一种陶瓷天线及其制备方法与流程
本公开涉及天线,尤其涉及一种高介电可塑性陶瓷天线及其制备方法。
背景技术:
1、随着用户对笔记本外观质感的要求越来越高,金属材质被大量应用在笔记本上,导致天线的空间被严重压缩。为了充分利用有限的设计空间,天线形式逐渐由平面结构变为立体结构。根据相对介电常数和天线尺寸的关系可知,相对介电常数越大,天线尺寸越小。
2、目前应用在复杂环境的天线有柔性电路板(flexible printed circuit,fpc)+支架(holder)和激光直接成型技术(laser-direct-structuring,lds)天线两种类型。fpc+holder是将天线图案做在fpc软板上,然后贴敷在普通塑胶支架上,以实现立体结构。lds天线是在特殊激光改性材料上直接激光化镀天线图案。
3、由于fpc是贴敷在支架上,支架需要相对规则些,天线走线限制较大。lds天线走线需要激光化镀成本较高,介电常数一般在2.9左右,天线尺寸较大。
技术实现思路
1、本公开提供了一种陶瓷天线制备方法,以至少解决现有技术中存在的以上技术问题。
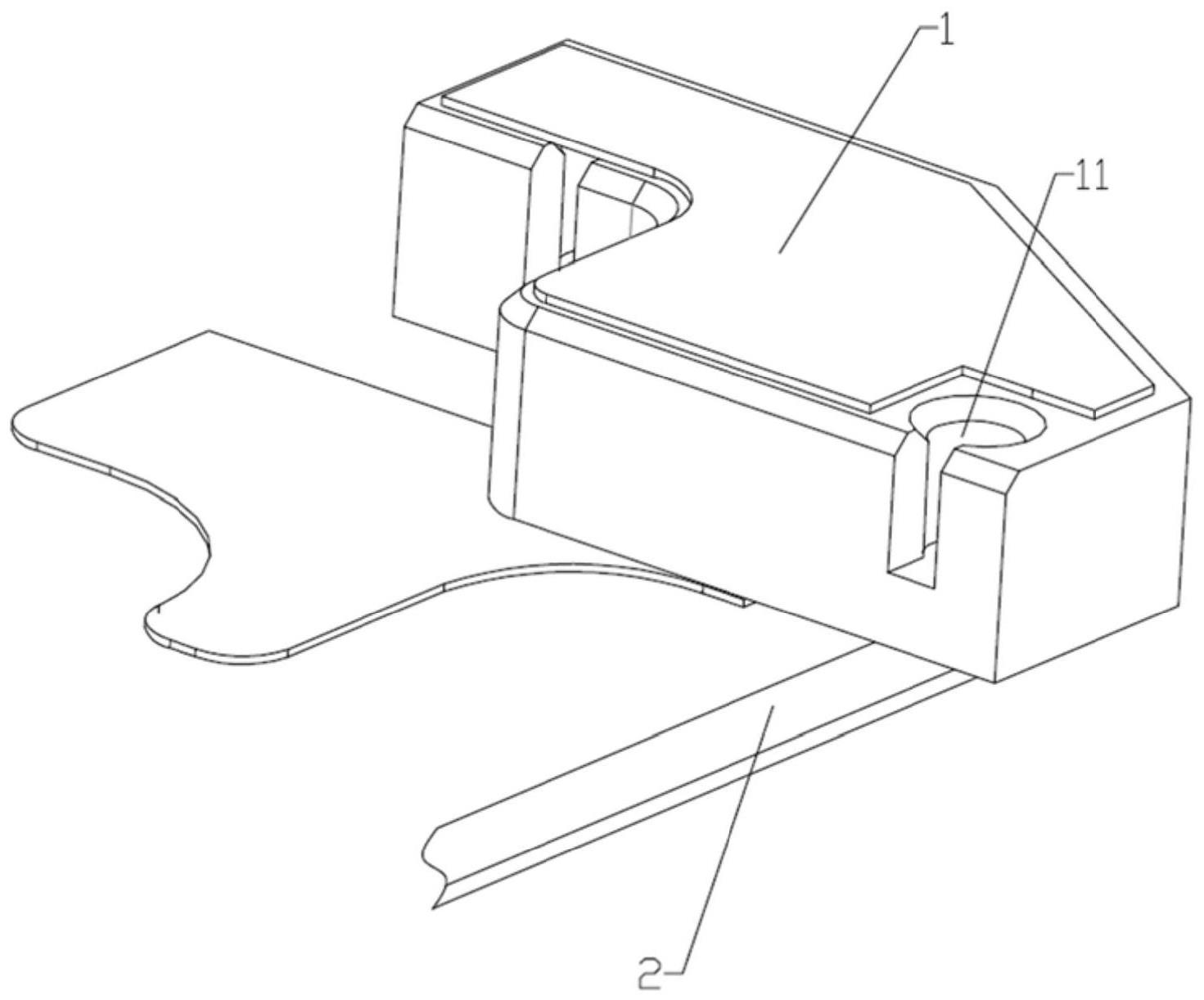
2、根据本公开的第一方面,提供了一种陶瓷天线,包括:
3、陶瓷基底,所述陶瓷基底为异形结构;
4、同轴线,焊接在所述陶瓷基底印刷的银层上。
5、在一可实施方式中,陶瓷基底是由k20陶瓷粉料在模具中压制成型,结构不再局限于常见的规则形状,可根据产品空间定制天线结构。
6、在一可实施方式中,所述陶瓷基底上开设有至少一个定位槽,用于定位组装陶瓷天线。
7、在一可实施方式中,所述陶瓷天线的相对介电常数为20。
8、在一可实施方式中,所述同轴线通过丝网印刷焊接在所述陶瓷基底上;所述丝网印刷的厚度为54mm。
9、根据本公开的第二方面,提供了一种陶瓷天线的制备方法,所述方法包括:
10、将原料研磨搅拌均匀后,放置在模具中,压制成型,得到陶瓷基底模坯;
11、煅烧所述陶瓷基底模坯,冷却后在所述陶瓷基底模坯的一面印刷银浆形成银层,作为天线接地端;
12、翻转所述陶瓷基底模坯,在另一面印刷电路,得到陶瓷基底粗品;
13、烧结所述陶瓷基底粗品,冷却后封装pin;
14、调节封装pin后的陶瓷基底粗品的激光波段,得到陶瓷基底;
15、将同轴线焊接在所述陶瓷基底上,得到陶瓷天线。
16、在一可实施方式中,所述压制成型的压力为2-3吨。
17、在一可实施方式中,所述煅烧温度最高达到1320-1340℃,最高温煅烧持续时间为3-4.5h,整个烧制时间48h。
18、在一可实施方式中,所述陶瓷基底粗品的烧结温度150℃,烧结时间45-50min。
19、根据本公开的第三方面,提供了一种电子设备,包括上述所述的陶瓷天线。
20、本公开的陶瓷天线及其制备方法,该陶瓷天线的陶瓷基底为异形结构,同轴线焊接在陶瓷基底印刷的银层上,该陶瓷天线性能良好,相比常用的天线形式,在尺寸和成本上优势明显,很好地解决了笔记本产品空间受限,并且需要同轴线连接网卡和天线的形态。
21、应当理解,本部分所描述的内容并非旨在标识本公开的实施例的关键或重要特征,也不用于限制本公开的范围。本公开的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种陶瓷天线,其特征在于,包括:
2.根据权利要求1所述的高介电可塑性陶瓷天线,其特征在于,所述陶瓷基底由k20陶瓷粉料在模具中压制成型。
3.根据权利要求1所述的高介电可塑性陶瓷天线,其特征在于,所述陶瓷基底上开设有至少一个定位槽,用于定位组装陶瓷天线。
4.根据权利要求1所述的高介电可塑性陶瓷天线,其特征在于,所述陶瓷天线的相对介电常数为20。
5.根据权利要求1所述的高介电可塑性陶瓷天线,其特征在于,所述同轴线通过丝网印刷焊接在所述陶瓷基底上;所述丝网印刷的厚度为54mm。
6.一种根据权利要求1-5所述的陶瓷天线的制备方法,其特征在于,所述方法包括:
7.根据权利要求6所述的方法,其特征在于,所述压制成型的压力为2-3吨。
8.根据权利要求6所述的方法,其特征在于,所述煅烧温度最高达到1320-1340℃,最高温煅烧持续时间为3-4.5h,整个烧制时间48h。
9.根据权利要求6所述的方法,其特征在于,所述陶瓷基底粗品的烧结温度150℃,烧结时间45-50min。
10.一种电子设备,其特征在于,包括权利要求1-5任一项所述的陶瓷天线。
技术总结
本公开提供了一种陶瓷天线及其制备方法,该陶瓷天线包括陶瓷基底,所述陶瓷基底为异形结构;同轴线,焊接在所述陶瓷基底印刷的银层上。通过制备异形陶瓷基底,印刷天线走线的,同轴线焊接等步骤制备出高介电可塑形陶瓷天线。相比于常用FPC天线和LDS天线,陶瓷介电常数更大,可以大幅缩小天线尺寸,损耗低,带宽基本满足WiFi频段,直接将同轴线焊接在陶瓷表面银层上,很好地适应了笔记本网卡地连接需求。
技术研发人员:张磊,杨阳,王中令,洪俊贤,左俊杰,李宾宾
受保护的技术使用者:合肥联宝信息技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!