一种方形电芯产线的制作方法
本发明涉及电池生产,尤其涉及一种方形电芯产线。
背景技术:
1、电池包的最小单位是电芯,电芯是电能储存单元;多个电芯堆叠在一起形成一个模组。动力锂电池行业内,在模组pack装配产线领域,针对电池包的生产通常需要人工处理其中许多的步骤,不仅安全性低,而且严重影响了生产效率,难以保证电池的生产质量。
2、为此,亟需一种能够自动化生产的电池产线,以解决上述问题。
技术实现思路
1、本发明实施例提供一种方形电芯产线,用以解决现有电池包生产需要人工处理其中许多的步骤,不仅安全性低,而且严重影响了生产效率,难以保证电池的生产质量的问题。
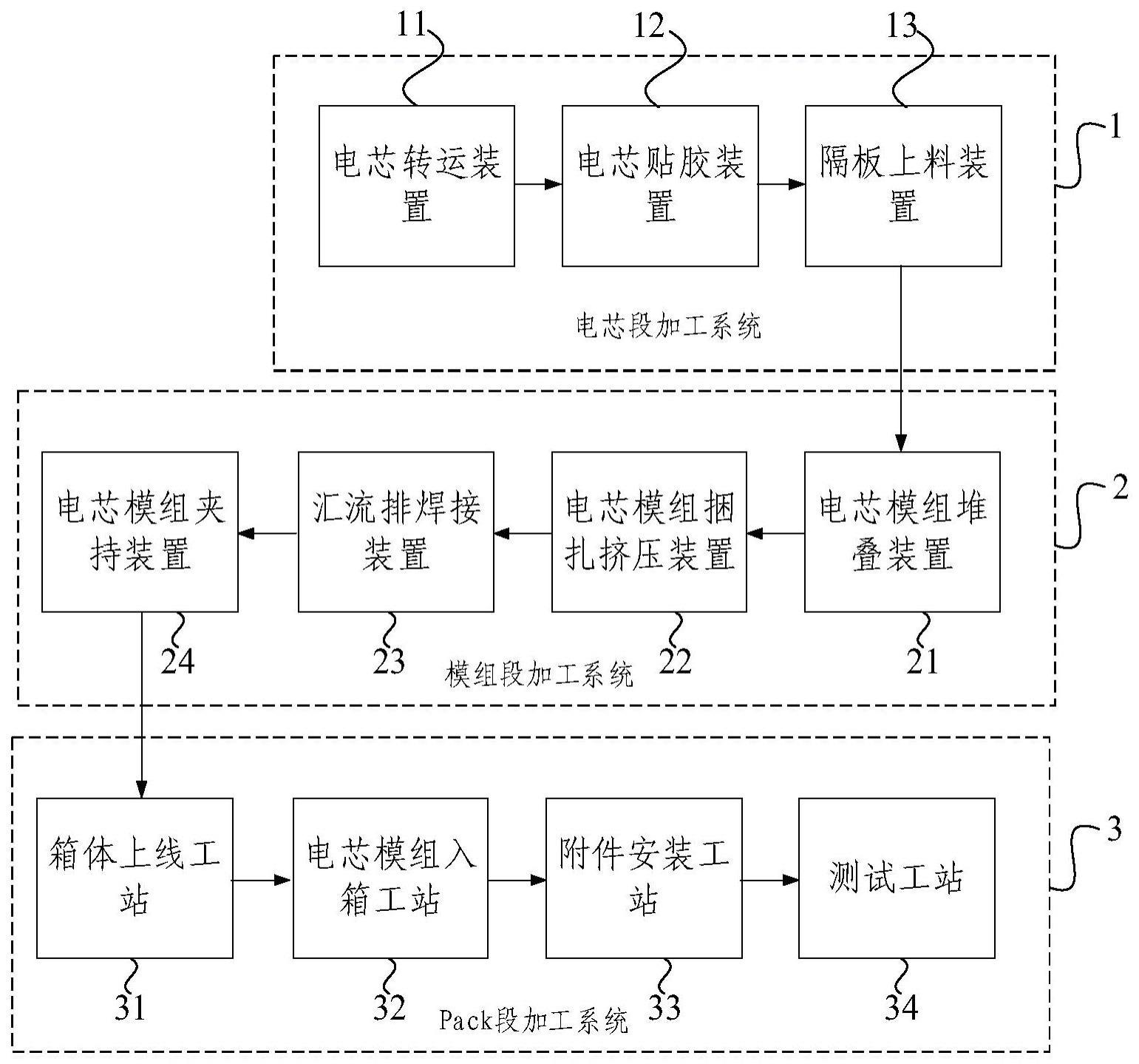
2、本发明提供一种方形电芯产线,包括:沿加工方向依次设置的电芯段加工系统、模组段加工系统和pack段加工系统;所述电芯段加工系统包括沿加工方向依次设置的电芯转运装置、电芯贴胶装置和隔板上料装置,所述电芯转运装置用于将电芯上线,所述电芯贴胶装置用于在所述电芯上贴胶,所述隔板上料装置用于将隔板上线,以使所述隔板粘贴至所述电芯;所述模组段加工系统包括沿加工方向依次设置的电芯模组堆叠装置、电芯模组捆扎挤压装置、汇流排焊接装置和电芯模组夹持装置,所述电芯模组堆叠装置用于将完成所述隔板安装的所述电芯堆叠形成电芯模组,所述电芯模组捆扎挤压装置用于将所述电芯模组进行整形,所述汇流排焊接装置用于将整形完成后的所述电芯模组进行汇流排焊接,所述电芯模组夹持装置用于将所述电芯模组进行转运;所述pack段加工系统用于将加工完成的所述电芯模组进行装箱。
3、本发明提供的方形电芯产线,通过设置电芯段加工系统、模组段加工系统和pack段加工系统,电芯段加工系统包括沿加工方向依次设置的电芯转运装置、电芯贴胶装置和隔板上料装置,电芯转运装置用于将电芯上线,电芯贴胶装置用于在电芯上贴胶,隔板上料装置用于将隔板上线,以使隔板粘贴至所述电芯;模组段加工系统包括沿加工方向依次设置的电芯模组堆叠装置、电芯模组捆扎挤压装置、汇流排焊接装置和电芯模组夹持装置,电芯模组堆叠装置用于将完成隔板安装的所述电芯堆叠形成电芯模组,电芯模组捆扎挤压装置用于将电芯模组进行整形,汇流排焊接装置用于将整形完成后的电芯模组进行汇流排焊接,电芯模组夹持装置用于将电芯模组进行转运;pack段加工系统用于将加工完成的电芯模组进行装箱。从而自动完成电池的电芯段、模组段以及pack段的加工,大幅提升了电芯的生产效率。
技术特征:
1.一种方形电芯产线,其特征在于,包括:
2.根据权利要求1所述的方形电芯产线,其特征在于,所述pack段加工系统设有沿加工方依次设置的箱体上线工站、电芯模组入箱工站、附件安装工站以及测试工站;
3.根据权利要求2所述的方形电芯产线,其特征在于,所述附件安装工站包括前面板安装工站、铜排安装工站和盖板安装工站;
4.根据权利要求1所述的方形电芯产线,其特征在于,所述方形电芯产线还包括:若干ng下线装置,每个所述ng下线装置与所述电芯贴胶装置、所述隔板上料装置、所述电芯模组堆叠装置、所述电芯模组捆扎挤压装置、所述汇流排焊接装置和所述pack段加工系统中的至少一者连接,用于将加工存在问题的所述电芯或所述电芯模组进行转运。
5.根据权利要求1所述的方形电芯产线,其特征在于,所述电芯转运装置包括:机械臂、电芯变距抓取机构及脱盘机构;
6.根据权利要求1所述的方形电芯产线,其特征在于,所述电芯贴胶装置包括:驱动电机、放料卷、收料卷和滚轮组件;
7.根据权利要求1所述的方形电芯产线,其特征在于,所述隔板上料装置包括:隔板上料单元、输送线以及沿所述输送线的运输方向依次设置的隔板上线单元、隔板清洗单元、隔板安装单元;
8.根据权利要求1所述的方形电芯产线,其特征在于,所述电芯模组堆叠装置包括:
9.根据权利要求1-8中任一项所述的方形电芯产线,其特征在于,所述电芯模组捆扎挤压装置包括:
10.根据权利要求1-8中任一项所述的方形电芯产线,其特征在于,所述电芯模组夹持装置包括:第一侧压板、第二侧压板、第一端板、第二端板、夹爪以及驱动组件,所述第一侧压板和所述第二侧压板沿第一方向间隔设置,所述第一端板和所述第二端板沿第二方向间隔设置,其中所述第二方向与所述第一方向垂直;所述第一侧压板的底部和所述第二侧压板的底部均设有所述夹爪,所述夹爪沿所述第一方向朝向相邻所述第一侧压板或所述第二侧压板延伸;
技术总结
本发明提供一种方形电芯产线,包括:沿加工方向依次设置的电芯段加工系统、模组段加工系统和Pack段加工系统;电芯段加工系统包括沿加工方向依次设置的电芯转运装置、电芯贴胶装置和隔板上料装置,电芯转运装置用于将电芯上线,电芯贴胶装置用于在电芯上贴胶,隔板上料装置用于将隔板上线,以使隔板粘贴至电芯;模组段加工系统包括沿加工方向依次设置的电芯模组堆叠装置、电芯模组捆扎挤压装置、汇流排焊接装置和电芯模组夹持装置。本发明提供的方形电芯产线,通过设置电芯段加工系统、模组段加工系统和Pack段加工系统,自动完成电池的电芯段、模组段以及Pack段的加工,大幅提升了电芯的生产效率。
技术研发人员:冉昌林,王高鹏,徐攀
受保护的技术使用者:武汉逸飞激光股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!