一种线束生产工艺的制作方法
本发明涉及线束生产,特别涉及一种线束生产工艺。
背景技术:
1、并排线束是电子电路连接中常见的线束产品,其由若干个并排组成的单线束组成。现有技术中,通常是将并排设置的若干个铜线设置于模具上,通过一体注胶形成扁平的并排线束组成件后,通过拆切设备将并排线束组成件拆切压型,以将各单线束相互分隔,以各自接驳电子元件。但是,该种并排线束生产,由于并排线束组成件是通过一体注胶成型的,因此并排的各线束的保护胶层的颜色是相同的,难以进行区分。因此,拆切后需要进行打标识工序,但是标识仅可形成于并排线束的两侧,标记显示的可视角度有限,用户实际接驳线束时,标记被局部遮挡后,仍然难以进行有效的区分;此外,一体注胶成型的并排线束也较硬,难以弯曲或扯开。因此,需要对并排线束的结构及生产工艺进行改进。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种线束生产工艺。
2、本发明的一种实施例解决其技术问题所采用的技术方案是:一种线束生产工艺,包括以下步骤;
3、s1:将若干个包裹有保护胶层的单线束并排设置组成并排线束预组合件,相邻两个单线束的保护胶层的颜色不相同;
4、s2:将步骤s1中的并排线束预组合件套设扁平状的热缩管套;
5、s3:将步骤s2中套设有热缩管套的并排线束预组合件放置于并排线束热缩成型设备并夹紧;
6、s4:通过并排线束热缩成型设备加热,使热缩管套受热变形收缩。
7、可选的,所述s1的并排线束预组合件可上下叠设有多排。
8、可选的,所述步骤s4中,所述并排线束热缩成型设备的加热温度可80至200℃范围在进行调节。
9、可选的,所述步骤s4中,所述并排线束热缩成型设备的加热温度可160至200℃范围在进行调节。
10、可选的,所述步骤s4中,所述并排线束热缩成型设备的加热温度可175至185℃范围在进行调节。
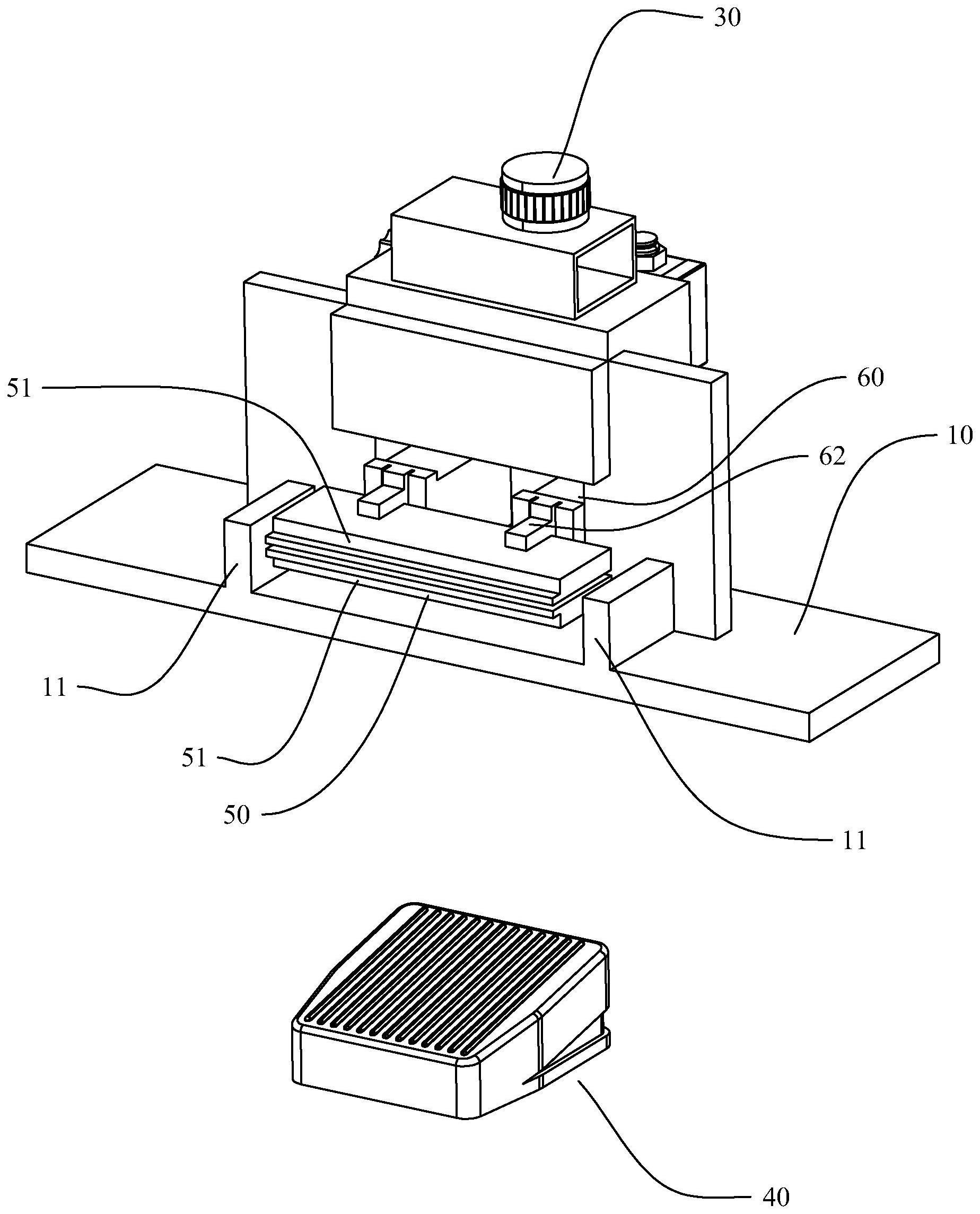
11、可选的,所述并排线束热缩成型设备加热包括基座、电控板、及与所述电控板电性连接的调节旋钮、启动开关、发热组件及驱动组件;
12、所述基座设置有线束放置块,套设有热缩管套的并排线束预组合件可放置于所述线束放置块上;按压所述启动开关,通过所述驱动组件可使所述发热组件靠近并排线束预组合件,并使热缩管套受热变形收缩;所述调节旋钮可调整所述发热组件的加热温度。
13、可选的,所述发热组件包括上下分体设置的两个发热板,所述驱动组件可使两个相互靠近并夹紧。
14、可选的,所述线束放置块设置有两个;所述发热板为长条状的板状结构,位于两个线束放置块之间。
15、可选的,所述发热板为ptc发热体。
16、可选的,所述驱动组件包括气动分配阀和气动推块;所述启动推块与所述发热组件连接。
17、本发明的有益效果:若干个包裹有保护胶层的单线束并排设置组成并排线束预组合件,其中相邻线束的保护层颜色不相同,将扁平状的热缩管套套设在外侧,利用并排线束热缩成型设备加热,使热缩管套受热变形收缩,即可快速加工形成由多个相邻保护胶层的颜色不相同的单线束所组成的并排线束。该线束生产工艺,可快速利用并排线束热缩成型设备快速热缩形成紧配的并排线束,并且相邻线束的保护胶层的颜色不同,用户可明显的进行区分,以准确的进行接驳,降低错接线的现象;此外,相互独立的单线束,也方便扯开,单独进行接线。
18、为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种线束生产工艺,其特征在于,包括以下步骤;
2.根据权利要求1所述的线束生产工艺,其特征在于:所述s1的并排线束预组合件可上下叠设有多排。
3.根据权利要求1所述的线束生产工艺,其特征在于:所述步骤s4中,所述并排线束热缩成型设备的加热温度可80至200℃范围在进行调节。
4.根据权利要求3所述的线束生产工艺,其特征在于:所述步骤s4中,所述并排线束热缩成型设备的加热温度可160至200℃范围在进行调节。
5.根据权利要求1所述的线束生产工艺,其特征在于:所述步骤s4中,所述并排线束热缩成型设备的加热温度可175至185℃范围在进行调节。
6.根据权利要求1所述的线束生产工艺,其特征在于:所述并排线束热缩成型设备加热包括基座(10)、电控板(20)、及与所述电控板(20)电性连接的调节旋钮(30)、启动开关(40)、发热组件(50)及驱动组件(60);
7.根据权利要求6所述的线束生产工艺,其特征在于:所述发热组件(50)包括上下分体设置的两个发热板(51),所述驱动组件(60)可使两个相互靠近并夹紧。
8.根据权利要求7所述的线束生产工艺,其特征在于:所述线束放置块(11)设置有两个;所述发热板(51)为长条状的板状结构,位于两个线束放置块(11)之间。
9.根据权利要求7所述的线束生产工艺,其特征在于:所述发热板(51)为ptc发热体。
10.根据权利要求6所述的线束生产工艺,其特征在于:所述驱动组件(60)包括气动分配阀(61)和气动推块(62);所述启动推块与所述发热组件(50)连接。
技术总结
本发明公开了一种线束生产工艺,包括以下步骤;S1:将若干个包裹有保护胶层的单线束并排设置组成并排线束预组合件,相邻两个单线束的保护胶层的颜色不相同;S2:将步骤S1中的并排线束预组合件套设扁平状的热缩管套;S3:将步骤S2中套设有热缩管套的并排线束预组合件放置于并排线束热缩成型设备并夹紧;S4:通过并排线束热缩成型设备加热,使热缩管套受热变形收缩。本发明,该线束生产工艺,可快速利用并排线束热缩成型设备快速热缩形成紧配的并排线束,并且相邻线束的保护胶层的颜色不同,用户可明显的进行区分,以准确的进行接驳,降低错接线的现象。
技术研发人员:陈文强
受保护的技术使用者:佛山市顺德区卡仕科电器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!