一种废旧锂离子电池黑粉优先提锂的系统及方法与流程
本发明属于电池回收处理,具体涉及一种废旧锂离子电池黑粉优先提锂的系统及方法。
背景技术:
1、伴随我国新能源汽车市场的爆发式增长,作为新能源汽车心脏的动力电池用量也是水涨船高。新能源电池的使用寿命一般为5-8年,第一批动力电池回收市场在2018年左右开始爆发,回收市场规模达50亿元,2020年达到107亿元左右(其中梯级利用市场规模约64亿元,再生利用市场规模约43亿元)。中汽协预测:2030年电池回收市场可达千亿元规模。
2、废旧电池中含有一定量的镍、钴、锰、锂等有价金属,对其进行合理的回收利用不仅可以避免造成环境污染,还可以减少我国镍、钴等战略资源的对外依存度,解决电池制造的原材料来源问题。
技术实现思路
1、本发明是基于发明人对以下事实和问题的发现和认识做出的:
2、目前国内规模化处理电池黑粉主要采用后端提锂技术,即使用硫酸及双氧水将废旧电池黑粉中的镍钴锰锂等一并溶解,经化学除杂、萃取分离得到萃余液,经mvr浓缩蒸发除硫酸钠后添加碳酸钠回收碳酸锂。但是该工艺流程长,酸碱消耗和能源消耗大,且锂属于原子半径最小最活泼金属元素,每次液固、液液分离均会有锂夹带,造成锂收率低,传统方法回收锂收率仅为60-70%,且得到碳酸锂纯度较低。
3、虽然一些高校、科研机构、企业进行了优先提锂方面的研究,但是尚处于实验阶段,均未提及采用何种设备来实现优先提锂的工艺。
4、优先提锂工艺一直没有实际产业化落地的项目,优先提锂的产业化仍属于空白领域,采用何种装置及方法实现提锂需要持续研发。
5、本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的实施例提出一种废旧锂离子电池黑粉优先提锂的系统,该系统有效解决了传统电池回收工艺流程长、辅料消耗量大、成本高及锂收率低等问题,锂的收率可以达到90%以上,且具有自动化程度高、流程短、操作简便和环境友好等优点。
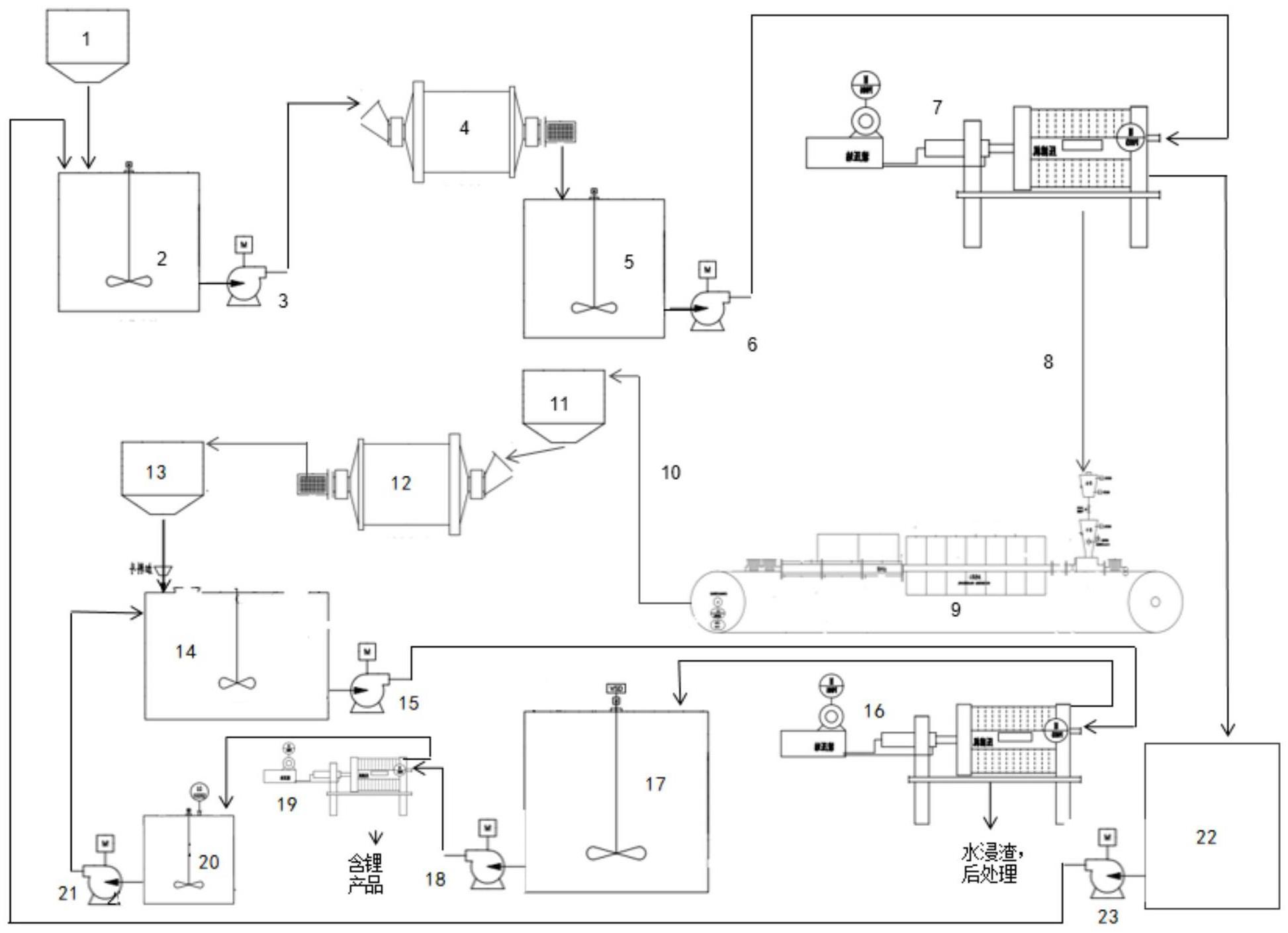
6、本发明实施例的废旧锂离子电池黑粉优先提锂的系统,所述系统包括:
7、预处理单元:具有黑粉进口和预处理物料出口,所述预处理单元用于对废旧锂离子电池黑粉进行活化处理,得到预处理物料;
8、煅烧单元:具有预处理物料进口和焙烧物料出口,所述预处理物料进口与所述预处理单元的预处理物料出口相连,用于将预处理物料进行还原煅烧,得到焙烧物料;
9、破碎单元:具有焙烧物料进口和细磨焙烧料出口,所述焙烧物料进口与所述煅烧单元的焙烧物料出口相连,用于将焙烧物料进行破碎粉磨,得到细磨焙烧料;
10、提锂单元:与所述破碎单元的细磨焙烧料出口,包括依次相连的提锂槽、提锂压滤机、沉锂槽、沉锂压滤机和沉锂后液槽,用于提锂制备含锂产品。
11、本发明实施例的废旧锂离子电池黑粉优先提锂的系统带来的优点和技术效果,1、本发明实施例的系统,煅烧单元将预处理物料中的锂进行还原煅烧得到氧化锂,在提锂单元将氧化锂变成碳酸氢锂溶液,而镍钴锰及其他杂质仍旧以固体的形式存在于物料中,从而将锂与镍钴锰及其他杂质分离开,并将得到的氢氧化锂溶液进行沉锂得到锂产品;2、本发明实施例的系统,具有自动化程度高、流程短、操作简单、环境友好的特点,且能够有效实现从电池黑粉中优先提锂,获得含锂产品;3、本发明实施例的系统,解决了传统电池回收工艺流程长、辅料消耗大、成本高以及锂收率低等问题,锂的收率可以达到90%以上,得到的含锂产品纯度高,能够达到工业级产品的要求。
12、在一些实施例中,所述预处理单元包括依次相连的浆化单元、活化单元和固液分离单元;
13、所述浆化单元包括依次相连的黑粉料仓和黑粉调浆槽;
14、所述活化单元包括依次相连的湿磨机和湿磨浆料槽,所述湿磨机通过黑粉浆料输送泵与所述黑粉调浆槽相连;
15、所述固液分离单元包括湿磨压滤机和湿磨滤液槽,所述湿磨压滤机通过湿磨浆料输送泵与所述湿磨浆料槽相连。
16、在一些实施例中,所述湿磨机选自行星式球磨机、卧式湿法球磨机、锤式破碎机和立轴式破碎机中的至少一种。
17、在一些实施例中,所述煅烧单元包括依次相连的还原煅烧窑和焙烧料仓,所述还原煅烧窑通过湿磨料渣皮带传输机与所述湿磨压滤机相连。
18、在一些实施例中,所述还原煅烧窑选自回转窑和隧道窑中的任意一种。
19、在一些实施例中,所述破碎单元包括依次相连的破碎设备和细磨焙烧料仓;优选地,所述破碎设备选自鄂式破碎机、锟式破碎机和球磨机中的至少一种。
20、在一些实施例中,所述沉锂后液槽具有沉锂后液出口,所述提锂槽具有沉锂后液进口,所述沉锂后液槽的沉锂后液出口通过沉锂后液输送泵与所述提锂槽的沉锂后液进口相连。
21、本发明实施例还提供了一种废旧锂离子电池黑粉优先提锂的方法,包括以下步骤:
22、(1)将电池黑粉进行活化处理,得到预处理物料;
23、(2)将所述步骤(1)得到的预处理物料进行还原煅烧,得到焙烧物料;
24、(3)将所述步骤(2)得到的焙烧物料进行破碎粉磨,得到细磨焙烧料;
25、(4)将所述步骤(3)得到的细磨焙烧料进行提锂处理,得到含锂产品。
26、本发明实施例的废旧锂离子电池黑粉优先提锂的方法带来的优点和技术效果,本发明实施例的方法,可以有效解决传统电池会回收工艺流程长、辅料消耗量大、成本高和锂收率低等为题,且制备得到的含锂产品纯度高。
27、在一些实施例中,所述步骤(1)中,所述活化处理包括:先在黑粉中加入碱液,再加入水进行浆化处理,然后固液分离得到预处理物料;优选地,所述碱液为浓度为2~5mol/l的氢氧化钠溶液;所述水的用量以将固液体积比调整至1:3~5为准。
28、在一些实施例中,所述步骤(2)中,所述还原煅烧的温度为600~700℃,煅烧时间为1~3h。
技术特征:
1.一种废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述系统包括:
2.根据权利要求1所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述预处理单元包括依次相连的浆化单元、活化单元和固液分离单元;
3.根据权利要求2所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述湿磨机选自行星式球磨机、卧式湿法球磨机、锤式破碎机和立轴式破碎机中的至少一种。
4.根据权利要求2所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述煅烧单元包括依次相连的还原煅烧窑和焙烧料仓,所述还原煅烧窑通过湿磨料渣皮带传输机与所述湿磨压滤机相连。
5.根据权利要求4所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述还原煅烧窑选自回转窑和隧道窑中的任意一种。
6.根据权利要求1所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述破碎单元包括依次相连的破碎设备和细磨焙烧料仓;优选地,所述破碎设备选自鄂式破碎机、锟式破碎机和球磨机中的至少一种。
7.根据权利要求1所述的废旧锂离子电池黑粉优先提锂的系统,其特征在于,所述沉锂后液槽具有沉锂后液出口,所述提锂槽具有沉锂后液进口,所述沉锂后液槽的沉锂后液出口通过沉锂后液输送泵与所述提锂槽的沉锂后液进口相连。
8.一种废旧锂离子电池黑粉优先提锂的方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的废旧锂离子电池黑粉优先提锂的方法,其特征在于,所述步骤(1)中,所述活化处理包括:先在黑粉中加入碱液,再加入水进行浆化处理,然后固液分离得到预处理物料;优选地,所述碱液为浓度为2~5mol/l的氢氧化钠溶液;所述水的用量以将固液体积比调整至1:3~5为准。
10.根据权利要求8所述的废旧锂离子电池黑粉优先提锂的方法,其特征在于,所述步骤(2)中,所述还原煅烧的温度为600~700℃,煅烧时间为1~3h。
技术总结
本发明属于电池回收处理技术领域,具体设计一种废旧锂离子电池黑粉优先提锂的系统及方法。本发明提供的一种废旧锂离子电池黑粉优先提锂的系统,包括预处理单元、煅烧单元、破碎单元和提锂单元。该系统有效解决了传统电池回收工艺流程长、辅料消耗量大、成本高及锂收率低等问题,锂的收率可以达到90%以上,且具有自动化程度高、流程短、操作简便和环境友好等优点。
技术研发人员:王变,李国,冯立志,苏华,周永鹏
受保护的技术使用者:中冶瑞木新能源科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!