多层隔膜的制备方法与流程
本发明涉及一种多层隔膜的制备方法,更具体地,涉及通过使构成多层隔膜的各层的结构物性均匀化来能够提高隔膜所需的机械性能的多层隔膜的制备方法。
背景技术:
1、锂二次电池广泛用作需要小型化和轻量化的如智能手机、笔记本电脑及平板电脑等各种电子产品的电源。随着其应用领域扩大到智能电网和用于电动车辆的中大型电池,需要开发具有大容量、长寿命和高稳定性的锂二次电池。
2、近年来,随着锂二次电池的高能量密度化,电池的负荷越来越大,对隔膜的高度安全性要求也越来越高,因此,不仅是隔膜的机械性能,而且可确保安全性的耐热性的重要性也日益凸显。
3、以往,锂二次电池的隔膜一直使用聚烯烃类微孔膜。在聚烯烃类微孔膜中,尤其,由聚乙烯类树脂制成的微孔膜被认为具有优异的关断功能,由于该关断功能,当电池温度上升时,微孔膜的微孔会闭合,阻断电流的流动。然而,有时在关断功能启动后,电池温度会再次上升,在这种情况下,隔膜会熔融(熔化),导致电池内部发生短路,并伴随大量热量的产生,从而引发冒烟、起火、爆炸等危险问题,因此,也需要在高于关断温度的温度下抑制短路的风险。
4、为了兼顾隔膜的关断特性和熔化特性,提出了将聚乙烯与聚丙烯共混,或将由聚乙烯类树脂制成的微孔膜与由聚丙烯类树脂制成的微孔膜层压的方案。
5、例如,韩国公开专利第10-2005-0120689号、第10-2016-0094448号等公开了通过共挤出两种以上的树脂组合物来制备多层隔膜的方法,并公开了通过该方法制备的多层隔膜的机械强度和耐热性能够均衡改善,但由于在通过拉伸形成孔结构之前的步骤中通过共挤出来进行层间贴合,即层压,因此在随后的拉伸、提取等制膜过程中存在各层的结构物性变得不均匀的问题。具体而言,随着多层隔膜的最外层的各区域的厚度偏差增大,隔膜本身的机械性能会变得不均匀,特别是在利用隔膜进行电池组装时,存在与周围区域相比厚度显著较薄的部分容易破损、断裂等的问题。这些问题在最近的用于应对电池集成化、高容量化趋势的薄膜型隔膜(厚度为约15μm以下,优选地,约10μm以下)中更为突出。
6、此外,韩国公开专利第10-2008-0028444号公开了如图1所示将通过挤出、拉伸、提取及热定形完全制膜的两种以上的隔膜贴合并层压来制备多层隔膜的方法,但在这种情况下,无法赋予充分的层间结合力,因此存在各层容易剥离的问题。为了改善这一点,可以在贴合并层压两种以上的隔膜后增加再拉伸、热定形的步骤,但存在由于增加的设备和工艺而导致生产率和经济性降低的问题。
技术实现思路
1、技术问题
2、本发明旨在解决上述现有技术的问题,本发明的目的在于提供一种隔膜的制备方法,其在制备厚度约为15μm以下,优选地,约为10μm以下的薄膜型多层隔膜时,通过将构成多层隔膜的各层的结构物性均匀化来能够稳定地确保隔膜所需的机械性能,同时提高生产率和经济性。
3、解决问题的方案
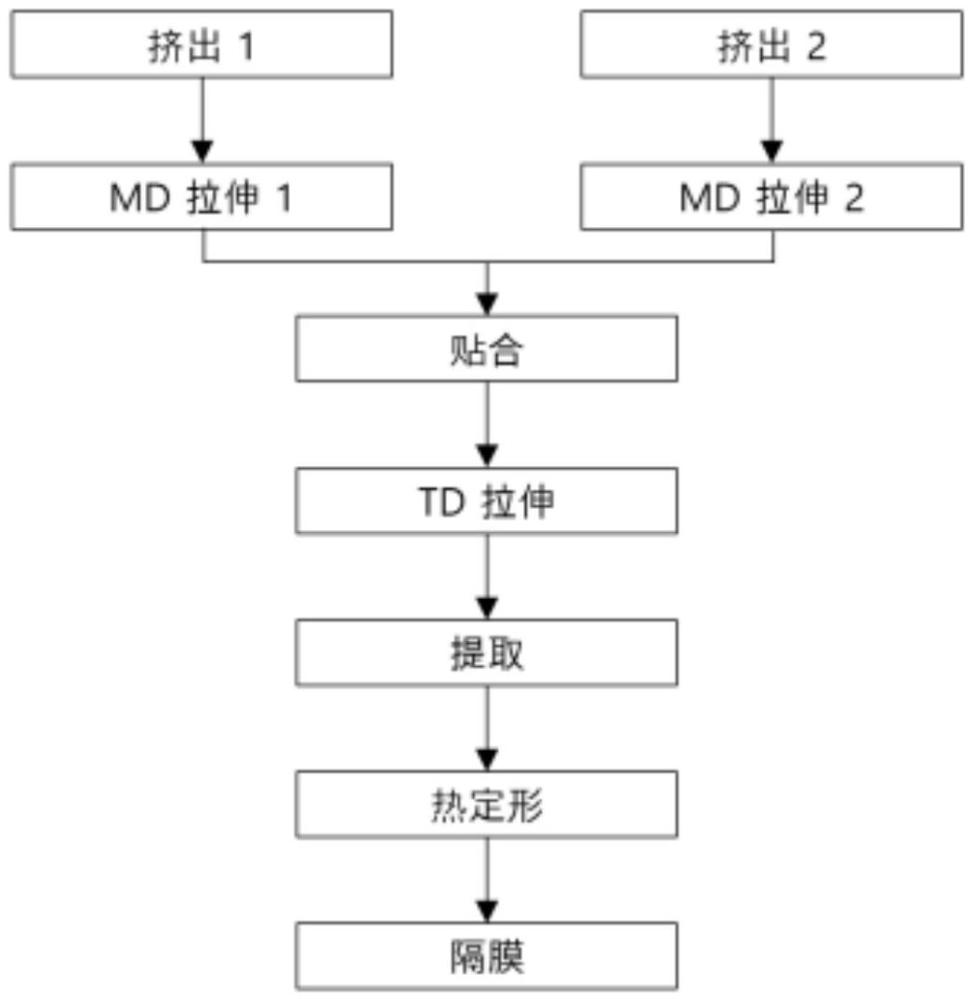
4、本发明的一个方面提供一种多层隔膜的制备方法,其包括:步骤(a),挤出包含第一聚烯烃和第一成孔剂的第一组合物以制备第一片材;步骤(b),挤出包含第二聚烯烃和第二成孔剂的第二组合物以制备第二片材;步骤(c),在纵向(md)上分别拉伸上述第一片材和第二片材,制备第一前驱薄膜和第二前驱薄膜;步骤(d),贴合上述第一前驱薄膜和第二前驱薄膜以获得层叠体;及步骤(e),在横向(td)上拉伸上述层叠体之后,从上述层叠体中去除上述第一成孔剂和第二成孔剂。
5、在一实施例中,上述第一聚烯烃和第二聚烯烃分别可以包括选自由聚乙烯、聚丙烯、聚丁烯、聚甲基戊烯及它们中的两种或更多种的组合或共聚物组成的组中的一种。
6、在一实施例中,上述第一聚烯烃和第二聚烯烃的重均分子量分别可以为300,000至2,000,000。
7、在一实施例中,上述第一成孔剂和第二成孔剂分别可以为在40℃下运动粘度为50cst至100cst的石蜡油。
8、在一实施例中,上述第一组合物或第二组合物还可包括亲水性聚合物。
9、在一实施例中,上述第一组合物或第二组合物中的上述亲水性聚合物的含量可以为0.1重量%至5重量%。
10、在一实施例中,上述亲水性聚合物可以为选自由乙烯醋酸乙烯酯、乙烯乙烯醇、聚乙烯醇、聚丙烯酸、聚氧乙烯-聚氧丙烯嵌段共聚物、聚乙二醇、聚环氧乙烷、聚乙烯吡咯烷酮、聚乙烯醇缩醛、聚乙烯醇缩丁醛、纤维素衍生物、甘油及其两种或更多种的组合组成的组中的一种。
11、在一实施例中,可以在上述贴合过程中将上述第一前驱薄膜和第二前驱薄膜加压成彼此面接触,并附着上述第一前驱薄膜和第二前驱薄膜的界面中的至少一部分。
12、本发明的另一方面提供一种多层隔膜,其为通过使用上述的制备方法制成的多层隔膜,其中,根据下式测量的最外层的厚度偏差为10%以下。
13、<式>
14、厚度偏差(%)={(最大厚度)-(最小厚度)}/(最小厚度)*100在上式中,上述厚度偏差通过包括:将上述多层隔膜切成100mm*100mm(md*td),然后沿纵向(md)分成5等份,得到尺寸为20mm*100mm(md*td)的5个样品的步骤;测量上述样品的从横向(td)正中心部到上述最外层的厚度的步骤;及基于上述厚度的最大值和最小值,按照上式计算厚度偏差的步骤;的方法来确定。
15、在一实施例中,上述多层隔膜可以满足以下条件(i)至(vi)中的至少一种:(i)厚度为1μm至15μm;(ii)穿刺强度为600gf以上;(iii)纵向(md)拉伸强度为1,300kgf/cm2至2,000kgf/cm2;(iv)横向(td)拉伸强度为3,000kgf/cm2至6,000kgf/cm2;(v)纵向(md)拉伸伸长率为150%至450%;及(vi)横向(td)拉伸伸长率为30%至100%。
16、发明的效果
17、根据本发明的一个方面的多层隔膜的制备方法包括:步骤(a),挤出包含第一聚烯烃和第一成孔剂的第一组合物以制备第一片材;步骤(b),挤出包含第二聚烯烃和第二成孔剂的第二组合物以制备第二片材;步骤(c),在纵向(md)上分别拉伸上述第一片材和第二片材,制备第一前驱薄膜和第二前驱薄膜;步骤(d),贴合上述第一前驱薄膜和第二前驱薄膜以获得层叠体;及步骤(e),在横向(td)上拉伸上述层叠体之后,从上述层叠体中去除上述第一成孔剂和第二成孔剂;从而,在制备厚度约为15μm以下,优选地,约为10μm以下的薄膜型多层隔膜时,通过将构成多层隔膜的各层的结构物性均匀化来能够稳定地确保隔膜所需的机械性能,同时提高生产率和经济性。
18、本发明的效果并非限定于上述效果,应当理解,包括从本发明的详细说明或权利要求书中记载的发明的结构中推论出的所有效果。
技术特征:
1.一种多层隔膜的制备方法,其特征在于,包括:
2.根据权利要求1所述的多层隔膜的制备方法,其特征在于,
3.根据权利要求2所述的多层隔膜的制备方法,其特征在于,
4.根据权利要求1所述的多层隔膜的制备方法,其特征在于,
5.根据权利要求1所述的多层隔膜的制备方法,其特征在于,
6.根据权利要求5所述的多层隔膜的制备方法,其特征在于,
7.根据权利要求6所述的多层隔膜的制备方法,其特征在于,
8.根据权利要求1所述的多层隔膜的制备方法,其特征在于,
9.一种多层隔膜,其为通过使用权利要求1至8中任一项所述的制备方法制成的多层隔膜,上述多层隔膜的特征在于,
10.根据权利要求9所述的多层隔膜,其特征在于,
技术总结
本发明的一个方面提供一种多层隔膜的制备方法,其包括:步骤(a),挤出包含第一聚烯烃和第一成孔剂的第一组合物以制备第一片材;步骤(b),挤出包含第二聚烯烃和第二成孔剂的第二组合物以制备第二片材;步骤(c),在纵向(MD)上分别拉伸上述第一片材和第二片材,制备第一前驱薄膜和第二前驱薄膜;步骤(d),贴合上述第一前驱薄膜和第二前驱薄膜以获得层叠体;及步骤(e),在横向(TD)上拉伸上述层叠体之后,从上述层叠体中去除上述第一成孔剂和第二成孔剂。
技术研发人员:柳京善,崔光镐,金炳铉,郑珍铉,金铉珠,金政来
受保护的技术使用者:韩国沃思可福有限公司
技术研发日:
技术公布日:2024/9/17
- 还没有人留言评论。精彩留言会获得点赞!