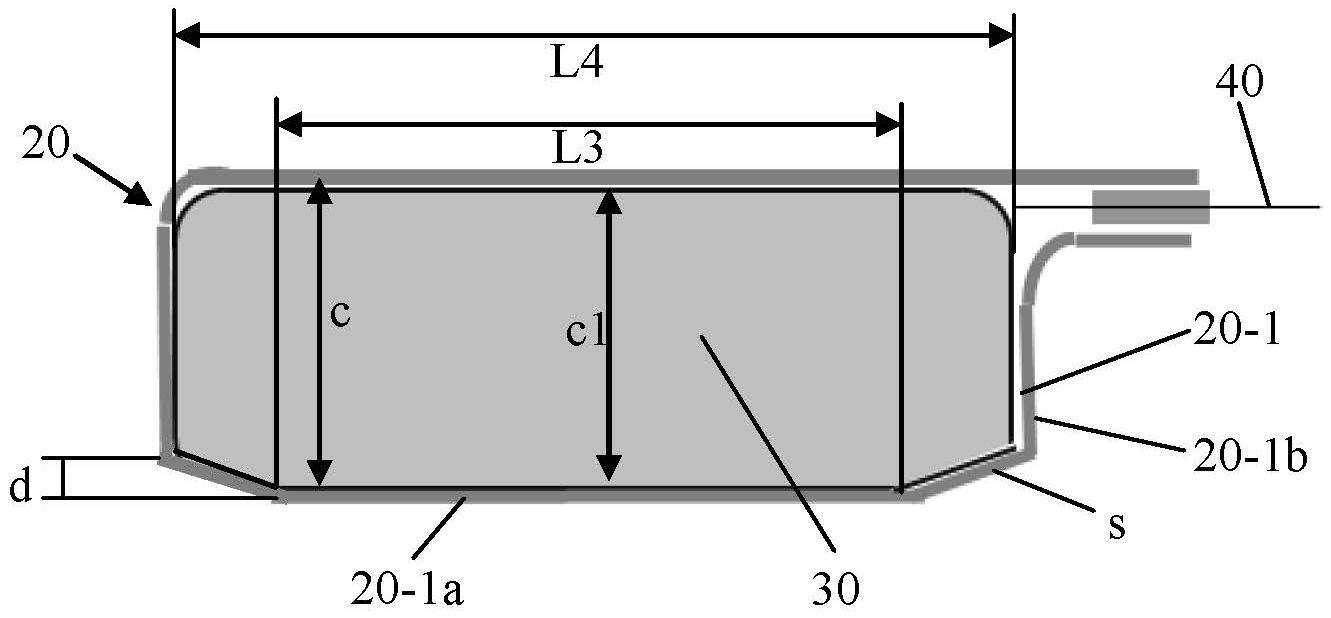
4、如上所述的电池,可选的,所述电芯容纳槽具有在电芯的长度方向上相对设置的两个端面,所述电芯容纳槽的底面和所述电芯容纳槽的至少一个端面之间通过斜面相连,所述斜面和所述底面以及所述端面倾斜相交。
5、如上所述的电池,可选的,所述斜面处的膜壳的厚度大于所述电芯容纳槽的其他位置的膜壳的厚度。
6、如上所述的电池,可选的,所述斜面为平面或弧面。
7、如上所述的电池,可选的,所述电芯容纳槽的深度为所述电芯厚度的1~1.1倍,所述斜面和所述底面之间的最远垂直距离为所述电芯厚度的0.7~1倍。
8、如上所述的电池,可选的,所述电芯容纳槽的底面在其所在平面上的投影位于所述电芯容纳槽在同一平面上的投影内。
9、由以上技术方案可知,本实用新型使电芯容纳槽对应于电池头部和/或电池尾部的端部位置处的深度小于电芯容纳槽其他位置的深度,以此减小铝塑膜在电池端部处的余量,改善膜壳在电池头部、尾部的凹陷现象,同时通过降低电芯头部和底部的膜壳冲深可改善膜壳底角厚度,减少成品电池底角破损的风险。
10、本实用新型还提供了一种膜壳冲型模具,用于在封装电芯的膜壳上形成电芯容纳槽,包括:模芯,所述模芯包括模芯本体以及与所述模芯本体相连的模芯头部,所述模芯头部的底面和所述模芯头部的两端面中的至少一个端面不相垂直,所述模芯头部在其底面所在平面上的投影位于所述模芯本体在同一平面上的投影内。
11、如上所述的膜壳冲型模具,可选的,所述模芯的整体高度和所述模芯头部的高度之间的差值为0.1mm~1.5mm。
12、如上所述的膜壳冲型模具,可选的,所述模芯头部的侧面形状为梯形。
13、本实用新型的异型模芯通过降低电芯头部和底部的膜壳冲深,成型出两端深度小于其他位置深度的电芯容纳槽,对电芯的电性能、安全性、密封性等均无影响,可以显著改善电池头部、尾部的膜壳凹陷的问题,提升电芯高度一致性,同时还通过提升电池底角膜壳的厚度,改善因底角厚度薄容易导致成品电池底角破损的问题。
技术特征:
1.一种电池,其特征在于,包括:电芯以及封装所述电芯的膜壳;
2.如权利要求1所述的电池,其特征在于:所述电芯容纳槽具有在电芯的长度方向上相对设置的两个端面,所述电芯容纳槽的底面和所述电芯容纳槽的至少一个端面之间通过斜面相连,所述斜面和所述底面以及所述端面倾斜相交。
3.如权利要求2所述的电池,其特征在于:所述斜面处的膜壳的厚度大于所述电芯容纳槽的其他位置的膜壳的厚度。
4.如权利要求2所述的电池,其特征在于:所述斜面为平面或弧面。
5.如权利要求2所述的电池,其特征在于:所述电芯容纳槽的深度为所述电芯厚度的1~1.1倍,所述斜面和所述底面之间的最远垂直距离为所述电芯厚度的0.7~1倍。
6.如权利要求1所述的电池,其特征在于:所述电芯容纳槽的底面在其所在平面上的投影位于所述电芯容纳槽在同一平面上的投影内。
7.一种膜壳冲型模具,用于在封装如权利要求1至6任一项所述的电池的电芯的膜壳上形成电芯容纳槽,其特征在于:包括:模芯,所述模芯包括模芯本体以及与所述模芯本体相连的模芯头部,所述模芯头部的底面和所述模芯头部的两端面中的至少一个端面不相垂直,所述模芯头部在其底面所在平面上的投影位于所述模芯本体在同一平面上的投影内。
8.如权利要求7所述的膜壳冲型模具,其特征在于:所述模芯的整体高度和所述模芯头部的高度之间的差值为0.1mm~1.5mm。
9.如权利要求7所述的膜壳冲型模具,其特征在于:所述模芯头部的侧面形状为梯形。
技术总结
一种电池及膜壳冲型模具,所述电池包括电芯以及封装所述电芯的膜壳;所述膜壳上形成有容纳所述电芯的电芯容纳槽,所述电芯容纳槽的头部和/或尾部的深度小于所述电芯容纳槽其他位置的深度。所述膜壳冲型模具包括模芯,模芯包括模芯本体以及与模芯本体相连的模芯头部,模芯头部的底面和模芯头部的两端面中的至少一个端面不相垂直,模芯头部在其底面所在平面上的投影位于模芯本体在同一平面上的投影内。本技术通过降低电芯头部和底部的膜壳冲深,可以改善头部或底部膜壳凹陷的问题以及电芯底角厚度薄容易导致成品电池底角破损的问题。
技术研发人员:廖科军,邹浒,张叶,张绪武
受保护的技术使用者:珠海冠宇电池股份有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!