一种异形线节距控制装置及异形线成缆的生产方法与流程
本发明涉及线芯节距,具体为一种异形线节距控制装置及异形线成缆的生产方法。
背景技术:
1、目前电缆行业发展迅速,电缆总产量逐步提升,电缆制造厂家也随之增长;在这样的前提下,为保证电缆顺利交货,电缆产品质量良莠不齐;如何在保证交货期的情况下,通过设备改进、工装优化等方面进行产品质量提升成为主要的发展趋势,在多芯结构的异形线(扇形/瓦形)绝缘线芯成缆时,首先需预扭成形及调节预扭角度,然后经过分线板汇入,最后在线模座处绞合成形。
2、经检索,公开号为cn213752117u的实用新型专利公开了线芯节距调节装置,设置调节机构,可以调节压轮的位置,通过压轮控制线芯的张紧度调节节距,从而达到了可以调节节距的效果,解决了现有的线芯节距调节装置不能调节节距的问题。
3、在生产即将结束后,一般通过人力(3-4人)来调整绝缘线芯位置,但是调整效果有限,尾部线芯仍存在无节距现象,导致线芯平滑过渡,从而影响产品的弯曲性及柔软性;由于尾部成缆线芯无节距,在施工过程中还会出现蛇形等问题,影响产品质量。
技术实现思路
1、本发明的目的在于提供了一种异形线节距控制装置及异形线成缆的生产方法,以解决尾部线芯存在无节距现象,导致线芯平滑过渡,从而影响产品的弯曲性及柔软性的问题。
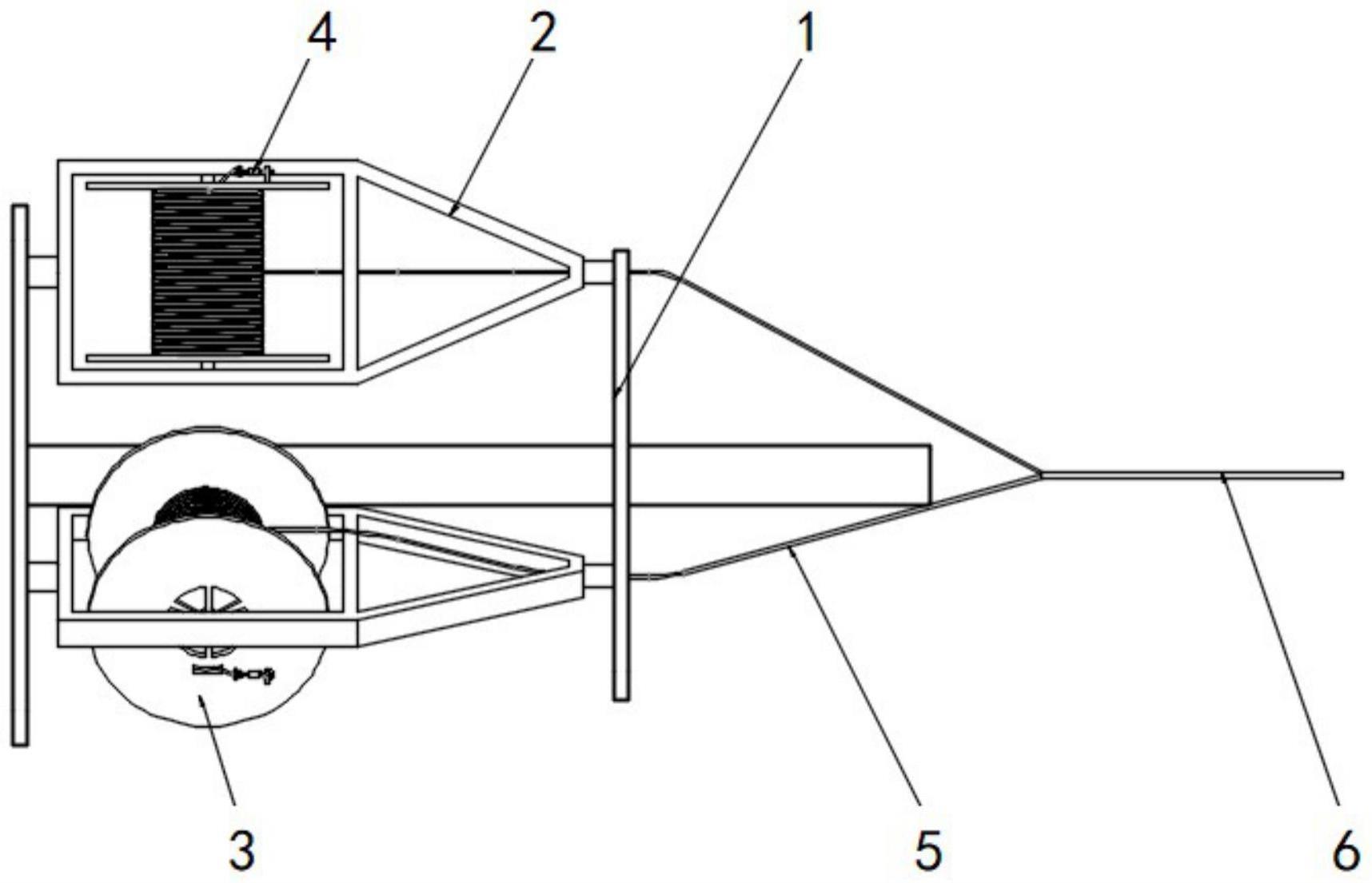
2、本发明可以通过以下技术方案实现:一种异形线节距控制装置,包括对异形线芯在线预扭的笼式成缆机,所述笼式成缆机的内部均匀分布有若干个支撑架,每个所述支撑架的内部均转动安装有盘具,每个所述盘具的端面上均设置有用于对异形线芯的节距控制机构,每个所述盘具的端面上均固接有焊接板;
3、所述节距控制机构包括收线机构,所述收线机构的一端端部连接有钢丝绳,且收线机构的另一端端部竖直贯穿设有螺纹杆,所述钢丝绳的端部连接有与焊接板扣接配合的吊钩,所述螺纹杆的外表面套接有用于对异形线芯端部限位的压线机构;所述收线机构包括外框,所述外框内部安装有用于对钢丝绳收紧的收卷筒。
4、本发明的进一步技术改进在于:每个所述盘具的表面并远离焊接板的一侧设有用于异形线芯一端端部进入的弧形通槽,多个所述异形线芯的另一端端部通过线模座绞合成成型线芯。
5、本发明的进一步技术改进在于:所述螺纹杆的外表面并位于压线机构的两个端部之间套设有弹簧,所述螺纹杆的外表面并与压线机构端面相贴合的垫片,且螺纹杆的外表面螺纹套接有与垫片表面贴合接触的螺母。
6、本发明的进一步技术改进在于:所述外框的一端表面上安装有用于控制收卷筒运动的控制按钮,且外框的另一端表面上固接有连接杆,所述连接杆的端部表面上设有用于螺纹杆竖直插入的通孔。
7、本发明的进一步技术改进在于:压线机构包括稳定配合的上压件以及下压件,所述上压件和下压件均包括框架,两个所述框架的表面上均固接有连接板,所述连接板的顶部表面上设有用于螺纹杆穿过的连接孔,其中一个框架的端部表面上设置有两个定位轴,且框架的端部并位于两个定位轴之间设有与异形线芯三角面相适配的三角槽,另一个框架的端部表面上设有与对应定位轴插接配合的定位孔,且另一个框架的端部表面设有与异形线芯圆弧面相适配的弧形槽,所述弧形槽和三角槽的内壁面均设置有与异形线芯一端端部紧压接触的紧压纹。
8、本发明的进一步技术改进在于:所述三角槽的角度为120°、90°或72°。
9、本发明的进一步技术改进在于:还提供一种异形线成缆的生产方法,该生产方法包括以下步骤:
10、步骤一、生产完成绝缘线芯后,根据芯数依次将其放入笼式成缆机的内部,并利用引线将多个异形线芯拉至线模座处;
11、步骤二、在成缆工序即将结束前按下控制按钮,由收卷筒转动使得钢丝绳处于放线状态,钢丝绳随着异形线芯一起前进;
12、步骤三、将异形线芯的尾端端部穿过上压件和下压件之间,通过拧动螺母将异形线芯压紧在其内部,绝缘线芯上盘时将吊钩固定在盘具外端的焊接板上;
13、步骤四、通过上压件和下压件的紧压以及吊钩的固定,保证异形线芯的尾部绝缘线前进过程中具有预扭效果,并形成成型线芯的节距。
14、与现有技术相比,本发明具备以下有益效果:
15、1、将多个异形线芯的尾端端部穿过对应的上压件和下压件之间,并且其中的上压件及下压件可紧压多个截面的异形线芯,降低实际生产过程中的更换频次,提高生产效率,绝缘线芯上盘时将吊钩固定在盘具外端的焊接板上,保证异形线芯的尾部绝缘线前进过程中具有预扭效果,形成成型线芯的节距,能够代替人力来调整绝缘线芯位置,避免线芯平滑过渡,影响产品的弯曲性及柔软性,解决了由于尾部成缆线芯无节距,在施工过程中还会出现蛇形等问题;
16、2、按下控制按钮,由收卷筒转动使得钢丝绳处于放线状态,钢丝绳随着异形线芯一起前进,三角槽根据绝缘线芯的导体弧度所制,提高紧压面积,上压件和下压件相互靠近时,定位轴插入到定位孔内,保证上压件和下压件的多方位限制,避免其倾斜,影响使用效果,此时弧形槽以及三角槽分别与异形线芯的圆弧面以及三角面贴合,并通过紧压纹提高上压件以及下压件对异形线芯的紧压效果。
技术特征:
1.一种异形线节距控制装置,包括对异形线芯(5)在线预扭的笼式成缆机(1),其特征在于:所述笼式成缆机(1)的内部均匀分布有若干个支撑架(2),每个所述支撑架(2)的内部均转动安装有盘具(3),每个所述盘具(3)的端面上均设置有用于对异形线芯(5)的节距控制机构(4),每个所述盘具(3)的端面上均固接有焊接板(7);
2.根据权利要求1所述的一种异形线节距控制装置,其特征在于,每个所述盘具(3)的表面并远离焊接板(7)的一侧设有用于异形线芯(5)一端端部进入的弧形通槽,多个所述异形线芯(5)的另一端端部通过线模座绞合成成型线芯(6)。
3.根据权利要求1所述的一种异形线节距控制装置,其特征在于,所述螺纹杆(13)的外表面并位于压线机构的两个端部之间套设有弹簧(14),所述螺纹杆(13)的外表面并与压线机构端面相贴合的垫片(12),且螺纹杆(13)的外表面螺纹套接有与垫片(12)表面贴合接触的螺母(11)。
4.根据权利要求1所述的一种异形线节距控制装置,其特征在于,所述外框(17)的一端表面上安装有用于控制收卷筒运动的控制按钮(18),且外框(17)的另一端表面上固接有连接杆(19),所述连接杆(19)的端部表面上设有用于螺纹杆(13)竖直插入的通孔(20)。
5.根据权利要求1所述的一种异形线节距控制装置,其特征在于,所述上压件(15)和下压件(16)均包括框架(21),两个所述框架(21)的表面上均固接有连接板(22),所述连接板(22)的顶部表面上设有用于螺纹杆(13)穿过的连接孔(23),其中一个框架(21)的端部表面上设置有两个定位轴(27),且框架(21)的端部并位于两个定位轴(27)之间设有与异形线芯(5)三角面相适配的三角槽(28),另一个框架(21)的端部表面上设有与对应定位轴(27)插接配合的定位孔(24),且另一个框架(21)的端部表面设有与异形线芯(5)圆弧面相适配的弧形槽(25),所述弧形槽(25)和三角槽(28)的内壁面均设置有与异形线芯(5)一端端部紧压接触的紧压纹(26)。
6.根据权利要求5所述的一种异形线节距控制装置,其特征在于,所述三角槽(28)的角度为120°、90°或72°。
7.根据权利要求1-6任意一项所述的一种异形线节距控制装置,其特征在于,还包括异形线成缆的生产方法,该生产方法包括以下步骤:
技术总结
本发明公开了一种异形线节距控制装置及异形线成缆的生产方法,具体涉及线芯节距技术领域,本发明将多个异形线芯的尾端端部穿过对应的上压件和下压件之间,并且其中的上压件及下压件可紧压多个截面的异形线芯,降低实际生产过程中的更换频次,提高生产效率,绝缘线芯上盘时将吊钩固定在盘具外端的焊接板上,保证异形线芯的尾部绝缘线前进过程中具有预扭效果,形成成型线芯的节距,能够代替人力来调整绝缘线芯位置,避免线芯平滑过渡,影响产品的弯曲性及柔软性,解决了由于尾部成缆线芯无节距,在施工过程中还会出现蛇形等问题。
技术研发人员:呼文博,陈炎炎,邓华丽
受保护的技术使用者:湖南华菱线缆股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!