电池单体、电池单体的装配方法及电池包与流程
本申请涉及电池,具体涉及一种电池单体、电池单体的装配方法及电池包。
背景技术:
1、现有的电池单体中,电芯上的极耳大多沿电芯的第三方向凸出设置于电芯的主体上,为了与转接片连接,需要将沿第三方向延伸的极耳进行折弯,将折弯后的极耳与转接片连接,如此会增加弯折工序,影响电池单体装配效率。
技术实现思路
1、本申请实施例提供一种电池单体、电池单体的装配方法及电池包,可以解决现有电池单体中极耳需要弯折后与转接片连接影响装配效率的问题。
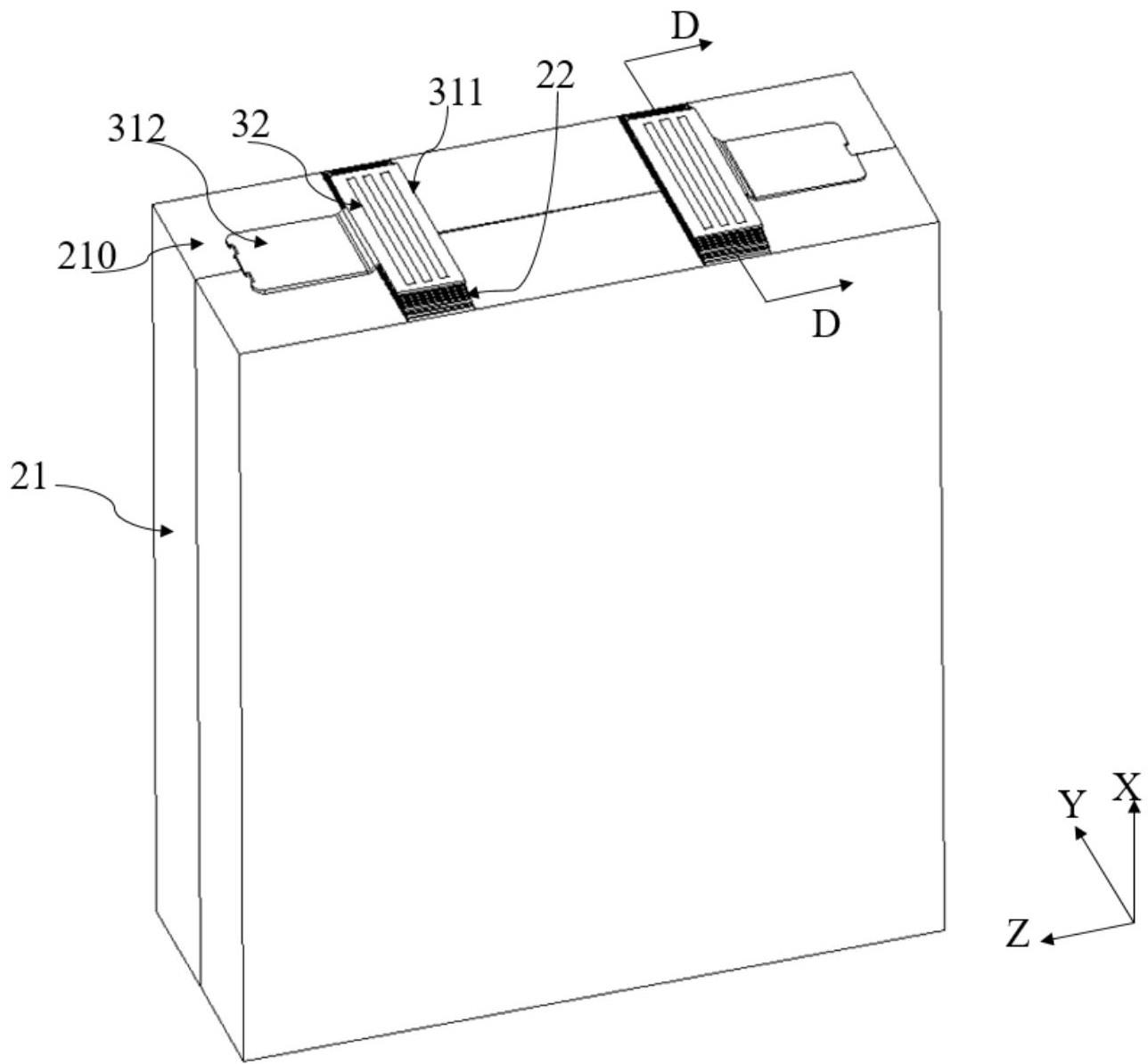
2、本申请的第一方面提供一种电池单体,包括:壳体,所述壳体具有容纳腔;所述电池单体还包括:电极组件,设于所述容纳腔中,所述电极组件包括主体和与所述主体连接的极耳,所述主体具有第一方向,所述极耳沿所述第一方向延伸,所述极耳具有第二端,所述第二端位于所述极耳远离所述主体的一侧;连接组件,所述连接组件设置于所述第二端远离所述主体的一侧并与所述第二端的端面焊接固定。
3、可选的,所述连接组件与所述第二端的端面焊接位置形成焊印,所述焊印至少部分沿所述第一方向贯穿所述连接组件并部分嵌入所述极耳的第二端,所述极耳包括多个极耳片,所述多个极耳片沿第二方向叠置,所述焊印沿所述第二方向设置,所述第一方向与所述第二方向相交。
4、可选的,所述壳体设有开口,所述主体朝向所述开口的一侧具有与所述第一方向相垂直的安装面,所述焊印在所述安装面上的正投影具有在第二方向上相对的两个最大轮廓点,两所述最大轮廓点之间具有沿所述第二方向延伸的线段,所述线段的长度l1mm为所述焊印在所述安装面上的正投影在第二方向上的最大尺寸;所述壳体包括沿所述第二方向相对设置的两侧壁,两所述侧壁在所述第二方向上的间距为l2mm,满足:0.5≤l1/l2<1。
5、可选的,0.6≤l1/l2≤0.95。
6、可选的,连接组件包括连接片和端子;所述连接片包括沿第三方向依次连接的第一段和第二段,所述第一段与所述第二端的端面焊接固定,所述端子设置于所述第二段在所述第一方向上背离所述主体的一面,所述端子通过所述连接片与所述极耳电连接;第一方向、第二方向和第三方向两两垂直。
7、可选的,所述连接片与所述第二端的端面焊接位置形成焊印,所述焊印至少部分沿所述第一方向贯穿连接片并部分嵌入所述极耳的第二端,在所述第一方向上,所述连接片的厚度为h1mm,所述焊印的深度为h2mm,满足:0.5mm+h1≤h2≤1.5mm+h1。
8、可选的,所述壳体设有开口,所述主体朝向所述开口的一侧具有与所述第一方向相垂直的安装面,在所述第一方向上,所述极耳第二端的端面与所述安装面之间的距离为l,0.1mm≤l≤10mm。
9、可选的,0.5mm≤l≤5mm。
10、可选的,所述端子与所述连接片一体成型。
11、可选的,所述壳体具有连通所述容纳腔与外界的开口,所述电池单体还包括顶盖板和挡板,所述顶盖板盖设于所述壳体的开口,所述顶盖板上开设有第一通孔和第二通孔,所述第一通孔与所述第二通孔沿第三方向间隔排布,所述端子插设于所述第一通孔;所述第二通孔与所述极耳的第二端沿所述第一方向相对设置,所述挡板设置于所述第二通孔内,其中,第一方向,第二方向,第三方向两两之间相互垂直。
12、可选的,所述焊印的形状包括圆形、弧形和折线形中的至少一种。
13、可选的,所述线段和所述第二方向之间成预设夹角α,所述预设夹角α满足:0°<α≤90°
14、本申请实施例的第二方面提供一种电池单体的装配方法,包括如下步骤:
15、将电极组件装入壳体,电极组件的极耳在第一方向上的第二端朝向所述壳体的开口;
16、将极耳的第二端的端面的至少部分与连接片焊接连接以形成焊印,所形成的焊印沿第二方向延伸。
17、可选的,所述将极耳的第二端的端面的至少部分与连接片焊接连接的步骤包括:将极耳的第二端的端面的至少部分与连接片相贴合的部位通过激光穿透焊接的方式焊接连接,激光沿所述第一方向贯穿所述连接片并延伸至所述第二端,将所述连接片与所述第二端熔合并形成焊印,激光沿所述第二方向移动,以使得所形成的焊印沿第二方向延伸。
18、可选的,所述将极耳的第二端的端面的至少部分与连接片焊接连接的步骤包括:将顶盖板盖设于壳体的开口,激光通过顶盖板上的第二通孔焊接所述连接片与所述第二端的端面,焊接完毕,将挡板焊接在第二通孔中。
19、本申请的第三方面提供一种电池包,所述电池包包括如第一方面所述的电池单体,或者,所述电池包包括如第二方面所述的电池单体的装配方法所组装的电池单体。
20、本申请的有益效果在于,提供一种电池单体、电池单体的装配方法及具有该电池单体的电池包,所述电池单体通过将电极组件中的极耳沿第一方向延伸但不弯折,省去了电池单体在后续组装过程中的极耳弯折工艺,提升组装效率,连接片设置于极耳露出主体的第二端的端面,且连接片与第二端的端面焊接连接以形成焊印,焊印沿第二方向延伸,避免连接片松动甚至脱落的风险发生,从而使得极耳仅需要露出主体较短的距离,即可实现与连接片的连接,从而有效减小极耳在第一方向上所占据的空间,而节省的空间可用于提升电极组件中主体的体积,提升电池单体的容量,进而提升电池单体的能量密度。
技术特征:
1.一种电池单体,包括:
2.如权利要求1所述的电池单体,其特征在于,所述连接组件(30)与所述第二端(222)的端面 (2221)焊接位置形成焊印(32),所述焊印(32)至少部分沿所述第一方向(x)贯穿所述连接组件(30)并部分嵌入所述极耳(22)的第二端(222),所述极耳(22)包括多个极耳片(220),所述多个极耳片(220)沿第二方向(y)叠置,所述焊印(32)沿所述第二方向(y)设置,所述第一方向(x)与所述第二方向(y)相交。
3.如权利要求2所述的电池单体,其特征在于,所述壳体(10)设有开口(11),所述主体(21)朝向所述开口(11)的一侧具有与所述第一方向(x)相垂直的安装面(210),所述焊印(32)在所述安装面(210)上的正投影具有在第二方向(y)上相对的两个最大轮廓点,两个所述最大轮廓点之间具有沿所述第二方向(y)延伸的线段(320),所述线段(320)的长度l1 mm为所述焊印(32)在所述安装面(210)上的正投影在第二方向(y)上的最大尺寸;
4.如权利要求1所述的电池单体,其特征在于,连接组件(30)包括连接片(31)和端子(33);
5.如权利要求4所述的电池单体,其特征在于,所述连接片(31)与所述第二端(222)的端面(2221)焊接位置形成焊印(32),所述焊印(32)至少部分沿所述第一方向(x)贯穿连接片(31)并部分嵌入所述极耳(22)的第二端(222),在所述第一方向(x)上,所述连接片(31)的厚度为h1 mm,所述焊印(32)的深度为h2 mm,满足:0.5mm+h1≤h2≤1.5mm+h1。
6.如权利要求1所述的电池单体,其特征在于,所述壳体(10)设有开口(11),所述主体(21)朝向所述开口(11)的一侧具有与所述第一方向(x)相垂直的安装面(210),在所述第一方向(x)上,所述极耳(22)第二端(222)的端面(2221)与所述安装面(210)之间的距离为l,0.1mm≤l≤10mm,或,0.5mm≤l≤5mm。
7.如权利要求4所述的电池单体,其特征在于,所述壳体(10)具有连通所述容纳腔与外界的开口(11),所述电池单体还包括顶盖板(40)和挡板(41),所述顶盖板(40)盖设于所述壳体(10)的开口(11),所述顶盖板(40)上开设有第一通孔(401)和第二通孔(402),所述第一通孔(401)与所述第二通孔(402)沿第三方向(z)间隔排布,所述端子(33)插设于所述第一通孔(401);
8.如权利要求2所述的电池单体,其特征在于,所述焊印(32)的形状包括圆形、弧形和折线形中的至少一种。
9.如权利要求3所述的电池单体,其特征在于,所述线段(320)和所述第二方向(y)之间成预设夹角α,所述预设夹角α满足:0°<α≤90°。
10.一种如权利要求1~9任一项所述的电池单体的装配方法,其特征在于,包括如下步骤:
11.一种电池包,其特征在于,所述电池包包括如权利要求1~9中任一项所述的电池单体,或者,所述电池包包括如权利要求10所述的电池单体的装配方法所组装的电池单体。
技术总结
本申请实施例公开了一种电池单体、电池单体的装配方法及电池包,所述电池单体通过将电极组件中的极耳沿第一方向延伸但不弯折,省去了电池单体在后续组装过程中的极耳弯折工艺,提升组装效率,连接片设置于极耳露出主体的第二端的端面,且连接片与第二端的端面焊接连接以形成焊印,焊印沿第二方向延伸,避免连接片松动甚至脱落的风险发生,从而使得极耳仅需要露出主体较短的距离,即可实现与连接片的连接,从而有效减小极耳在第一方向上所占据的空间,而节省的空间可用于提升电极组件中主体的体积,提升电池单体的容量,进而提升电池单体的能量密度。
技术研发人员:杨伟,张猛
受保护的技术使用者:欣旺达动力科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!