一种自动插排线装置的制作方法
本发明属于插排线装置,尤其涉及一种自动插排线装置。
背景技术:
1、在现有的工业生产中,主要是通过人工将将排线插入到主体产品中,这种方式不仅效率低,而且精度不够。
2、为了适应自动化生产的需求,目前也出现了一些自动化的插排线装置,但这些装置精度不够,从而导致生产良率偏低。
3、有鉴于此,本发明旨在提供一种自动插排线装置,适用于高尺寸精度和插入力掌控要求很高的自动化插排线设备,对插入的主体产品定位精准,在视觉辅助系统对排线的平面度、平行度、插入位置度的引导下将排线准确地插入主体产品内,另外,排线插入主体产品的力由压力传感器辅助掌控,从而具有高精准插入力和高尺寸精度。
技术实现思路
1、本发明的目的在于:针对现有技术的不足,而提供一种自动插排线装置,适用于高尺寸精度和插入力掌控要求很高的自动化插排线设备,对插入的主体产品定位精准,在视觉辅助系统对排线的平面度、平行度、插入位置度的引导下将排线准确地插入主体产品内,另外,排线插入主体产品的力由压力传感器辅助掌控,从而具有高精准插入力和高尺寸精度。
2、为了达到上述目的,本发明采用如下技术方案:
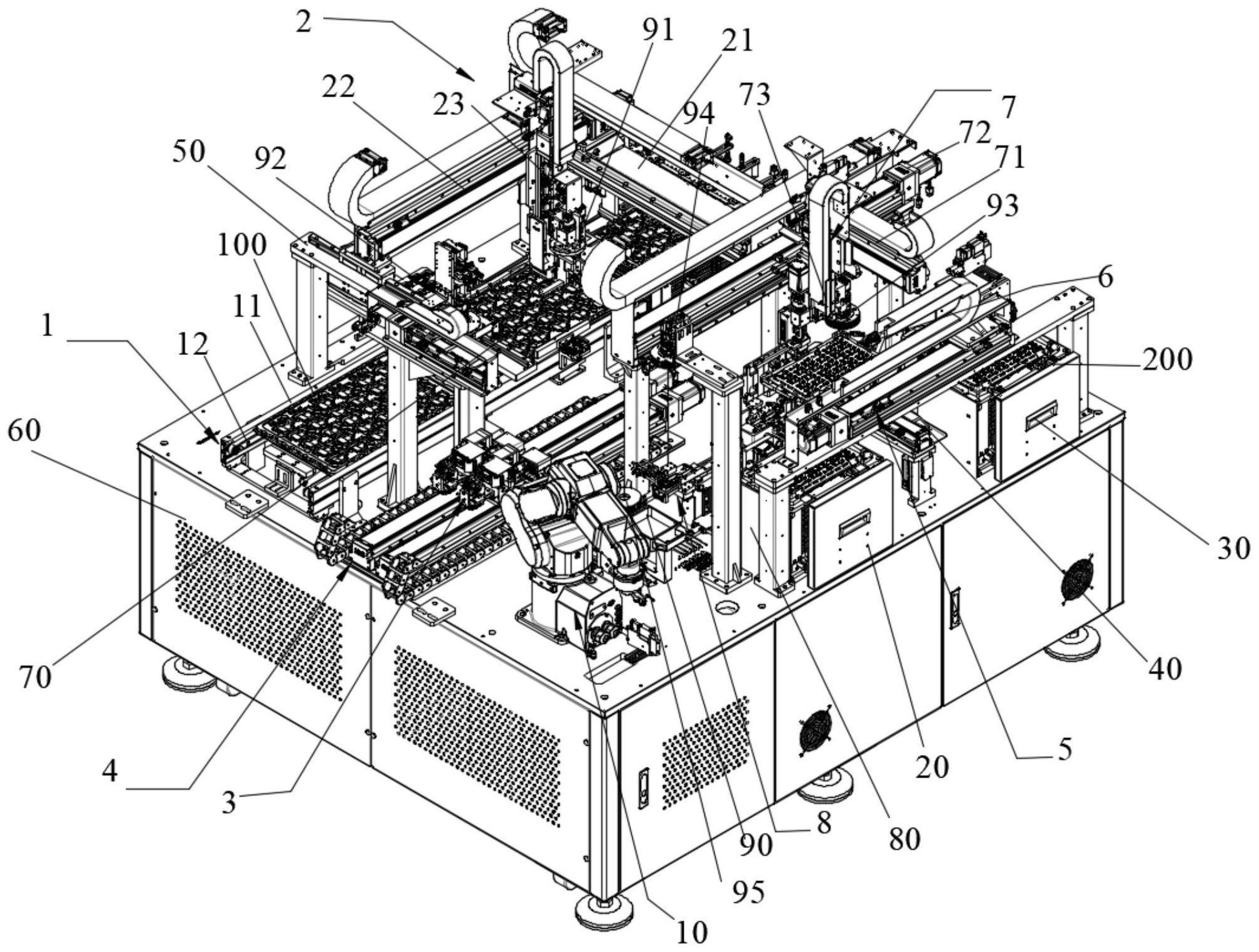
3、一种自动插排线装置,包括控制系统和由所述控制系统控制的以下结构:
4、用于夹取产品托盘和主体产品的产品搬运装置;
5、用于输送主体产品的产品托盘输送装置;
6、用于放置主体产品并对主体产品进行定位的载具,所述载具可滑动地设置于移动平台上;
7、用于搬运排线托盘的搬运机械手;
8、用于放置排线托盘并对排线托盘进行定位的移载模组;
9、用于夹取排线的取排线机械手;
10、用于对排线进行二次定位的二次定位机构;
11、用于捕捉主体产品的插入口边缘位置、排线边缘位置并捕捉排线插入主体产品过程中的插入位置的视觉检测系统;
12、和用于吸取排线并将排线插入主体产品内的六轴机器人,所述六轴机器人上设置有压力传感器和排线吸板。
13、作为本发明自动插排线装置的一种改进,所述产品托盘输送装置包括安装板、设置于所述安装板上的皮带和用于驱动所述皮带转动的第一驱动机构。
14、作为本发明自动插排线装置的一种改进,所述产品搬运装置包括第一x轴传动结构、第一y轴传动结构和取产品机构,所述第一x轴传动结构可滑动地设置于所述第一y轴传动结构上,所述取产品机构设置于所述第一x轴传动结构上。
15、作为本发明自动插排线装置的一种改进,所述移动平台包括第二驱动机构和由所述第二驱动机构驱动的移载结构。
16、作为本发明自动插排线装置的一种改进,所述搬运机械手下方设置有排线满料盘仓、排线空料盘仓和设置于所述有排线满料盘仓与所述排线空料盘仓之间的滑轨,所述移载模组可滑动地设置于所述滑轨上,且所述移载模组由第三驱动机构驱动,所述二次定位机构设置于所述移载模组的一端。
17、作为本发明自动插排线装置的一种改进,所述取排线机械手包括第二x轴传动结构、第二y轴传动结构和取排线机构,所述第二x轴传动结构可滑动地设置于所述第二y轴传动结构上,所述取排线机构设置于所述第二x轴传动结构上。
18、作为本发明自动插排线装置的一种改进,所述移动平台设置于所述产品托盘输送装置和所述移载模组之间,所述六轴机器人设置于移动平台的一侧,所述产品托盘输送装置的两侧设置有第一校正机构,所述移载模组的两侧设置有第二校正机构。
19、作为本发明自动插排线装置的一种改进,所述控制系统包括人机交互界面。
20、作为本发明自动插排线装置的一种改进,所述视觉检测系统包括:
21、设置于所述产品搬运装置上、用于记录产品托盘中的产品形态的第一ccd;
22、设置于所述移动平台上方、用于捕捉主体产品的插入口的边缘位置并对组装后的产品进行复检的第二ccd;
23、设置于所述搬运机械手上、用于记录排线托盘中的排线形态的第三ccd;
24、设置于所述二次定位机构上方、用于捕捉排线边缘位置的第四ccd;
25、设置于所述二次定位机构一侧、用于捕捉排线要插入的纵向平行基准位置的第五ccd;
26、和用于捕捉主体产品和排线的横向平行基准位置的第六ccd。
27、作为本发明自动插排线装置的一种改进,所述二次定位机构的一侧设置有不合格排线废弃盒,当所述第四ccd检测到不符合规格的排线,所述六轴机器人将该排线丢入所述不合格排线废弃盒内。
28、作为本发明自动插排线装置的一种改进,使用时,至少包括如下步骤:
29、a,产品搬运装置将装有主体产品的产品托盘送至主体产品托盘输送装置上,再经由所述主体产品托盘输送装置运送至指定位置,所述第一ccd对产品托盘进行拍照;
30、b,所述产品搬运装置将主体产品移动至所述移动平台并定位,所述第二ccd捕捉所述主体产品上插入口的边缘位置;
31、c,同时,装有排线的排线托盘经由所述搬运机械手运送至所述移栽模组并定位,所述第三ccd对排线托盘进行拍照,所述搬运机械手拾取排线至所述二次定位机构并定位,所述第四ccd捕捉所述排线的边缘位置;
32、d,所述六轴机器人拾取排线并将排线移动至所述第五ccd捕捉到的排线要插入的纵向平行度基准位置;然后所述六轴机器人进一步将排线移动到主体产品插入口的接近处,此时,第六ccd捕捉主体产品和排线的横向平行基准位置。控制系统控制六轴机器人吸取的排线对准主体产品的插入口;
33、e,所述六轴机器人将排线插入到主体产品的插入孔内,在插入过程中,由所述压力传感器反馈压力值来控制插入力,插入完成后,所述六轴机器人移开,由所述第二ccd复检。
34、相对于现有技术,本发明能够取缔人工作业,节省人工成本;而且可用于高精度插排线,大大提高产品良率。
35、具体而言,本发明是一种高精尺寸和插入力掌控要求很高的自动化插排线设备,可应用于插排线要求非常高的电子产品上,六轴机器人的排线吸板在视觉辅助系统的引导下拾取排线,并在视觉辅助下捕捉主体产品上插入口的边缘位置和排线本身的边缘位置,然后六轴机器人的排线吸板上的排线在视觉引导下插入主体产品内,同时在插入过程中压力传感器反馈插入力值,每次力值以曲线动图方式显示在人机界面上并记录,整个过程是以高精准位置和控制力插入排线,最后由视觉复检插入后尺寸来保证良品流入下工站。本发明能有效提升插排线精度,从而保证高良率生产。
36、即,本发明对插入的主体产品定位精准,对排线的平面度、平行度、插入位置准确度均由视觉检测系统保障,在视觉检测系统的引导下将排线插入主体产品内,且插入主体产品的力由压力传感器的反馈来掌控,从而本发明具有高精准插入力和高尺寸精度。
技术特征:
1.一种自动插排线装置,其特征在于,包括控制系统和由所述控制系统控制的以下结构:
2.根据权利要求1所述的自动插排线装置,其特征在于:所述产品托盘输送装置包括安装板、设置于所述安装板上的皮带和用于驱动所述皮带转动的第一驱动机构。
3.根据权利要求1所述的自动插排线装置,其特征在于:所述产品搬运装置包括第一x轴传动结构、第一y轴传动结构和取产品机构,所述第一x轴传动结构可滑动地设置于所述第一y轴传动结构上,所述取产品机构设置于所述第一x轴传动结构上。
4.根据权利要求1所述的自动插排线装置,其特征在于:所述移动平台包括第二驱动机构和由所述第二驱动机构驱动的移载结构,所述控制系统包括人机交互界面。
5.根据权利要求1所述的自动插排线装置,其特征在于:所述搬运机械手下方设置有排线满料盘仓、排线空料盘仓和设置于所述有排线满料盘仓与所述排线空料盘仓之间的滑轨,所述移载模组可滑动地设置于所述滑轨上,且所述移载模组由第三驱动机构驱动,所述二次定位机构设置于所述移载模组的一端。
6.根据权利要求1所述的自动插排线装置,其特征在于:所述取排线机械手包括第二x轴传动结构、第二y轴传动结构和取排线机构,所述第二x轴传动结构可滑动地设置于所述第二y轴传动结构上,所述取排线机构设置于所述第二x轴传动结构上。
7.根据权利要求1所述的自动插排线装置,其特征在于:所述移动平台设置于所述产品托盘输送装置和所述移载模组之间,所述六轴机器人设置于移动平台的一侧,所述产品托盘输送装置的两侧设置有第一校正机构,所述移载模组的两侧设置有第二校正机构。
8.根据权利要求1所述的自动插排线装置,其特征在于,所述视觉检测系统包括:
9.根据权利要求1所述的自动插排线装置,其特征在于:所述二次定位机构的一侧设置有不合格排线废弃盒,当所述第四ccd检测到不符合规格的排线,所述六轴机器人将该排线丢入所述不合格排线废弃盒内。
10.根据权利要求8所述的自动插排线装置,其特征在于,使用时,至少包括如下步骤:
技术总结
本发明属于插排线装置技术领域,尤其涉及一种自动插排线装置,包括控制系统和由所述控制系统控制的以下结构:用于输送主体产品的产品托盘输送装置;用于夹取产品托盘和主体产品的产品搬运装置;用于放置主体产品并对主体产品进行定位的载具,所述载具可滑动地设置于移动平台上;用于搬运排线托盘的搬运机械手;用于放置排线托盘并对排线托盘进行定位的移载模组;用于夹取排线的取排线机械手;用于对排线进行二次定位的二次定位机构;用于捕捉主体产品的插入口边缘位置、排线边缘位置并捕捉排线插入主体产品过程中的插入位置的视觉检测系统;和用于吸取排线并将排线插入主体产品内的六轴机器人,所述六轴机器人上设置有压力传感器和排线吸板。
技术研发人员:王全林,刘文华,李威,辛鑫,刘铭
受保护的技术使用者:深圳市道元实业有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!