一种多线芯胶芯组装机的制作方法
本技术属于线材加工设备,具体是一种多线芯胶芯组装机。
背景技术:
1、连接线作为电子设备之间连接的桥梁,不仅可以进行电力传输,还可以进行电信号的传输,而一根连接线在使用之前通常需要增加连接端口,以便于实现与电子设备的连接,在一些连接线中具有多根线芯,而每一根线芯都有着不同信息的传输作用,所以需要对每一根线芯进行单独加工,即每一根线芯都需要安装连接端口,具体表现为,在对每一根线芯剥线之后,需要在线芯的端部固设胶芯,而线芯相对较细,并且挨着较近,通过人工对每一根线芯上的胶芯进行夹紧固定显然无法满足大量生产的需求,并且人工操作容易出现失误而导致不良品。
技术实现思路
1、本实用新型的目的在于提供一种多线芯胶芯组装机,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
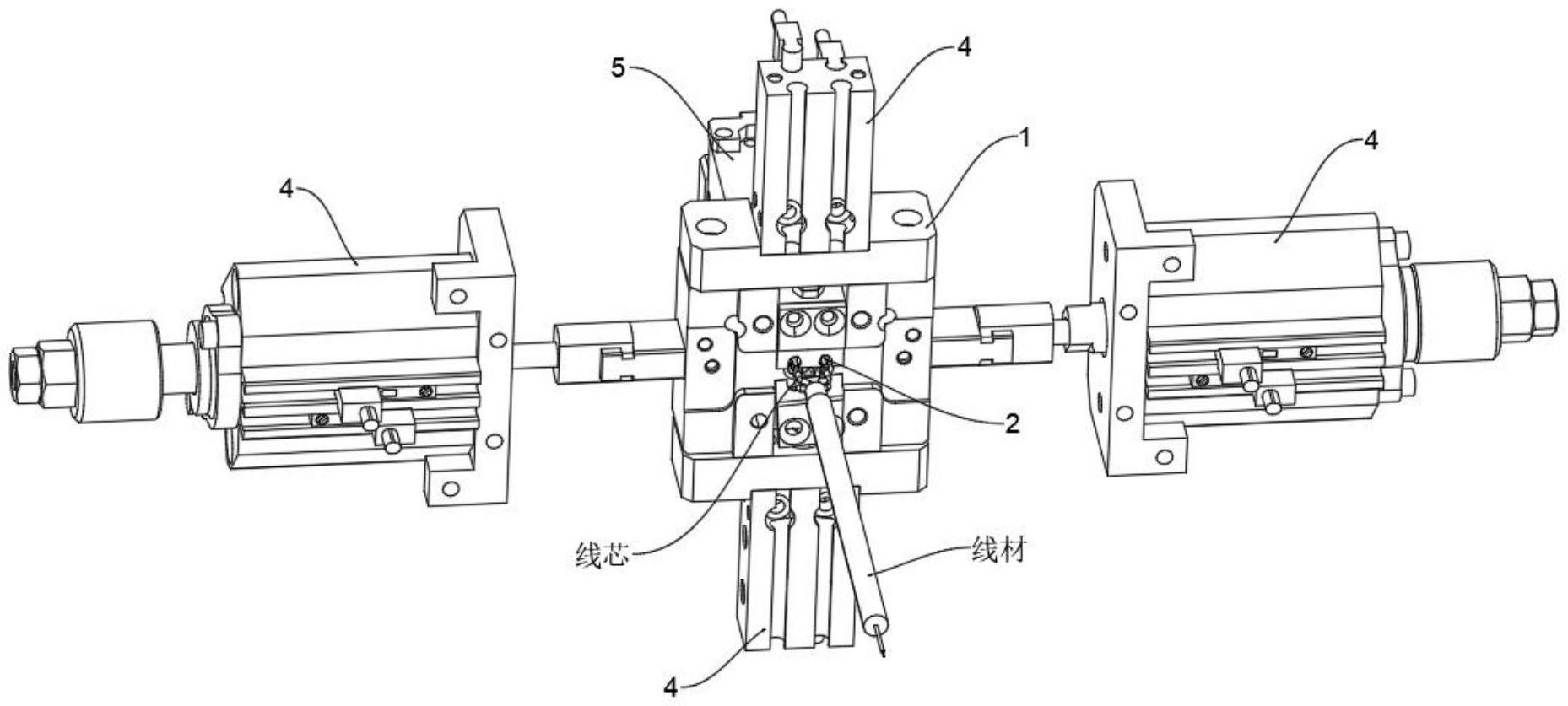
3、一种多线芯胶芯组装机,包括基座,所述基座表面集中设有若干供线芯组件插入的加工位,所述加工位的入口处安装有色标传感器,位于基座的外周设有若干冲压组件,所述冲压组件从基座的侧面穿入,与至少一个加工位对应。
4、进一步的技术方案,所述加工位远离入口端的位置设有深度探测模块,所述深度探测模块与加工位的端部对应。
5、进一步的技术方案,所述深度探测模块包括固设有在基座后端面的固定块,所述固定块上设有与加工位对应的通孔,所述通孔内穿设有感应探针,所述感应探针与感应模组连接,位于感应探针上还设有与固定块端面相抵的限位硅胶。
6、进一步的技术方案,所述基座呈正方体,位于基座上的加工位数量位四个,相邻两个加工位于一个冲压组件对应。
7、进一步的技术方案,所述冲压组件包括冲压气缸,所述冲压气缸输出端连接有插块,所述插块端部设有两块冲压片,两块所述冲压片分别与两个加工位对应。
8、本实用新型的有益效果:
9、在加工过程中,人员只需要将线芯和胶芯进行组合,以及将形成的线芯组件插入到加工位中,省略了通过人工将胶芯压合在线芯上的过程,提高了工作效率,并且本设备中,不受线芯粗细和近远的限制,在重复生产过程在,在胶芯形成的压痕机几乎不存在差别,减少了误差的出现,提高了良品率。
10、本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种多线芯胶芯组装机,其特征在于:包括基座(1),所述基座(1)表面集中设有若干供线芯组件插入的加工位(2),所述加工位(2)的入口处安装有色标传感器(3),位于基座(1)的外周设有若干冲压组件(4),所述冲压组件(4)从基座(1)的侧面穿入,与至少一个加工位(2)对应。
2.根据权利要求1所述的一种多线芯胶芯组装机,其特征在于:所述加工位(2)远离入口端的位置设有深度探测模块(5),所述深度探测模块(5)与加工位(2)的端部对应。
3.根据权利要求2所述的一种多线芯胶芯组装机,其特征在于:所述深度探测模块(5)包括固设有在基座(1)后端面的固定块(51),所述固定块(51)上设有与加工位(2)对应的通孔,所述通孔内穿设有感应探针(52),所述感应探针(52)与感应模组(53)连接,位于感应探针(52)上还设有与固定块(51)端面相抵的限位硅胶(54)。
4.根据权利要求1或2所述的一种多线芯胶芯组装机,其特征在于:所述基座(1)呈正方体,位于基座(1)上的加工位(2)数量位四个,相邻两个加工位(2)于一个冲压组件(4)对应。
5.根据权利要求1或2所述的一种多线芯胶芯组装机,其特征在于:所述冲压组件(4)包括冲压气缸(41),所述冲压气缸(41)输出端连接有插块(42),所述插块(42)端部设有两块冲压片(43),两块所述冲压片(43)分别与两个加工位(2)对应。
技术总结
本技术公开了一种多线芯胶芯组装机,包括基座,所述基座表面集中设有若干供线芯组件插入的加工位,所述加工位的入口处安装有色标传感器,位于基座的外周设有若干冲压组件,所述冲压组件从基座的侧面穿入,与至少一个加工位对应,在加工过程中,人员只需要将线芯和胶芯进行组合,以及将形成的线芯组件插入到加工位中,省略了通过人工将胶芯压合在线芯上的过程,提高了工作效率,并且本设备中,不受线芯粗细和近远的限制,在重复生产过程在,在胶芯形成的压痕机几乎不存在差别,减少了误差的出现,提高了良品率。
技术研发人员:李儒毅,彭永江
受保护的技术使用者:东莞市捷斯创科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!