一种燃料电池电堆密封件成型工艺的制作方法
本发明涉及燃料电池,尤其是涉及一种燃料电池电堆密封件成型工艺。
背景技术:
1、燃料电池是新能源电池的一种,具有工作温度低、比功率大、启动迅速等优点,已经成为新能源领域研究的热点之一。燃料电池的关键部件是膜电极(mea)和双极板。双极板包括有流场的阴极板和阳极板,mea包含有反应区以及支撑边框,放置在阴阳极板之间,反应区提供铂催化剂支持电化学反应,边框起到支撑反应区以及隔绝阴阳极板防止短路。
2、由于燃料电池工作时内部既有气体介质氢气、空气,还包括冷却介质乙二醇,为了防止介质的外漏以及互相之间的串漏,需要在mea与阴、阳极板之间进行密封,密封不良汇直接导致电堆的使用安全问题,但随着对电堆功率密度、成本的要求越来越高,传统的密封件密封方式无法满足后续的要求。
3、公开号cn110546179a公开了一种光固化性树脂组合物,燃料电池及使用其的密封方法,该专利提到一种用于uv成型的密封垫材料,该材料为聚烯烃改性类弹性体,可用于fipg(就地成型垫片)、cipg(现场固化垫片)、mipg(现场模制垫片)、液体注射成型等。其中cipg(现场固化垫片)工艺采用点胶完成后,再进行uv照射的方式进行成型。cipg(现场固化垫片)成型工艺由于点胶路线起点与终点位置的原因,通常单片点胶会持续30s~120s左右,为保证起点终点的胶的高度一致,胶水通常需要很高的触变性(膏状不流动),但是高触变性的胶水接头融合性差,会造成接头厚度偏高,影响密封效果,导致接头提前失效的后果。
4、传统点胶密封胶为了保证点胶机点胶后固化前胶条的形状稳定,通常将胶水的触变性做的很高,否则点出的胶条在固化前受重力影响导致塌陷。但是触变性高会影响胶条接头的融合性,导致接头高度以及宽度超差,影响密封效果以及寿命。
技术实现思路
1、为了解决上述问题,本发明的目的是提供一种燃料电池电堆密封件成型工艺。本发明在不提高密封胶触变性的情况下,也能使胶条在固化前保持很好的形状。
2、本发明的目的可以通过以下技术方案来实现:
3、本发明提供一种燃料电池电堆密封件成型工艺,包括以下步骤:
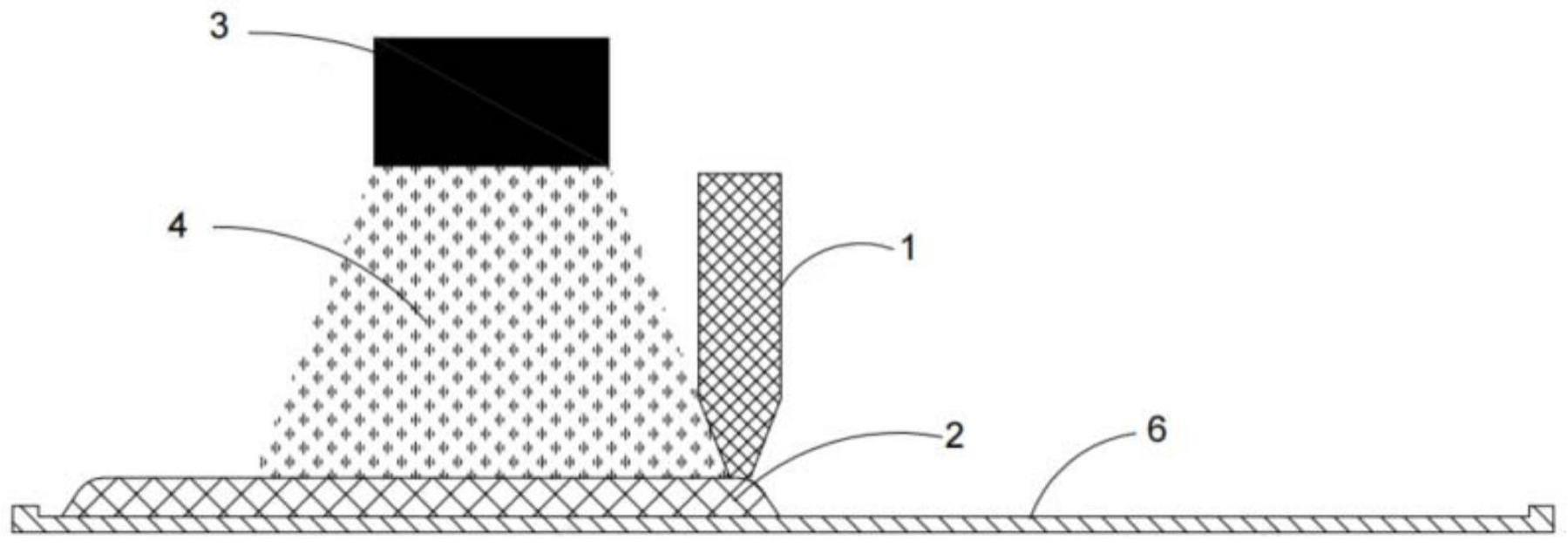
4、(s1)利用点胶组件沿极板密封槽将密封胶挤出,利用uv固化光源对其进行一次固化;
5、(s2)步骤(s1)完成后,利用uv固化光源对挤出的密封胶进行整体照射,对密封胶进行二次固化,完成密封件的成型。
6、在本发明的一个实施方式中,步骤(s1)中,所述uv固化光源的光源与点胶组件同步移动,用于保证挤出的密封胶被uv光照射时间相同。
7、在本发明的一个实施方式中,步骤(s1)中,点胶组件下表面距离极板密封槽上表面的间距为1mm。
8、在本发明的一个实施方式中,步骤(s1)中,所述密封胶为粘度为70000-100000mpa·s的uv胶水。
9、在本发明的一个实施方式中,所述密封胶的触变指数为2-4。
10、在本发明的一个实施方式中,步骤(s1)中,一次固化过程中,uv固化光源发射的波长为365-405nm。
11、在本发明的一个实施方式中,步骤(s1)中,一次固化过程中,uv固化光源的辐射强度≥500mw/cm2。
12、在本发明的一个实施方式中,步骤(s1)中,一次固化过程中,时间为3-5s。
13、在本发明的一个实施方式中,步骤(s2)中,二次固化过程中,uv固化光源发射的波长为365-405nm。
14、在本发明的一个实施方式中,步骤(s2)中,二次固化过程中,时间为20-30s。
15、与现有技术相比,本发明具有以下有益效果:
16、(1)本发明的一种燃料电池电堆密封件成型工艺能够增加点胶尺寸的精度,提供更好的密封效果以及寿命。
17、(2)本发明的一种燃料电池电堆密封件成型工艺中胶水与极板密封槽的浸润性更好,界面的粘接密封效果更好。
技术特征:
1.一种燃料电池电堆密封件成型工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,所述uv固化光源的光源与点胶组件同步移动,用于保证挤出的密封胶被uv光照射时间相同。
3.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,点胶组件下表面距离极板密封槽上表面的间距为1mm。
4.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,所述密封胶为粘度为70000-100000mpa·s的uv胶水。
5.根据权利要求4所述的一种燃料电池电堆密封件成型工艺,其特征在于,所述密封胶的触变指数为2-4。
6.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,一次固化过程中,uv固化光源发射的波长为365-405nm。
7.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,一次固化过程中,uv固化光源的辐射强度≥500mw/cm2。
8.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s1)中,一次固化过程中,时间为3-5s。
9.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s2)中,二次固化过程中,uv固化光源发射的波长为365-405nm。
10.根据权利要求1所述的一种燃料电池电堆密封件成型工艺,其特征在于,步骤(s2)中,二次固化过程中,时间为20-30s。
技术总结
本发明涉及燃料电池技术领域,尤其是涉及一种燃料电池电堆密封件成型工艺。本发明是首先利用点胶组件沿极板密封槽将密封胶挤出,控制UV固化光源的光源与点胶组件同步移动,保证挤出的密封胶被UV光照射时间相同,利用UV固化光源对密封胶进行一次固化;然后利用UV固化光源对挤出的密封胶进行整体照射,对密封胶进行二次固化,完成密封件的成型。本发明的一种燃料电池电堆密封件成型工艺能够增加点胶尺寸的精度,提供更好的密封效果以及寿命。
技术研发人员:胡正坤,李笑晖,甘全全,戴威
受保护的技术使用者:上海神力科技有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!