一种薄板快速定位装置的制作方法
本技术属于定位装置领域,具体涉及一种薄板快速定位装置。
背景技术:
1、在半导体器件加工的设备中,通常会涉及到一种加工有孔的圆薄板,该类型的圆薄板在加工过程中一般存在两个特征:1、在加工时,对于圆薄板上孔的位置度精度要求较高,一般为0.002~0.05;2、圆薄板的材质为塑料,圆薄板厚度比较薄,一般为5~10mm,且圆薄板的直径是厚度的20倍左右。
2、目前,现有的针对该类型圆薄板加工用的装夹定位设备,主要通过多个夹爪对圆薄板的周向进行多点夹紧并实现定位,再由工人对圆薄板的表面进行加工。
3、然而,在实际加工过程中,现有的装夹定位装置存在以下缺陷:
4、1、由于圆薄板厚度很薄且直径较长,在进行周向夹紧定位时,圆薄板很容易受上下方向的应力产生变形,从而导致圆薄板上的孔距产生偏差,导致孔的位置精度差;
5、2、圆薄板上的两侧面均需要加工,每次在切换面进行加工时,由于无法保证前后圆薄板的位置保持一致,因此需要工人重复设定加工坐标,操作繁琐,效率低。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供一种改进的薄板快速定位装置。
2、为解决以上技术问题,本实用新型采用如下技术方案:
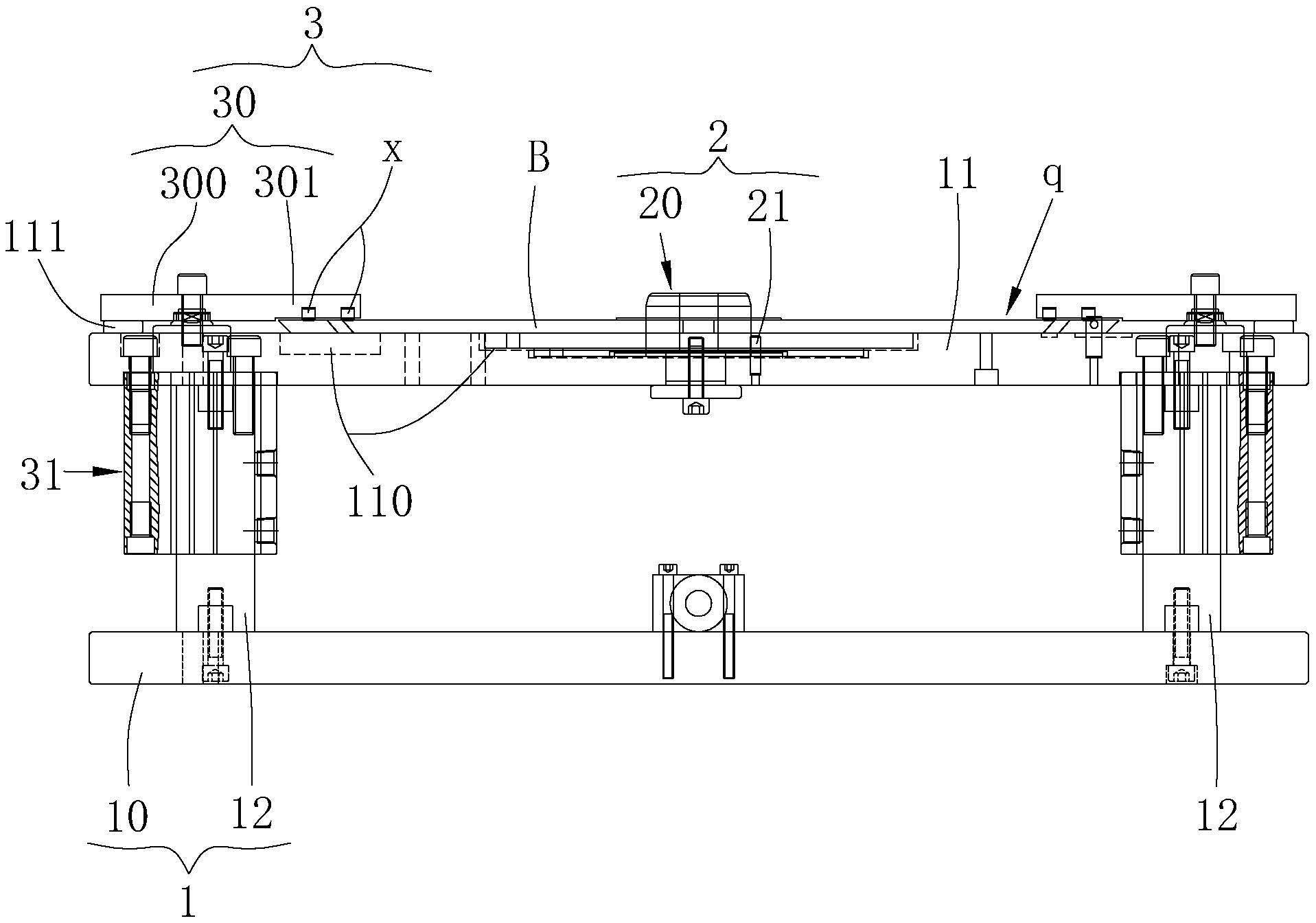
3、一种薄板快速定位装置,薄板为圆板,且薄板上加工有孔,定位装置包括支撑架、定位部件、压紧部件,其中支撑架自顶部形成有与薄板相匹配的定位区,定位部件包括设置在定位区内且与薄板上的孔相配合的定位柱,压紧部件包括设置在支撑架上方的多个压板、用于驱动多个压板的驱动件,定位时,薄板平放于定位区内,定位柱对应插在孔内,多个压板自上而下同步压紧薄板。
4、优选地,支撑架包括底板、平行间隔设置在底板上方并形成有定位区的顶板、连接在底板和顶板之间的多根支撑柱,其中多个压板位于顶板的上方,驱动件设置在底板和顶板之间。这样设置,有效节约空间,同时能够缩短加工的刀具,有利于提高加工精度。
5、具体的,顶板的顶面形成有多个向下凹陷的凹槽,薄板平放在定位区内时,每个凹槽的槽底与薄板的底面之间形成空隙。这样设置,有效避免出现过定位而造成的装夹时工件变形问题。
6、进一步的,顶板的顶面固定设有与多个压板一一对应的多个限位支撑块,压紧时,每个压板自底面抵靠在对应的限位支撑块上。这样设置,考虑薄压板的压紧力量问题,通过设置限位支撑块,来增加压板压紧后的稳定性。
7、优选地,多个压板绕着位于定位区内的薄板的周向圆周阵列分布,其中每个压板包括板本体、分别自板本体的内侧向内延伸的两个压紧部,压紧时,多个压紧部同步向下压紧薄板。这样设置,简化装夹过程,实现快速快速装夹;另外实现同步装夹,能够使装夹力量均匀分布在薄板上,防止装夹时移位造成装夹应力。
8、具体的,每个压紧部的底面高于对应的板本体的底面。通过板本体和压紧部底面之间错位设置,能够利用板本体向下冒出压紧部的内侧面形成对薄板的限位,便于薄板准确放置于多个压板的压紧区域内。
9、进一步的,每个压板中,两个压紧部分别自板本体的内侧向内延伸后相向弯折设置;和/或,每个压紧部的底面还设有至少两个压销,其中两个压销的材质均为优力胶。这样设置,使得装夹压力均匀。
10、优选地,驱动件采用平面回转夹紧气缸。
11、优选地,薄板具有中心孔,定位柱自支撑架的顶部向上延伸,并与中心孔相插接。
12、具体的,定位柱包括柱本体、自柱本体的侧壁向外延伸的多个支撑部,定位时,多个支撑部分别自外侧抵触在中心孔的内侧面上。减少孔的变形。
13、由于以上技术方案的实施,本实用新型与现有技术相比具有如下优点:
14、本实用新型通过设置定位部件,实现对圆薄板的快速准确定位,保证每次换面加工能够使用同一加工坐标,无需重复设定,极大简化操作工序,提高效率;同时通过支撑架和压紧部件的配合,实现对圆薄板上下方向上的夹紧固定,且能够形成有效支撑,减少圆薄板装夹变形,有利于提高孔加工的位置精度。
技术特征:
1.一种薄板快速定位装置,所述薄板为圆板,且所述薄板上加工有孔,其特征在于:所述定位装置包括支撑架、定位部件、压紧部件,其中所述支撑架自顶部形成有与所述薄板相匹配的定位区,所述定位部件包括设置在所述定位区内且与所述薄板上的孔相配合的定位柱,所述压紧部件包括设置在所述支撑架上方的多个压板、用于驱动所述多个压板的驱动件,定位时,所述薄板平放于所述定位区内,所述定位柱对应插在所述孔内,所述多个压板自上而下同步压紧所述薄板。
2.根据权利要求1所述的薄板快速定位装置,其特征在于:所述支撑架包括底板、平行间隔设置在所述底板上方并形成有所述定位区的顶板、连接在所述底板和所述顶板之间的多根支撑柱,其中所述多个压板位于所述顶板的上方,所述驱动件设置在所述底板和所述顶板之间。
3.根据权利要求2所述的薄板快速定位装置,其特征在于:所述顶板的顶面形成有多个向下凹陷的凹槽,所述薄板平放在所述定位区内时,每个所述凹槽的槽底与所述薄板的底面之间形成空隙。
4.根据权利要求2所述的薄板快速定位装置,其特征在于:所述顶板的顶面固定设有与所述多个压板一一对应的多个限位支撑块,压紧时,每个所述压板自底面抵靠在对应的所述限位支撑块上。
5.根据权利要求1或2所述的薄板快速定位装置,其特征在于:所述多个压板绕着位于所述定位区内的所述薄板的周向圆周阵列分布,其中每个所述压板包括板本体、分别自所述板本体的内侧向内延伸的两个压紧部,压紧时,多个所述压紧部同步向下压紧所述薄板。
6.根据权利要求5所述的薄板快速定位装置,其特征在于:每个所述压紧部的底面高于对应的所述板本体的底面。
7.根据权利要求5所述的薄板快速定位装置,其特征在于:每个所述压板中,所述两个压紧部分别自所述板本体的内侧向内延伸后相向弯折设置;和/或,每个所述压紧部的底面还设有至少两个压销,其中所述两个压销的材质均为优力胶。
8.根据权利要求1所述的薄板快速定位装置,其特征在于:所述驱动件采用平面回转夹紧气缸。
9.根据权利要求1所述的薄板快速定位装置,其特征在于:所述薄板具有中心孔,所述定位柱自所述支撑架的顶部向上延伸,并与所述中心孔相插接。
10.根据权利要求9所述的薄板快速定位装置,其特征在于:所述定位柱包括柱本体、自所述柱本体的侧壁向外延伸的多个支撑部,定位时,所述多个支撑部分别自外侧抵触在所述中心孔的内侧面上。
技术总结
本技术涉及的薄板快速定位装置,薄板为圆板,且薄板上加工有孔,定位装置包括支撑架、定位部件、压紧部件,其中支撑架自顶部形成有与薄板相匹配的定位区,定位部件包括设置在定位区内且与薄板上的孔相配合的定位柱,压紧部件包括设置在支撑架上方的多个压板、用于驱动多个压板的驱动件。本技术通过设置定位部件,实现对圆薄板的快速准确定位,保证每次换面加工能够使用同一加工坐标,无需重复设定,极大简化操作工序,提高效率;同时通过支撑架和压紧部件的配合,实现对圆薄板上下方向上的夹紧固定,且能够形成有效支撑,减少圆薄板装夹变形,有利于提高孔加工的位置精度。
技术研发人员:杨军
受保护的技术使用者:苏州典艺精密机械有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!