电芯和电池模组的制作方法
本技术属于电池制造,特别是涉及一种电芯和电池模组。
背景技术:
1、目前动力电芯为控制成本,在叠片工序多选择无胶隔膜,叠片之后裸电芯呈现松散状态,在裸电芯转运过程中,叠片体最上层和最下层容易出现位移,而且在入壳过程中,会导致最下层和最上层隔膜侧边翻折漏出极片,产生安全隐患,为解决此问题各个公司重点关注,目前通过边缘贴胶和优化电芯入壳动作进行改善。
2、边缘贴胶虽然可以减小叠片体最上层和最下层容易出的位移量,但是无法有效控制极片的位移,同时边缘贴胶无法解决裸电芯最外层隔膜侧边翻折的问题;优化电芯入壳动作可以解决裸电芯最外层隔膜侧边翻折的问题,但是设备调整工艺复杂,且不能完全解决该问题。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种电芯和电池模组,用于解决现有技术中贴胶方案导致的外层极片位移和外层隔膜侧边翻折的问题。
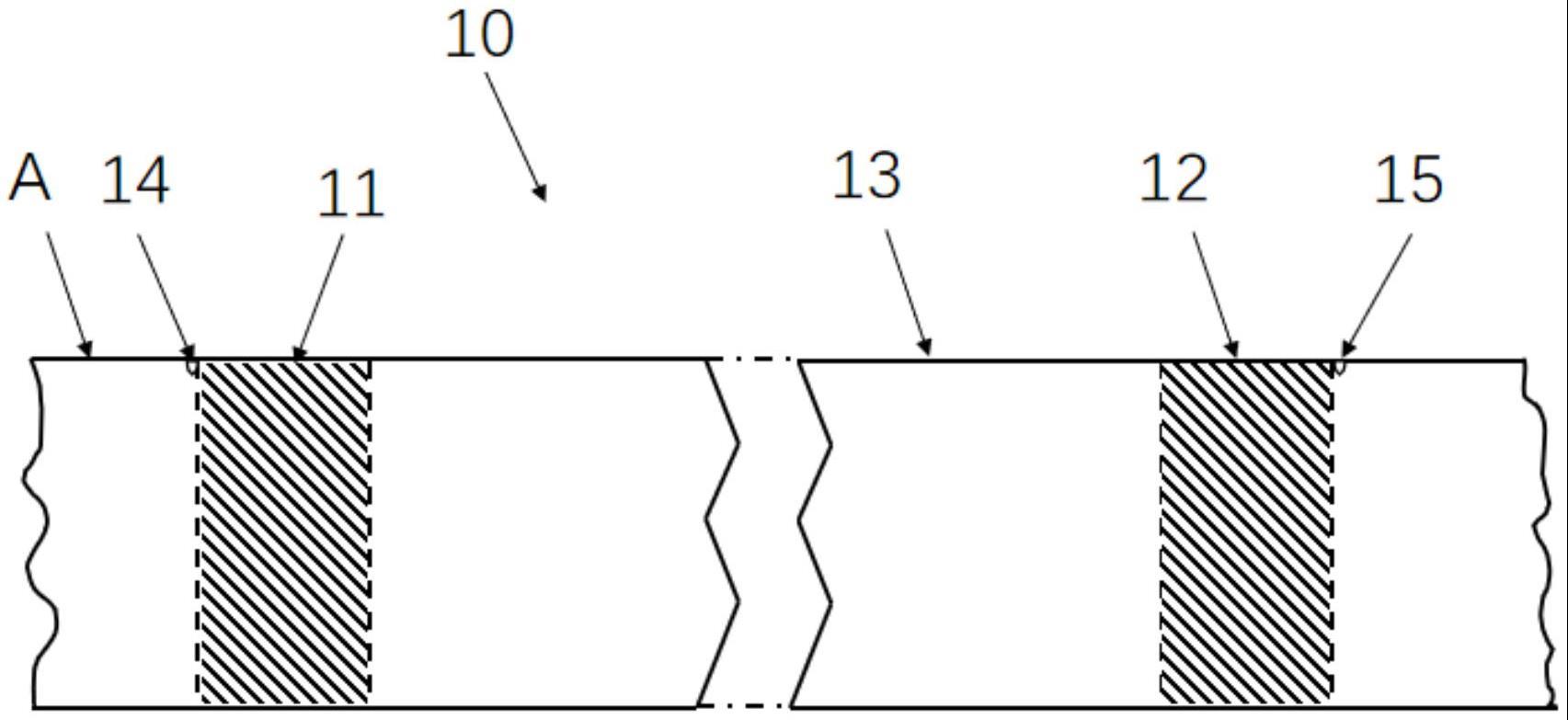
2、为实现上述目的及其他相关目的,本实用新型提供一种电芯,包括:正极片、负极片和一连续的带状的隔膜,每两个所述负极片之间夹设有一个所述正极片,每个所述正极片或负极片的两侧面均设有所述隔膜,所述隔膜呈z字形并将正极片和负极片隔开,所述隔膜包括沿长度方向依次连接的首段、中间段和尾段,所述隔膜的首段上对应于首端极片的位置涂有胶层,所述隔膜的尾段上对应于尾端极片的位置涂有胶层。
3、可选地,所述隔膜的首段和尾段均折叠形成相对的两个接触面,两个所述接触面上均设置有所述胶层,首端的极片位于所述首段的两个接触面之间,尾端的极片位于所述尾段的两个接触面之间。
4、可选地,所述隔膜的首段和尾段的面积与整个所述隔膜的面积比在10%-20%范围内。
5、可选地,所述隔膜的首段和尾段上涂覆的胶层厚度相同。
6、可选地,所述隔膜的首段设置有第一定位部,所述隔膜的尾段设置有第二定位部,所述第一定位部和第二定位部位于所述隔膜沿厚度方向的同侧或异侧。
7、可选地,所述第一定位部和/或所述第二定位部设置在所述隔膜沿宽度方向的起始位。
8、可选地,所述第一定位部和第二定位部的结构相同。
9、可选地,所述第一定位部和第二定位部均为开设在隔膜表面的定位槽,所述定位槽由四面侧壁围合而成,且其中一面所述侧壁为弧形。
10、可选地,所述电芯的外侧贴敷有束缚胶,所述束缚胶沿所述电芯的长度方向布置多个。
11、基于同样的构思,本实用新型还提供了一种电池模组,包括如上所述的电芯。
12、如上所述,本实用新型具有以下有益效果:
13、通过对原有的无胶隔膜进行改造,采用首段和尾段涂胶而中间无胶的这种分段式涂胶的异形隔膜结构,使得裸电芯在热压之后,可以保证裸电芯在入壳过程中外层隔膜不发生翻折,同时减少外层极片的错位;并且,裸电芯热压后电芯表面整体硬度高,降低了机械臂入壳的难度,工艺难度小,大规模生产性强,减少调机时间,有效降低成本。
技术特征:
1.一种电芯,其特征在于,包括正极片、负极片和一连续的带状的隔膜,每两个所述负极片之间夹设有一个所述正极片,每个所述正极片或负极片的两侧面均设有所述隔膜,所述隔膜呈z字形并将所述正极片和负极片隔开,所述隔膜包括沿长度方向依次连接的首段、中间段和尾段,所述隔膜的首段上对应于首端极片的位置涂有胶层,所述隔膜的尾段上对应于尾端极片的位置涂有胶层。
2.根据权利要求1所述的电芯,其特征在于:所述隔膜的首段和尾段均折叠形成相对的两个接触面,两个所述接触面上均涂有所述胶层,首端的极片位于所述首段的两个接触面之间,尾端的极片位于所述尾段的两个接触面之间。
3.根据权利要求1所述的电芯,其特征在于:所述隔膜的首段和尾段的面积与整个所述隔膜的面积比在10%-20%范围内。
4.根据权利要求1所述的电芯,其特征在于:所述隔膜的首段和尾段上涂覆的胶层厚度相同。
5.根据权利要求1所述的电芯,其特征在于:所述隔膜的首段设置有第一定位部,所述隔膜的尾段设置有第二定位部,所述第一定位部和第二定位部位于所述隔膜沿厚度方向的同侧或异侧。
6.根据权利要求5所述的电芯,其特征在于:所述第一定位部和/或所述第二定位部设置在所述隔膜沿宽度方向的起始位。
7.根据权利要求5所述的电芯,其特征在于:所述第一定位部和第二定位部的结构相同。
8.根据权利要求7所述的电芯,其特征在于:所述第一定位部和第二定位部均为开设在隔膜表面的定位槽,所述定位槽由四面侧壁围合而成,且其中一面所述侧壁为弧形。
9.根据权利要求1所述的电芯,其特征在于:所述电芯的外侧贴敷有束缚胶,所述束缚胶沿所述电芯的长度方向布置多个。
10.一种电池模组,其特征在于,包括如权利要求1-9中任一项所述的电芯。
技术总结
本技术属于电池制造技术领域,提供一种电芯和电池模组,所述电芯包括:正极片、负极片和一连续的带状的隔膜,每两个负极片之间夹设有一个正极片,每个正极片或负极片的两侧面均设有隔膜,隔膜呈Z字形并将正极片和负极片隔开,隔膜包括沿长度方向依次连接的首段、中间段和尾段,隔膜的首段上对应于首端极片的位置涂有胶层,隔膜的尾段上对应于尾段极片的位置涂有胶层。本技术通过采用异形隔膜结构,使裸电芯在热压之后,可以保证裸电芯在入壳过程中外层隔膜不发生翻折,同时减少外层极片的错位;并且,裸电芯热压后电芯表面整体硬度高,降低了机械臂入壳的难度,大规模生产性强,减少调机时间,有效降低成本。
技术研发人员:牛旭鹏
受保护的技术使用者:远景动力技术(江苏)有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!