一种集电体、集电体焊接方法和全极耳电池与流程
本发明实施例涉及电池,尤其涉及一种集电体、集电体焊接方法和全极耳电池。
背景技术:
1、集电体也叫集电盘、集流盘,是与电芯焊接在一起的,现有技术中,集电体为圆盘形状,其焊接多采用激光多点点焊或连续焊的方式,此方式焊接效率低、需要保护气体、容易产生飞溅且设备结构复杂,成本较高。
技术实现思路
1、本发明实施例提供一种集电体、集电体焊接方法和全极耳电池,解决了现有技术中电池的电芯和集电体之间使用激光焊的方式进行焊接所存在的需要保护气体、容易产生飞溅、焊接效率低下以及设备结构复杂、使用不便、成本较高的技术问题。
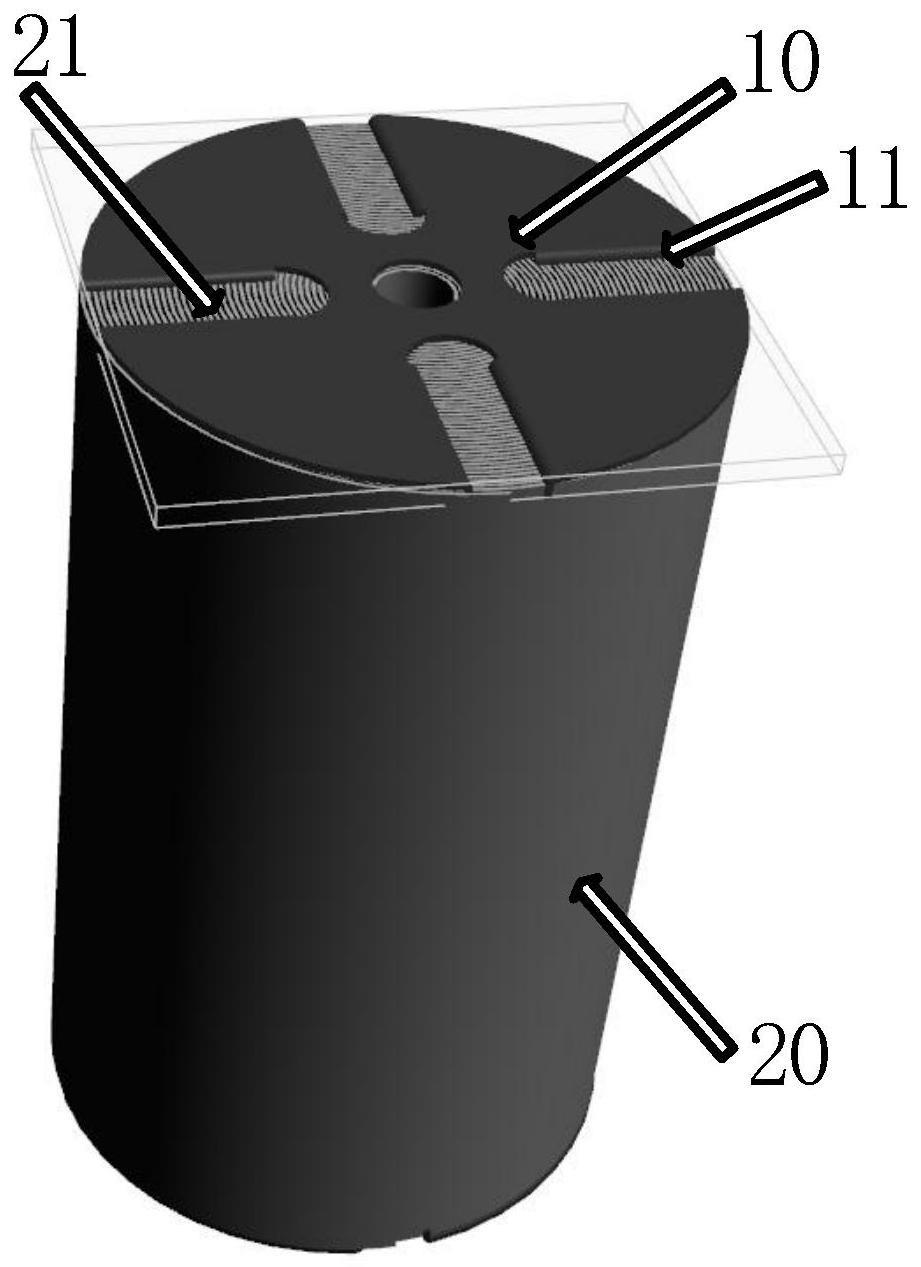
2、本发明实施例提供了一种集电体,所述集电体与电芯的端面相贴合;
3、所述电芯的端面为所述集电体所在的全极耳电池的极耳;
4、所述集电体上设置有槽口;
5、每个所述槽口的边缘设置有朝向所述极耳的凸起结构,所述凸起结构伸入所述极耳以使所述槽口与所述电芯相连接;
6、所述集电体通过所述凸起结构采用电阻焊的方式与所述电芯相焊接。
7、进一步地,所述槽口的边沿朝向所述电芯的端面弯折形成折边,所述折边为所述凸起结构。
8、进一步地,所述槽口的形状为自所述集电体的中心处超外侧延伸构成的“u”字形开槽。
9、进一步地,所述槽口的形状为沿圆盘型的所述集电体的边沿构成的弧形开槽。
10、进一步地,所述集电体上设置有四个所述槽口,四个所述槽口呈十字型对称设置。
11、本发明实施例还提供了一种集电体焊接方法,用于对上述任意实施例中的集电体和电芯进行焊接;
12、焊接采用电阻焊的方式,所述槽口一侧的凸起结构处连接电阻焊装置的正电极,所述槽口另一侧的凸起结构处连接所述电阻焊装置的负电极。。
13、本发明实施例还提供了一种全极耳电池,所述全极耳电池包括上述任意实施例所述的集电体,还包括电芯和钢壳;
14、所述电芯的端面为所述全极耳电池的极耳;
15、所述集电体与所述电芯的端面相贴合;
16、所述钢壳包裹设置于所述电芯的外侧。
17、进一步地,所述集电体与所述电芯通过电阻焊的方式相焊接。
18、进一步地,所述全极耳电池为圆柱型电池,所述集电体的形状为圆盘形状。
19、本发明实施例公开了一种集电体、集电体焊接方法和全极耳电池,集电体与电芯的端面相贴合;电芯的端面为集电体所在的全极耳电池的极耳;集电体上设置有槽口;每个槽口的边缘设置有朝向极耳的凸起结构,凸起结构伸入极耳以使槽口与电芯相连接。本申请通过在集电体上设置槽口,并在槽口边沿设置伸入极耳的凸起结构,然后利用电阻焊的方式将凸起结构与极耳焊接在一起,解决了现有技术中电池的电芯和集电体之间使用激光焊的方式进行焊接所存在的需要保护气体、容易产生飞溅、焊接效率低下以及设备结构复杂、使用不便、成本较高的技术问题,实现了提高焊接效率、无焊接飞溅、无需保护气体、设备结构简单、成本低的技术效果。
技术特征:
1.一种集电体,其特征在于,集电体与电芯的端面相贴合;
2.根据权利要求1所述的集电体,其特征在于,所述槽口的边沿朝向所述电芯的端面弯折形成折边,所述折边为所述凸起结构。
3.根据权利要求1所述的集电体,其特征在于,所述槽口的形状为自所述集电体的中心处朝外侧延伸构成的“u”字形开槽。
4.根据权利要求1所述的集电体,其特征在于,所述槽口的形状为沿圆盘型的所述集电体的边沿构成的弧形开槽。
5.根据权利要求3或4所述的集电体,其特征在于,所述集电体上设置有四个所述槽口,四个所述槽口呈十字型对称设置。
6.一种集电体焊接方法,其特征在于,用于对权利要求1-5中任一所述的集电体和电芯进行焊接;
7.一种全极耳电池,其特征在于,所述全极耳电池包括上述权利要求1-5任一所述的集电体,还包括电芯和钢壳;
8.根据权利要求7所述的全极耳电池,其特征在于,所述集电体与所述电芯通过电阻焊的方式相焊接。
9.根据权利要求7所述的全极耳电池,其特征在于,所述全极耳电池为圆柱型电池,所述集电体的形状为圆盘形状。
技术总结
本发明实施例公开了一种集电体、集电体焊接方法和全极耳电池,通过在集电体上设置槽口,并在槽口边沿设置伸入极耳的凸起结构,然后利用电阻焊的方式将凸起结构与极耳焊接在一起,解决了现有技术中电池的电芯和集电体之间使用激光焊的方式进行焊接所存在的需要保护气体、容易产生飞溅、焊接效率低下以及设备结构复杂、使用不便、成本较高的技术问题,实现了提高焊接效率、无焊接飞溅、无需保护气体、设备结构简单、成本低的技术效果。
技术研发人员:陈兴隆,何宏,汪德祥
受保护的技术使用者:南通科瑞恩智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!