一种钢芯高导电率铝绞线及其加工方法与流程
本发明涉及电缆线加工,具体为一种钢芯高导电率铝绞线及其加工方法。
背景技术:
1、随着我国工业用电和商业用电用电量的不断提高和技术的发展,电能的需求量也随着工业生产和居民用电需求的增长而不断增加,因此提高输电系统远距离输送的能力的技术具有十分重要的意义,而新型的钢芯铝绞线是一种导电率较高的加强型导线,在长距离电力输送环境下有着良好的性能,一般由单层或多层铝股线绞合在镀锌钢芯线外制成,主要应用于电力和输电线路行业。
2、在现有技术中,高导电率的铝导线主要由硬铝导体材料制备而成,但是在其制备过程中,高导电率的导线产品其物理强度和导电率无法达到有效平衡,因此,本领域技术人员提供了一种一种钢芯高导电率铝绞线及其加工方法,用以改善现有技术中存在的不足之处。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种钢芯高导电率铝绞线及其加工方法,解决了现有技术中钢芯高导电率铝绞线物理强度和导电率无法达到有效平衡,制备工艺难度较高的问题。
3、(二)技术方案
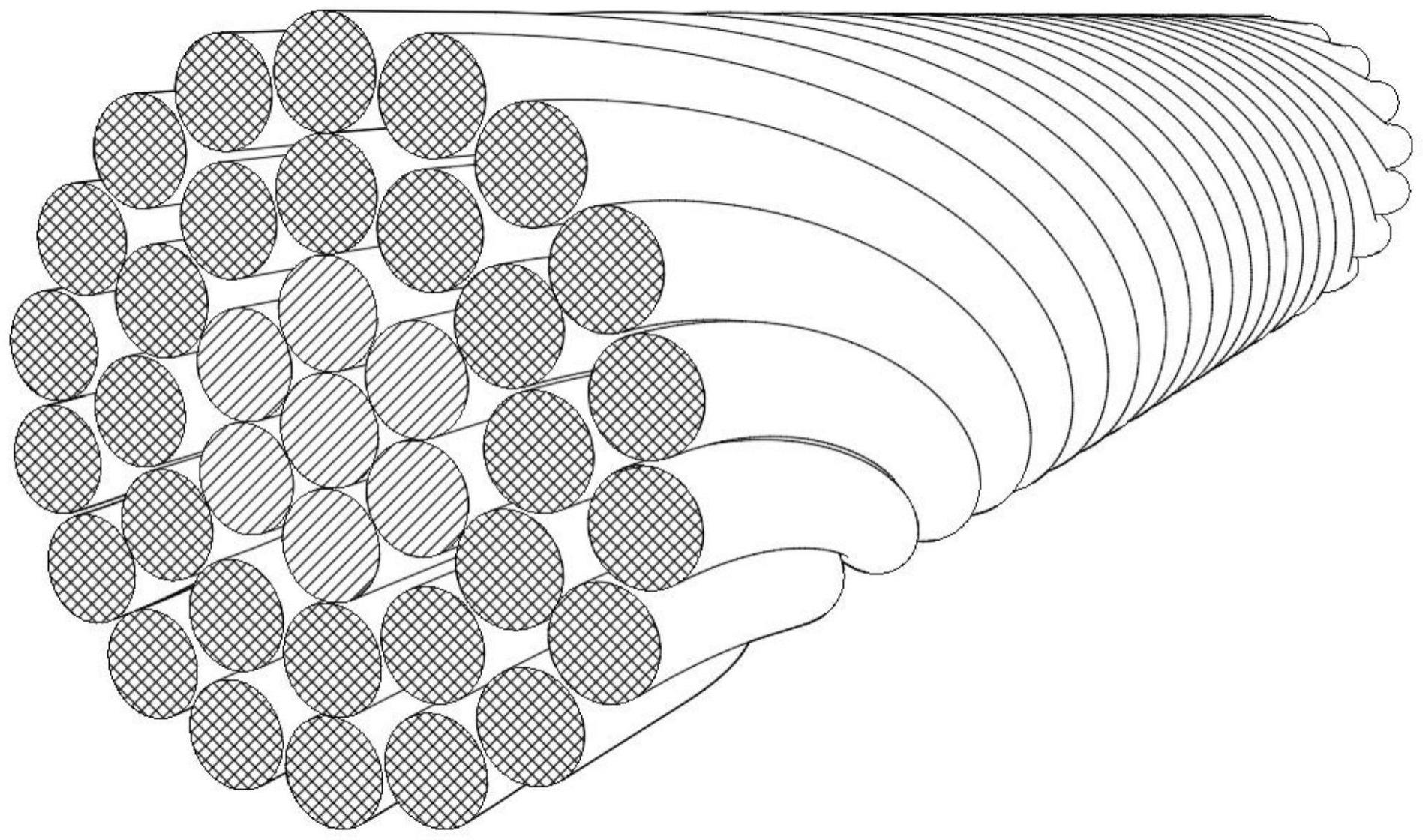
4、为实现以上目的,本发明通过以下技术方案予以实现:一种钢芯高导电率铝绞线,包括内线芯,所述内线芯的外部设置有外芯层,所述内线芯由多股钢丝同心绞合制成,所述外芯层由多股硬铝线同心绞合制成。
5、根据本申请提供的一种实施方式,所述外芯层使用的硬铝线包括以下组分:铁0.0975~0.145%、硅0.125~0.185%、硼0.012~0.16%、钆0.01~0.15%、铜0.015~0.025%、钪0.0575~0.125%、其余为铝。
6、根据本申请提供的一种实施方式,所述硬铝线的铁硅比例控制在1.5~1.7:2.2。
7、一种钢芯高导电率铝绞线的加工方法,应用于所述的一种钢芯高导电率铝绞线,包括以下方法步骤:
8、s1、基材融化:选取符合要求的铝锭材料,置入熔炉中进行熔化操作,得到高温铝水,并保温一段时间;
9、s2、合金添加:将s1步骤得到的高温铝水注入精炼炉中,添加中间合金,并用碳罩将中间合金压入高温铝水中,得到合金铝水;
10、s3、铝水浇铸:完成s2步骤后,向合金铝水的内部添加打渣剂和精炼剂,同时补充辅助气体进行气体精炼并进行静置,之后排出合金铝水中的气体,将合金铝水浇入水循环冷却铁模中,制成铝合金锭坯;
11、s4、铝线拉制:对铝合金锭坯进行初步检测,将合格的铝合金锭坯置入连轧机组中轧制成铝合金杆材,采用拉丝机对铝合金杆材进行冷拉拔操作,之后对铝线进行退火处理,得到高导电率铝线;
12、s5、成品绞制:在框绞机上将钢丝与高导电率铝线按照尺寸要求绞合成钢芯高导电率铝绞线成品。
13、根据本申请提供的一种实施方式,所述s1步骤中,铝锭材料的熔化温度范围控制在670~740℃,保温时长控制在12~18分钟。
14、根据本申请提供的一种实施方式,所述s2步骤中,中间合金包括铝硼中间合金、铝钪中间合金、铝钇中间合金和铝铜合金。
15、根据本申请提供的一种实施方式,所述s3步骤中,铝水的浇铸温度控制在710~740℃。
16、根据本申请提供的一种实施方式,所述s3步骤中,辅助气体为氮气,合金铝水的静置时间控制在10~12分钟。
17、根据本申请提供的一种实施方式,所述s4步骤中,拉丝机所使用的拉丝油温度控制在62℃以下。
18、根据本申请提供的一种实施方式,所述s4步骤中,退火处理步骤的温度范围控制在170~200℃,保温1~2小时后对线材进行热处理。
19、(三)有益效果
20、本发明提供了一种钢芯高导电率铝绞线及其加工方法。具备以下有益效果:
21、1、本发明通过在钢芯铝绞线的制备过程中,添加硼、钆、铜、钪四种金属元素,可以在不减弱钢芯铝绞线成品物理性能的情况下提高线材的导电率,同时提高了铝绞线的强度、耐磨性和耐腐蚀性,使钢芯铝绞线的使用寿命得到增加,有效的提高了钢芯高导电率铝绞线产品的品质。
22、2、本发明通过采用中心围绕式的排列方式来制作钢芯铝绞线,有效的提高了镀锌钢芯电缆的牢固度,同时通过对进行冷拉拔操作后得到的铝线进行退火处理,能够使铝线的硬度增加,抗变形能力得到良好提升,增加了钢芯高导电率铝绞线成品的质量。
技术特征:
1.一种钢芯高导电率铝绞线,包括内线芯,其特征在于:所述内线芯的外部设置有外芯层,所述内线芯由多股钢丝同心绞合制成,所述外芯层由多股硬铝线同心绞合制成。
2.根据权利要求1所述的一种钢芯高导电率铝绞线,其特征在于:所述外芯层使用的硬铝线包括以下组分:铁0.0975~0.145%、硅0.125~0.185%、硼0.012~0.16%、钆0.01~0.15%、铜0.015~0.025%、钪0.0575~0.125%、其余为铝。
3.根据权利要求1所述的一种钢芯高导电率铝绞线,其特征在于:所述硬铝线的铁硅比例控制在1.5~1.7:2.2。
4.一种钢芯高导电率铝绞线的加工方法,其特征在于:应用于权利要求1-3任一项所述的一种钢芯高导电率铝绞线,包括以下方法步骤:
5.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s1步骤中,铝锭材料的熔化温度范围控制在670~740℃,保温时长控制在12~18分钟。
6.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s2步骤中,中间合金包括铝硼中间合金、铝钪中间合金、铝钇中间合金和铝铜合金。
7.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s3步骤中,铝水的浇铸温度控制在710~740℃。
8.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s3步骤中,辅助气体为氮气,合金铝水的静置时间控制在10~12分钟。
9.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s4步骤中,拉丝机所使用的拉丝油温度控制在62℃以下。
10.根据权利要求4所述的一种钢芯高导电率铝绞线的加工方法,其特征在于:所述s4步骤中,退火处理步骤的温度范围控制在170~200℃,保温1~2小时后对线材进行热处理。
技术总结
本发明提供一种钢芯高导电率铝绞线及其加工方法,涉及电缆线加工技术领域。该钢芯高导电率铝绞线,包括内线芯,其特征在于:所述内线芯的外部设置有外芯层,所述内线芯由多股钢丝同心绞合制成,所述外芯层由多股硬铝线同心绞合制成,所述外芯层使用的硬铝线包括以下组分:铁0.0975~0.145%、硅0.125~0.185%、硼0.012~0.16%、钆0.01~0.15%、铜0.015~0.025%、钪0.0575~0.125%、其余为铝,所述硬铝线的铁硅比例控制在1.5~2.2。通过在钢芯铝绞线制备过程中,添加硼、钆、铜、钪四种金属元素,可以在不减弱钢芯铝绞线成品物理性能的情况下提高线材的导电率,同时提高了铝绞线的耐磨性和耐腐蚀性,通过采用中心围绕式的排列方式来制作钢芯铝绞线,有效的提高了镀锌钢芯电缆的牢固度。
技术研发人员:张磊,韩方源,饶夏锦,陈梁远,李锐,潘绍明,芦宇峰,黎大健,孙志媛,赵坚,陈千懿
受保护的技术使用者:广西电网有限责任公司电力科学研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!