一种弹性开关组件的自动组装机的制作方法
本技术涉及弹性开关组件的组装,特别是涉及一种弹性开关组件的自动组装机。
背景技术:
1、目前弹性开关组件由本体、切换片、弹性件和开关子组成,其中弹性件的两端具有反向的安装杆部,并且由于弹性开关组件的体积较小,对应的切换片、弹性件和开关子的体积比本体更小,所以在人工组装的时候需要额外小心,造成组装难度较大,组装效率较低,人员成本较高,并且特别在装配弹性件的时候需要对准位置限位结构,且由于弹性件具有弹性而容易出现松动而脱离预设摆向位置,从而造成开关子装配失败。
2、因此,上述现有技术中主要存在以下不足:目前缺少自动化设备对弹性开关组件进行自动化的组装,手工组装难度大、效率低、人工成本高。
技术实现思路
1、本实用新型要解决的技术问题是针对上述现有技术的不足,提供一种弹性开关组件的自动组装机,实现自动化组装,提高组装效率和降低人工成本。
2、本实用新型实施例提供了一种弹性开关组件的自动组装机,用于组装由本体、切换片、弹性件和开关子组成的弹性开关组件,其中,弹性件的两端具有反向的安装杆部,包括:
3、本体进料装置,用于将本体逐个输送至第一组装工位;
4、第一支撑平台,衔接于本体进料装置的输出端,具有第一组装工位,用于在组装切换片之前定位本体;
5、切换片组装装置,设置于第一支撑平台与切换片进料装置之间,用于将切换片逐个输送至第一组装工位中且通过本体与切换片之间自带的第一限位结构组装至本体的表面;
6、本体转移装置,设置于第一支撑平台的旁侧,用于将已装配切换片的本体转移输送至第二组装工位;
7、第二支撑平台,设置于第一支撑平台的旁侧,具有第二组装工位,用于在组装弹性件和开关子之前定位本体;
8、弹性件限位装置,设置于第二支撑平台与弹性件进料装置之间,用于将弹性件逐个以预设摆向进行限位;
9、弹性件组装装置,设置于弹性件限位装置和第二支撑平台之间,用于将已限位的弹性件以保持限位状态的方式逐个输送至第二组装工位,且通过本体与弹性件之间自带的第二限位结构组装至本体的表面;
10、开关子组装装置,设置于第二支撑平台与开关子进料装置之间,用于将开关子逐个输送至第二组装工位且通过本体、弹性件与开关子之间自带的第三限位结构组装至本体的表面。
11、在其中一些实施例中,还包括有一衔接于第一支撑平台的待转移平台,待转移平台用于暂存若干个已装配切换片的本体且通过第一定位装置逐个将已装配切换片的本体送至待转移平台上的待转移位。
12、在其中一些实施例中,还包括弹性件定位装置,设置于第二支撑平台的旁侧,具有第一驱动器和第一定位块,第一驱动器用于控制第一定位块进入第二支撑平台且移动至弹性件的表面对弹性件进行装配后的定位。
13、在其中一些实施例中,弹性件限位装置包括推进组件和限位平台,限位平台上设置有导向槽和弹性限位块,推进组件用于在导向槽的导向作用下将弹性件以预设摆向限位于弹性限位块中,弹性限位块用于限定其内的弹性件保持预设摆向的限位状态。
14、在其中一些实施例中,弹性件组装装置包括第一移动驱动组件、限位取料头和真空吸附装置,限位取料头和真空吸附装置装配于第一移动驱动组件上,限位取料头的取料表面具有用于保持弹性件限位状态的限位槽,真空吸附装置用于在组装转移时通过限位槽对限位于限位槽内的弹性件进行吸附。
15、在其中一些实施例中,还包括一衔接于第二支撑平台一端的下料收集仓以及另一端的下料装置,下料装置用于将完成组装的弹性开关组件从第二支撑平台推至下料收集仓。
16、在其中一些实施例中,第二支撑平台上设置有可升降的定位柱,定位柱用于抬升后定位本体以及下降后解除对本体的定位。
17、在其中一些实施例中,还包括有本体定位装置,设置于第一支撑平台的旁侧,具有第二驱动器和第二定位块,第二驱动器用于控制第二定位块对第一支撑平台的本体进行组装切换片前的定位。
18、相比于相关技术,本实用新型实施例提供的通过本体进料装置、本体转移装置、第一支撑平台、切换片组装装置、切换片进料装置、本体转移装置、第二支撑平台、弹性件限位装置、弹性件进料装置、弹性件组装装置、开关子组装装置、开关子进料装置组成的弹性开关组件的自动组装机,实现了弹性开关组件的自动化组装全流程,大大地提高了组装效率和降低了人工成本。
19、本实用新型的一个或多个实施例的细节在以下附图和描述中提出,以使本实用新型的其他特征、目的和优点更加简明易懂。
技术特征:
1.一种弹性开关组件的自动组装机,其特征在于,用于组装由本体(1)、切换片(2)、弹性件(3)和开关子(4)组成的弹性开关组件,其中,所述弹性件(3)的两端具有反向的安装杆部,包括:
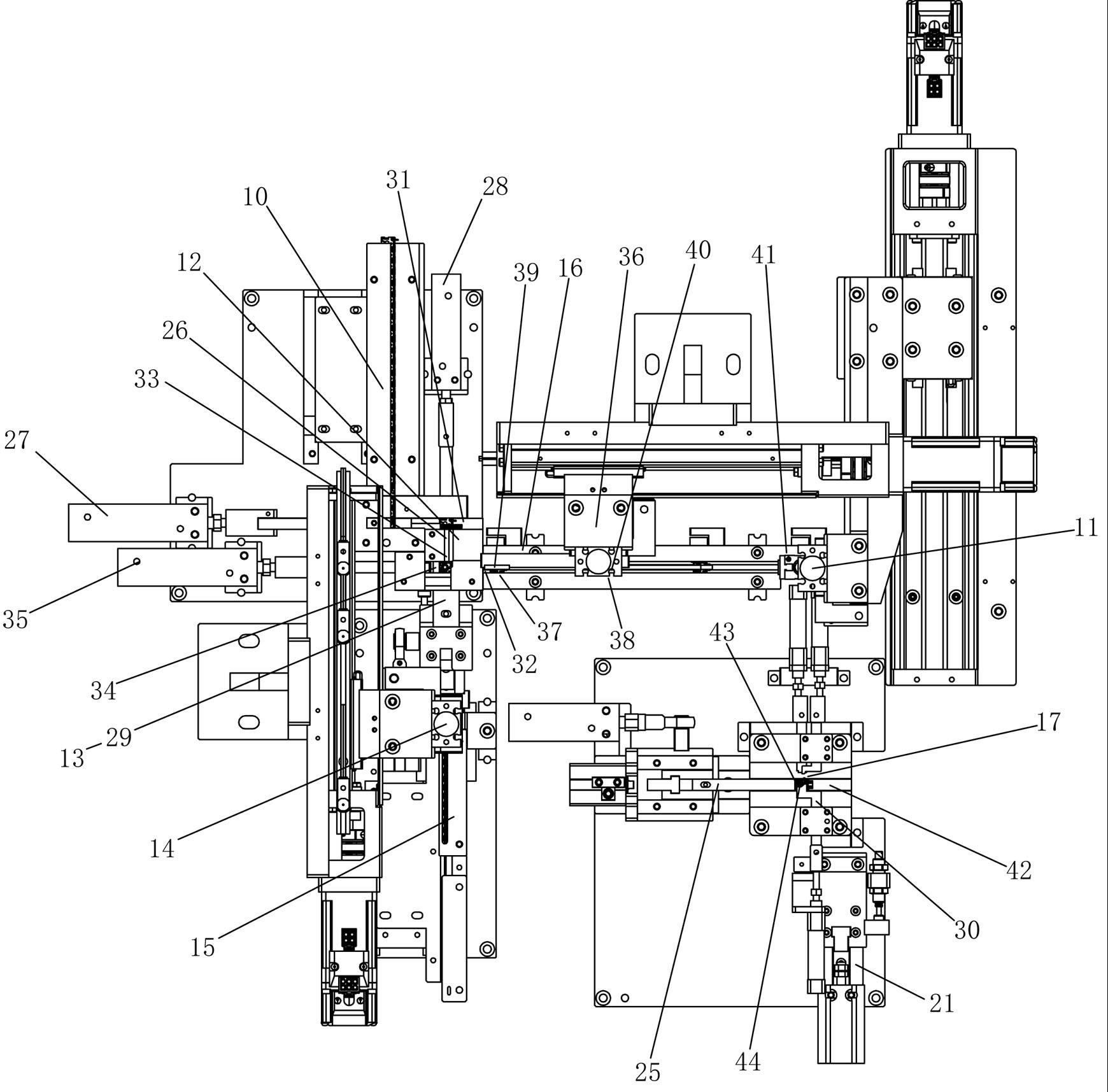
2.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,还包括有一衔接于所述第一支撑平台(12)的待转移平台(16),所述待转移平台(16)用于暂存若干个已装配切换片(2)的本体(1)且通过第一定位装置(36)逐个将已装配切换片(2)的本体(1)送至所述待转移平台(16)上的待转移位(41)。
3.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,还包括弹性件定位装置(21),设置于所述第二支撑平台(17)的旁侧,具有第一驱动器和第一定位块(30),所述第一驱动器用于控制所述第一定位块(30)进入所述第二支撑平台(17)且移动至弹性件(3)的表面对弹性件(3)进行装配后的定位。
4.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,所述弹性件限位装置(18)包括推进组件(46)和限位平台(47),所述限位平台(47)上设置有导向槽(48)和弹性限位块(49),所述推进组件(46)用于在所述导向槽(48)的导向作用下将弹性件(3)以预设摆向限位于所述弹性限位块(49)中,所述弹性限位块(49)用于限定其内的弹性件(3)保持预设摆向的限位状态。
5.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,所述弹性件组装装置(20)包括第一移动驱动组件、限位取料头(50)和真空吸附装置,所述限位取料头(50)和真空吸附装置装配于所述第一移动驱动组件上,所述限位取料头(50)的取料表面具有用于保持弹性件(3)所述限位状态的限位槽(24),所述真空吸附装置用于在组装转移时通过所述限位槽(24)对限位于所述限位槽(24)内的弹性件(3)进行吸附。
6.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,还包括一衔接于所述第二支撑平台(17)一端的下料收集仓以及另一端的下料装置(25),所述下料装置(25)用于将完成组装的弹性开关组件从所述第二支撑平台(17)推至所述下料收集仓。
7.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,所述第二支撑平台(17)上设置有可升降的定位柱(44),所述定位柱(44)用于抬升后定位本体(1)以及下降后解除对本体(1)的定位。
8.根据权利要求1所述的一种弹性开关组件的自动组装机,其特征在于,还包括有本体定位装置(13),设置于所述第一支撑平台(12)的旁侧,具有第二驱动器和第二定位块(29),所述第二驱动器用于控制所述第二定位块(29)对所述第一支撑平台(12)的本体(1)进行组装切换片(2)前的定位。
技术总结
本技术涉及一种弹性开关组件的自动组装机,通过本体进料装置、本体转移装置、第一支撑平台、切换片组装装置、切换片进料装置、本体转移装置、第二支撑平台、弹性件限位装置、弹性件进料装置、弹性件组装装置、开关子组装装置、开关子进料装置组成的弹性开关组件的自动组装机,实现了弹性开关组件的自动化组装全流程,大大地提高了组装效率和降低了人工成本。
技术研发人员:郭志新,石景友,叶义芳
受保护的技术使用者:广东安有新生电子有限公司
技术研发日:20221217
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!